По основному авт. св. № 299311 известны шпиндельные узлы станков, например резьбонарезных, снабженные механизмом автоматической компенсации осевой составляющей силы резания, выполненным в виде соединяющей шпиндельный узел с приводом главного движения винтовой передачи, гайка которой жестко связана с приводом, винт - со шпинделем станка, а направление винтовой линии противоположно направлению вращения.
Изобретение позволяет регулировать скорость поступательного движения шпинделя, несущего инструмент, в широких пределах, причем в случае изменения диаметра инструмента, необходимого при обработке, подача инструмента остается стабильной. С этой целью щпиндельный узел снабжен регулируемым стабилизатором скорости поступательного движения, например гидравлическим, щток которого через упорные подшипники связан со шпинделем. Для получения стабильной подачи винт винтовой передачи выполнен сменным.
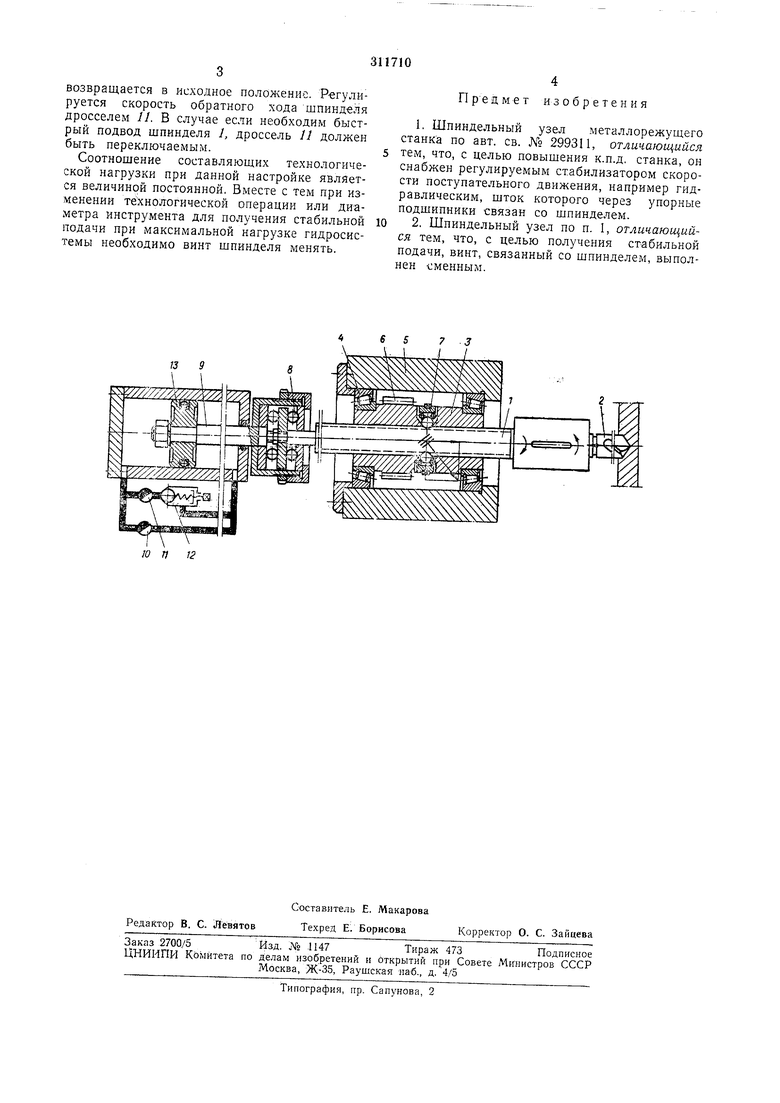
На чертеже изображен предложенный шпиндельный узел.
в корпусе D, получает через приводное колесо 6 и шариковые оноры гайки 7 врашательное движение, передавая его шпинделю /. Шпиндель 1 через упорные подшипники 8 соединен
со штоком 9 стабилизатора, включающего дроссели 10 11 к обратный клапан 12. Дроссель 10 гидросистемы настраивается на получение заданной скорости неремешения поршня 13. Для предотвращения вращения поршня установлена шпонка (на чертеже не показана). Шток 9 в процессе рабочего хода перемещается со скоростью, не превышающей заданную скорость рабочей подачи. Поэтому гидросистема стабилизации воспринимает нагрузку только
в случае неравенства сил, действующих в осевом направлении на весь шпиндельный узел (сила, возникаюшая в гайке 7, например, больше суммы осевого усилия резания и сил трения в звеньях узла). Когда же осевая составляющая в винтовой передаче меньще суммы осевого усилия резания и сил трения, механизм не в состоянии обеспечивать заданную скорость рабочей подачи; скорость рабочей подачи уменьщается, что позволяет обеспечить
обработку с осевой нагрузкой, не превыщающей заданную, а также обеспечить работу пО жестким упорам. После окончания обработки система путевой автоматики (на чертеже не показана) реверсирует привод, и щпиндель /
возвращается в исходное положение. Регулируется скорость обратного хода шпинделя дросселем //. В случае если необходим быстрый подвод шпинделя /, дроссель 11 должен быть переключаемым.
Соотношение составляющих технологической нагрузки при данной настройке является величиной постоянной. Вместе с тем при изменении технологической операции или диаметра инструмента для получения стабильной подачи при максимальной нагрузке гидросистемы необходимо винт шпинделя менять.
предмет изобретения
1.Шпиндельный узел металлорежущего станка по авт. св. № 299311, отличающийся тем, что, с целью повышения к.п.д. станка, он снабжен регулируемым стабилизатором скорости поступательного движения, например гидравлическим, шток которого через упорные подшипники связан со шпинделем.
2.Шпиндельный узел по п. I, отличающийся тем, что, с целью получения стабильной подачи, винт, связанный со шпинделем, выполнен -сменным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1972 |
|
SU335451A1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
| Шпиндельный узел | 1986 |
|
SU1342625A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ | 1990 |
|
RU2025587C1 |
| Шпиндельный узел металлорежущего станка | 1978 |
|
SU768569A2 |
| Шпиндельное устройство | 1983 |
|
SU1144773A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Шпиндельный узел сверлильного станка | 1989 |
|
SU1645074A1 |
| БИБЛИОТЕКА 1В. М. Пестунов | 1971 |
|
SU299311A1 |
ю п 2
