Предложенная фреза может быть использована в металлообрабатывающей промышленности при обработке жаропрочных титановых сплавов и других труднообрабатываемых материалов на скоростных режимах.
Известны торцовые фрезы, снабженные твердосплавной монолитной коронкой с зубьями, надетой на оправку.
Предлагаемая торцовая фреза отличается тем, что торцовые зубья расположены в плоскости, составляющей с плоскостью, перпендикулярной оси вращения фрезы, угол порядка 1-5°, выбираемой в зависимости от диаметра фрезы и припуска на обработку. Зубья фрезы выполнены с неравномерным шагом боковых режущих кромок и имеют передний угол у. равный от -30 до -50° и задний угол а 20 -- 30°.
Такой фрезой можно обрабатывать труднообрабатываемые сплавы, например титановые. Кроме того, производительность процесса повышается.
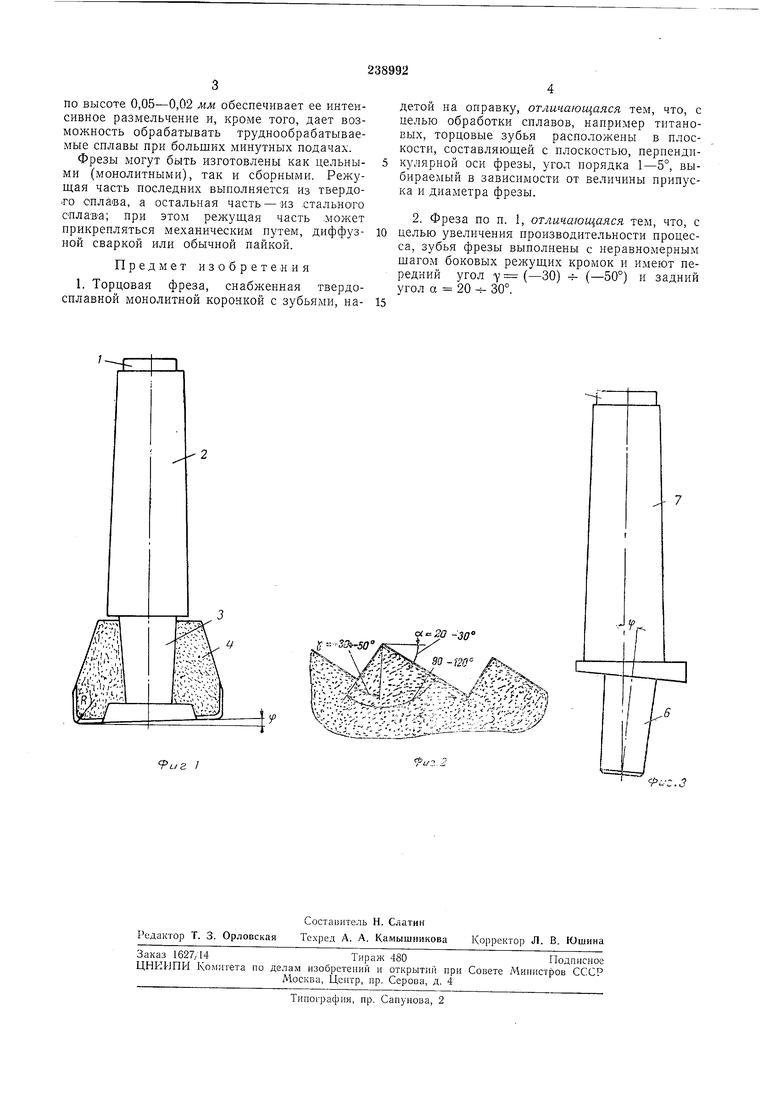
На фиг. 1 изображена предлагаемая фреза; на фиг. 2 показана геометрия режущих зубьев фрезы; на фиг. 3 - оправка для заточки торцовых зубьев фрезы под углом.
выми зубьями, расположенными в плоскости, составляющей с плоскостью, перпендикулярной оси вращения фрезы 4, угол ф порядка 1-5°, выбираемый в зависимости от диаметра фрезы 4 и величины припуска на обработку t. Зубья фрезы выполнены с неравномерным шагом для срезания одинаковой части припуска каждым зубом и режущими кромками, имеющими передний угол Y - , задний угол а: 20-30° и угол заострения 90-120° (см. фиг. 2).
Торцовые и периферийные зубья фрезы сопряжены между собой радиусом R 1,5-2t, чем устраияют преждевременное затупление кромок в месте их сопряжения и, следовательно, обеспечивают более легкий съем стружки с обрабатываемого изделия. Основными режущими зубьями являются торцовые, а периферийные слул- ат как вспомогательные.
Затачивают торцовые зубья под углом при помощи специальной оправки 5, цапфа 6 которой для крепления фрезы 4 располол ена по отношению к оси хвостовика 7 оправки 5 под углом ф, равным углу наклона торцовых зубьев фрезы 4.
по высоте 0,05-0,02 мм обеспечивает ее интенсивное размельчение и, кро.ме того, дает возможность обрабатывать труднообрабатываемые сплавы при больших минутных подачах.
Фрезы могут быть изготовлены как цельными (монолитными), так и сборными. Режущая часть последних выполняется из твердо:го сплава, а остальная часть - из .стального сплаБ-а; при этом режущая часть .может прикрепляться механическим путем, диффузной сваркой или обычной пайкой.
Предмет изобретения
1. Торцовая фреза, снабженная твердосплавной монолитной коронкой с зубьями, надетой на оправку, отличающаяся тем, что, с целью обработки сплавав, например титановых, торцовые зубья расположены в плоскости, составляющей с плоскостью, перпендикулярной оси фрезы, угол порядка 1-5°, выбираемый в зависимости от величины припуска и диаметра фрезы.
2. Фреза по п. 1, отличающаяся тем, что, с целью увеличения производительности процесса, зубья фрезы выполнены с неравномерным щагом боковых режущих кромок и имеют передний угол Y(-30) -f- (-50°) и задний угол а 20 -7- 30°. 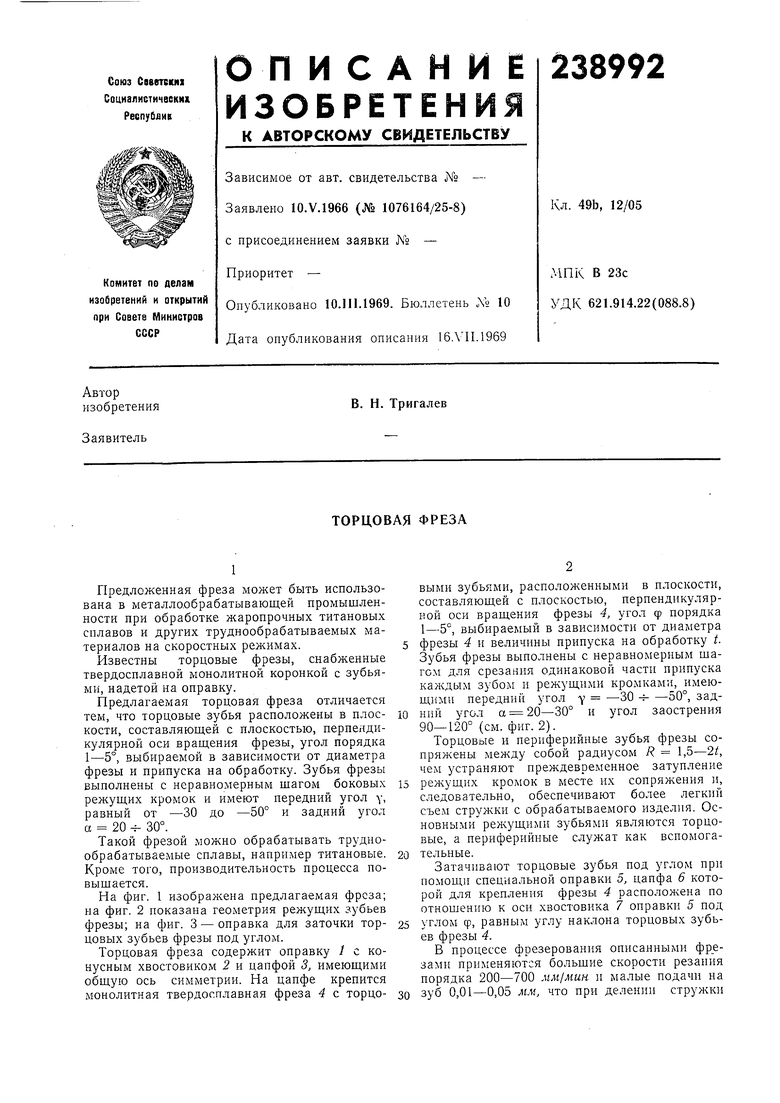
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА (ВАРИАНТЫ) | 2014 |
|
RU2562195C1 |
| ФРЕЗА | 2020 |
|
RU2736622C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2018 |
|
RU2676718C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| ФРЕЗА КОНЦЕВАЯ | 2018 |
|
RU2671782C1 |
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
S -Slk-50
,l :-/;-- : l-;.
иг I
-20 -30°
