Заявлена твердосплавная концевая фреза для обработки деталей из труднообрабатываемых материалов, которая относится к машиностроению, в частности к твердосплавному металлорежущему инструменту, в том числе к концевым фрезам, предназначенным для обработки деталей малых размеров из труднообрабатываемых материалов.
Известна пальцевая фреза с хвостовой и режущей частями. Режущая часть имеет поперечное сечение в форме квадрата. Режущие кромки выполнены винтовым углом подъема 0°30'-2°. (SU 1756037 A1, В23В, 23.08.1992).
Однако недостатками данных инструментов являются недостаточное качество обработки изделий с возможным появлением на них дефектного слоя при шлифовании, образование сколов, микротрещин, снижение параметра шероховатости, что не позволяют обеспечить качество обрабатываемой детали и не благоприятно сказывается на долговечности режущего инструменты.
Техническая проблема состоит в том, что существующие аналоги не позволяют достигать требуемого качества обработки деталей малых размеров из труднообрабатываемых материалов вследствие особенностей геометрии и формы режущей части, имеющей низкую жесткость и не позволяющей обеспечивать плавное врезание фрезы в обрабатываемый материал, что реализуется винтовым углом подъема режущей кромки, а также режущей частью в форме усеченного конуса.
Для решения этой проблемы в изобретении предлагается в качестве объекта твердосплавная концевая фреза, содержащая режущую часть в форме усеченного конуса, переходящую в цилиндрический хвостовик, рабочая часть которой имеет два режущих зуба, расположенных по винтовой спирали, с углом подъема 30° и имеющих переднюю и заднюю поверхности, выполненные под углом наклона 30° и 60° соответственно и образующие профиль режущей части в форме ромба, при этом торец режущей части выполнен с подточкой, пересекающей указанные переднюю и заднюю поверхности с образованием режущей кромки.
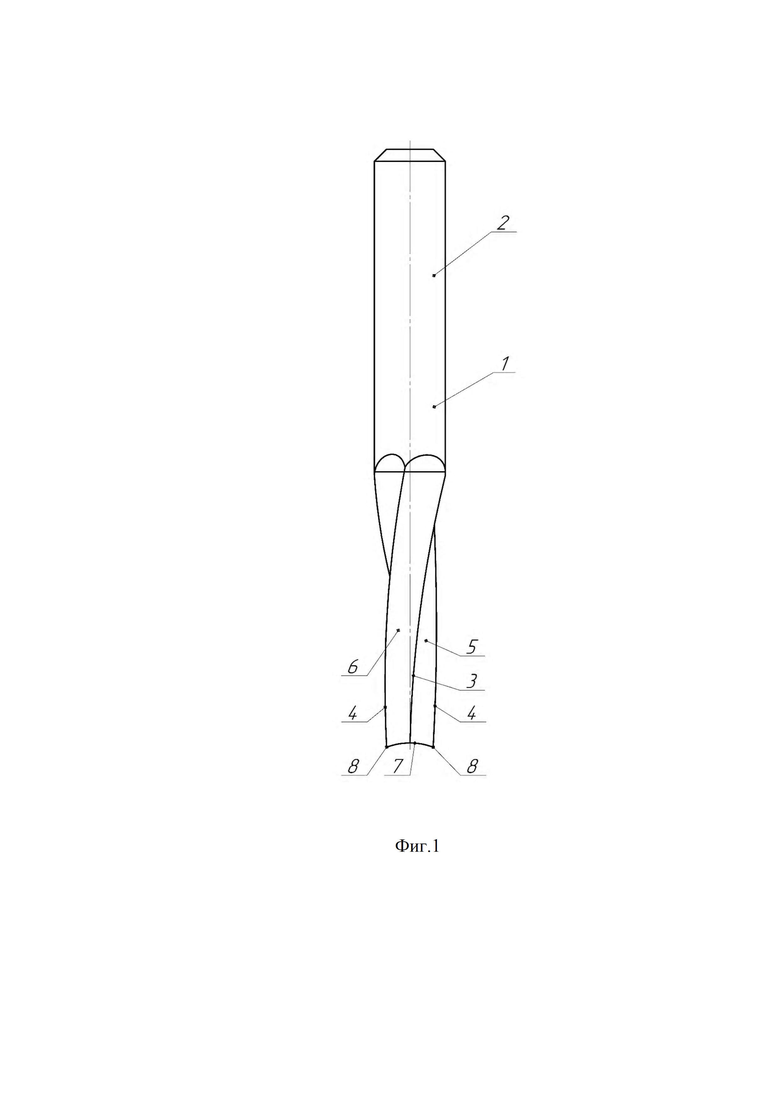
Конструкция фрезы представлена на фиг. 1, на которой показан вид спереди концевой фрезы, на фиг. 2 показан вид снизу фрезы, где имеется профиль режущей части, в сечение которого лежит ромб.
Фреза (1) для обработки деталей малых размеров из труднообрабатываемых материалов выполнена из твердого сплава марки ВК10ХОМ, содержит хвостовик (2), рабочую часть (3) в форме усеченного конуса, имеющего угол 1:6 (9°30'); 1:8 (7,16°); 1:10 (5,73); 1:20 (2,86), переходящий в хвостовик (2), при этом рабочая часть (3) имеет два режущих зуба (4), каждый из которых выполнен по винтовой спирали, с углом подъема 30° и имеет переднюю (5) и заднюю (6) поверхности, имеющие наклон 30° и 60° соответственно, и образующие в поперечном сечении форму ромба, при этом на торце режущей части (3) выполнена подточка (7), которая пересекаясь с передней (5) и задней (6) поверхностью образуют режущую кромку (8).
Изготовление фрезы.
Устанавливают в оправке заточного станка ВЗ-322Ф4 и производят шлифование передней (5) и задней (6) поверхности, имеющих наклон 30° и 60° соответственно по винтовой спирали, с углом подъема 30°. При этом рабочую часть фрезы (3) выполняют в форме усеченного конуса, имеющего угол 1:10, переходящий в хвостовик (2), при этом рабочая часть фрезы (3) имеет два режущих зуба (4). После шлифования на торце режущей части (3) выполняют подточку (7) на величину h=0,2…0,5 мм, которая пересекаясь с передней (5) и задней (6) поверхностью образуют режущую кромку (8).
На фиг. 1 представлена фреза в соответствии с заявляемым техническим решением.
На фиг. 2 - вид сверху. Разработанная фреза позволяет осуществлять фрезерование титановых сплавов с глубинами менее 0,1 мм (микрорезание) и позволяют получить требуемого качества обработанной поверхности (уровень дефектного слоя, шероховатость поверхностей, точность и т.д.), и требуемую стойкость инструмента на завершающем этапе производства (доводочная операция для чистовой обработки).
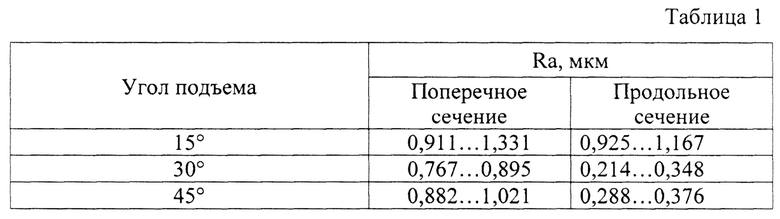
Экспериментальным путем было подтверждено, что наилучшее качество поверхности при обработке предложенным инструментом достигается при значении угла подъема 30°, а также при величине подточке на торце режущей части h=0,2…0,5 мм. Результаты экспериментов приведены в Таблице 1.
Таким образом, предложена фреза, позволяющая улучшить качество обрабатываемой детали, обеспечивающая повышение производительности, точности, стойкости инструмента, качества обработки, снижение сколов на поверхности обрабатываемой детали, микротрещин и обеспечить снижение параметра шероховатости при обработке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цельная концевая керамическая фреза | 2019 |
|
RU2725533C1 |
| Фреза для начальной обработки костного канала для установки имплантата | 2018 |
|
RU2685496C1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| ФРЕЗА КОНЦЕВАЯ СБОРНОЙ КОНСТРУКЦИИ | 2024 |
|
RU2828900C1 |
| КОНЦЕВАЯ ФРЕЗА С УГЛОВЫМ РАДИУСОМ ИЗ ТВЕРДОГО СПЛАВА С НЕПРЕРЫВНО ИЗОГНУТЫМ ПЕРЕДНИМ ГРЕБНЕМ И КОНСТРУКЦИЯ ВИНТОВОЙ КАНАВКИ | 2016 |
|
RU2714755C2 |
| КОНЦЕВАЯ ФРЕЗА С УГЛОВЫМ РАДИУСОМ | 2013 |
|
RU2635681C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЕРЕДНЕГО УГЛА В ТОРЦОВОМ СЕЧЕНИИ КОНЦЕВЫХ ФРЕЗ | 2012 |
|
RU2521198C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| ФРЕЗА КОНЦЕВАЯ | 2018 |
|
RU2671782C1 |

Изобретение относится к машиностроению и может быть использовано для обработки деталей малых размеров из труднообрабатываемых материалов с использованием концевых фрез. Фреза содержит режущую часть в форме усеченного конуса, переходящую в цилиндрический хвостовик, и содержит два режущих зуба, каждый из которых расположен по винтовой спирали, с углом подъема 30° и имеет переднюю и заднюю поверхности, выполненные под углом наклона 30° и 60° соответственно с образованием профиля режущей части в форме ромба. Торец режущей части выполнен с подточкой, пересекающей указанные переднюю и заднюю поверхности с образованием режущей кромки. Повышается качество обрабатываемой поверхности, производительность и стойкость инструмента. 2 ил., 1 табл.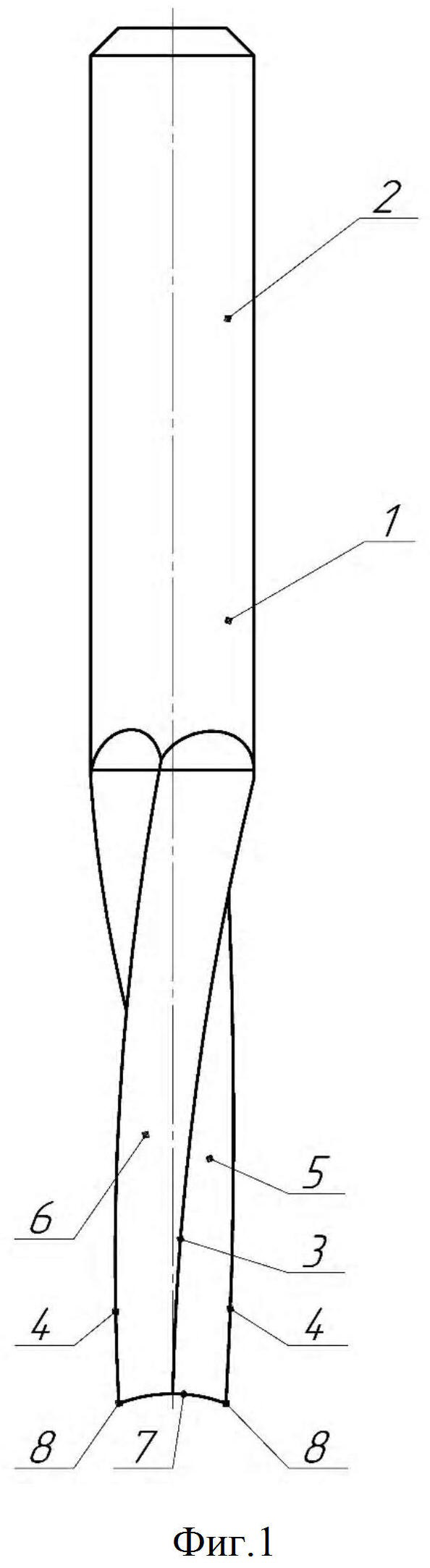
Твердосплавная концевая фреза для обработки деталей из труднообрабатываемых материалов, содержащая режущую часть в форме усеченного конуса, переходящую в цилиндрический хвостовик, отличающаяся тем, что режущая часть содержит два режущих зуба, расположенных по винтовой спирали, с углом подъема 30° и имеющих переднюю и заднюю поверхности, выполненные под углом наклона 30° и 60° соответственно и образующие профиль режущей части в форме ромба, при этом торец режущей части выполнен с подточкой, пересекающей указанные переднюю и заднюю поверхности с образованием режущей кромки.
| Пальцевая фреза | 1989 |
|
SU1756037A1 |
| 0 |
|
SU159852A1 | |
| КОНЦЕВАЯ ФРЕЗА С УГЛОВЫМ РАДИУСОМ | 2013 |
|
RU2635681C2 |
| Устройство для соединения бурового инструмента с ударным механизмом | 1986 |
|
SU1348508A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 0 |
|
SU347152A1 |

