Известна ванна к установке для изготовления листового полированного стекла на поверхности расплавленного металла, имеющая поперечные идущие от ее дна до поверхности металла перегородки.
Цель изобретения - стабилизировать темиературный режим. Достигается это тем, что в предложенной ванне каждая перегородка выполнена из неподвижно закрепленного в дне ванны элемента, имеющего на поверхности не менее одной канавки в форме ласточкина хвоста, и плавающего в ванне бруска. Брусок изготовлен из материала, удельный вес которого меньше удельного веса расплавленного металла и в части, находящейся под лентой стекла, имеет в поперечном сечении форму усеченного треугольника.
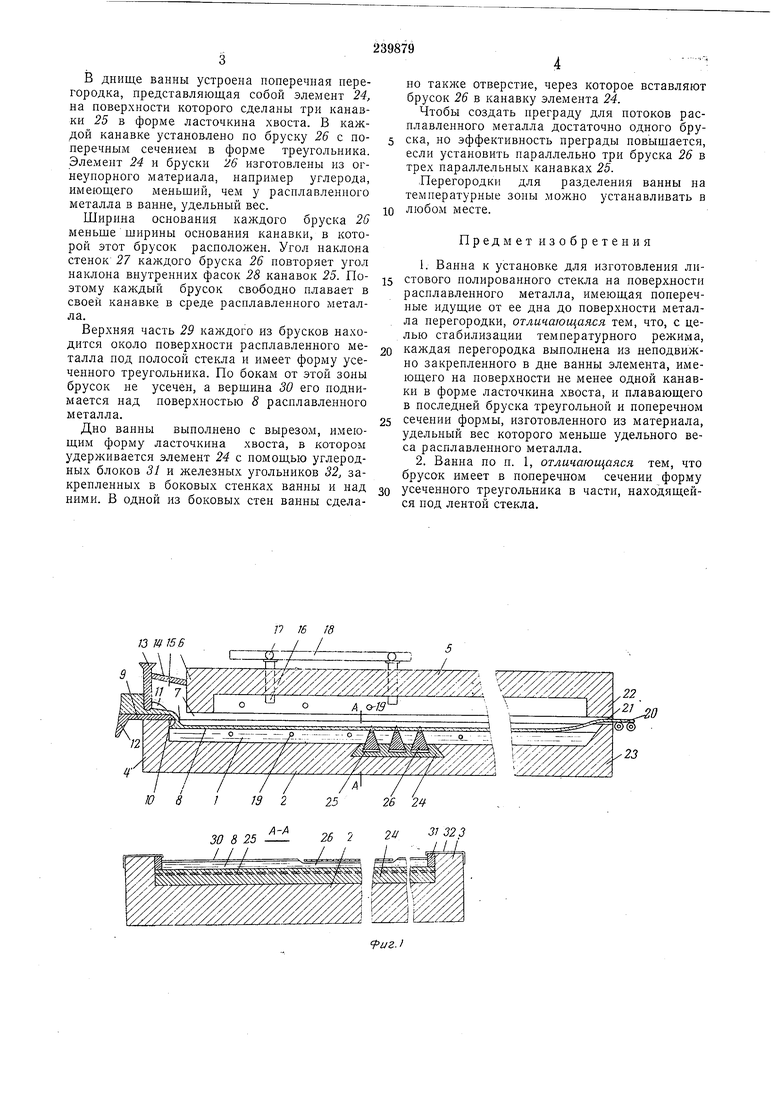
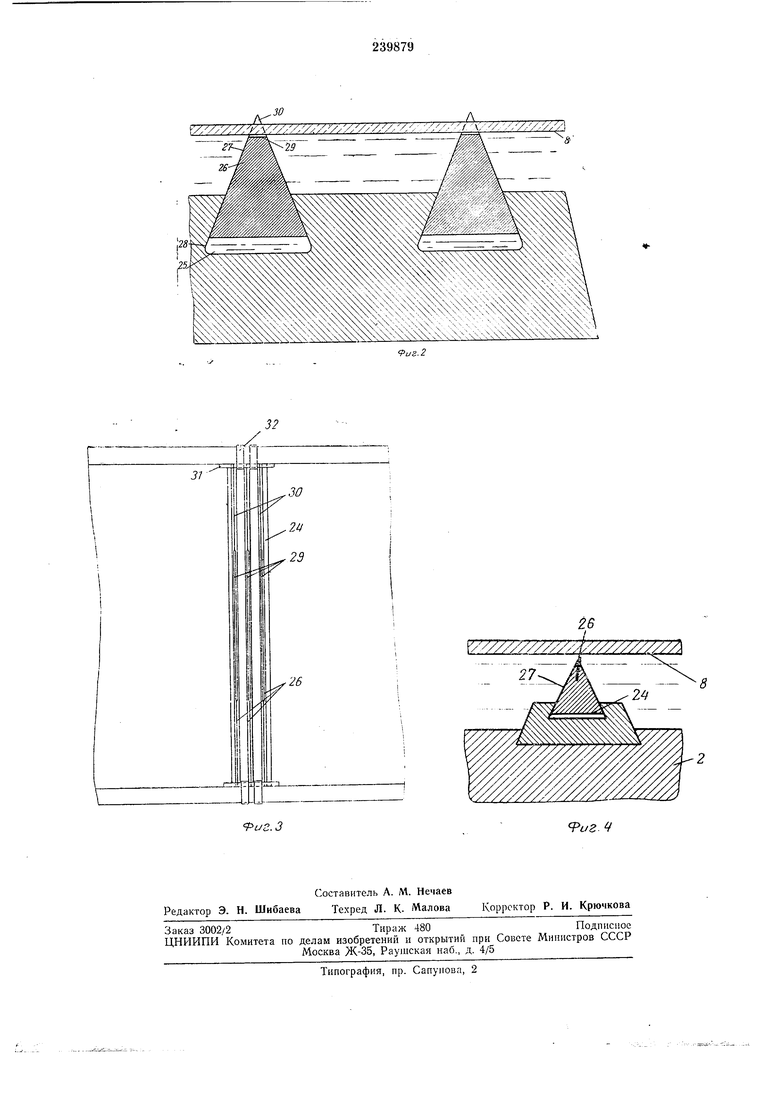
На фиг. 1 показана описываемая ванна, вертикальный разрез; на фиг. 2 - часть перегородки; на фиг. 3 - ванна без свода в плане; на фиг. 4 - вертикальный разрез вайны в месте установки перегородки.
Ванна 1 с расплавленным оловом или его сплавами содержит донную часть 2, боковые стенки 3 и торцовую стенку 4. Над ванной установлен свод, включающий крышку 5, боковые стенки и торцовую стенку 6.
Над торцовой стенкой 4 ванны расположен сливной лоток 9, имеющий в основном прямоугольное сечение, и ограниченный выступом 10 и боковыми стенками 11. Сливной лоток является продолжением форкамеры 12 стеклоплавильной печи.
Подача стекломассы регулируется с помощью устройства 13.
Стекломассу по сливному лотку направляют на поверхность расплавленного металла, и образующийся слой расплавленного стекла перемещается в виде полосы вдоль ванны. Сливной лоток помещается в камере, ограниченной крышей 14 и боковыми стенками 15.
В крышке 5 ванны имеются каналы 16, через которые по коллектору 17 из главного канала 18 подается защитный газ. Температуру регулируют с помощью регуляторов 19. Температурный градиент по ванне таков, что,
когда полоса стекла достигнет выходного отверстия ванны, она достаточно затвердеет, и ее можно без опасения транспортировать по рольгангу 20, смонтированному за выходным отверстием 21 ванны, которое находится межДУ торцовой стеной 22 ванны и торцовой стенкой 23 свода. в днище ванны устроена поперечная перегородка, представляющая собой элемент 24, на поверхности которого сделаны три канавки 25 в форме ласточкина хвоста. В каждой канавке установлено по бруску 26 с поперечным сечением в форме треугольника. Элемент 24 и бруски 26 изготовлены из огнеупорного материала, например углерода, имеющего меньплий, чем у расплавленного металла в ванне, удельный вес. Ширина основания каждого бруска 26 меньше ширины основания канавки, в которой этот брусок расположен. Угол наклона стенок 27 каждого бруска 26 повторяет угол наклона внутренних фасок 28 канавок 25. Поэтому каждый брусок свободно плавает в своей канавке в среде расплавленного металла. Верхняя часть 29 каждого из брусков находится около поверхности расплавленного металла под полосой стекла и имеет форму усеченного треугольника. По бокам от этой зоны брусок не усечен, а вершина 30 его поднимается над поверхностью 8 расплавленного металла. Дно ванны выполнено с вырезом, имеющим форму ласточкина хвоста, в котором удерживается элемент 24 с номощью углеродных блоков 31 и железных угольников 32, закрепленных в боковых стенках ванны и над ними. В одной из боковых стен ванны сделано также отверстие, через которое вставляют брусок 26 в канавку элемента 24. Чтобы создать иреграду для иотоков расплавленного металла достаточно одного бруска, но эффективность преграды повышается, если установить параллельно три бруска 26 в трех параллельных канавках 25. Перегородки для разделения ванны на температурные зоны можно устанавливать в любом месте. Предмет изобретения 1.Ванна к установке для изготовления листового полированного стекла на поверхности расплавленного металла, имеющая поперечные идущие от ее дна до поверхности металла перегородки, отличающаяся тем, что, с целью стабилизации температурного режима, каждая перегородка выполнена из неподвижно закрепленного в дне ванны элемента, имеющего на поверхности не менее одной канавки в форме ласточкина хвоста, и плавающего в последией бруска треугольной и поперечном сечении формы, изготовленного из материала, удельный вес которого меньше удельного веса расплавленного металла. 2.Ванна по п. 1, отличающаяся тем, что брусоК имеет в поперечном сечении форму усеченного треугольника в части, находящейся под лентой стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU285650A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU170431A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2036859C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU307560A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| Способ изготовления листового стекла и устройство для его осуществления | 1974 |
|
SU619094A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU251159A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
/J Ю 156
30825 25 2 2 f
/ / // / 26 2
26
Л-.
