Известная ванна к установке для изготовления листового стекла на поверхности расплавленного металла содержит сливной лоток, терморегуляторы, устройства для транспортирования ленты стекла и подачи зандитнего газа, два линейных асинхронных дв11гателя, установленных у ее боковых стен над открытыми участками поверхности расплавЛенного металла, отражательные пластины, размещенные между сливным лотком и двигателями.
Изобретение позволяет повысить стабильность температурного режима.
Достигается это тем, что ванна снабжена продольными перегородками, не доходящими до входного и выходного концов и до дна ванны в районе двигателей и образующими у боковых стен ванны отделенные от ее центральной части каналы.
Перегородки могут быть выполнены из графита желобкообразной формы.
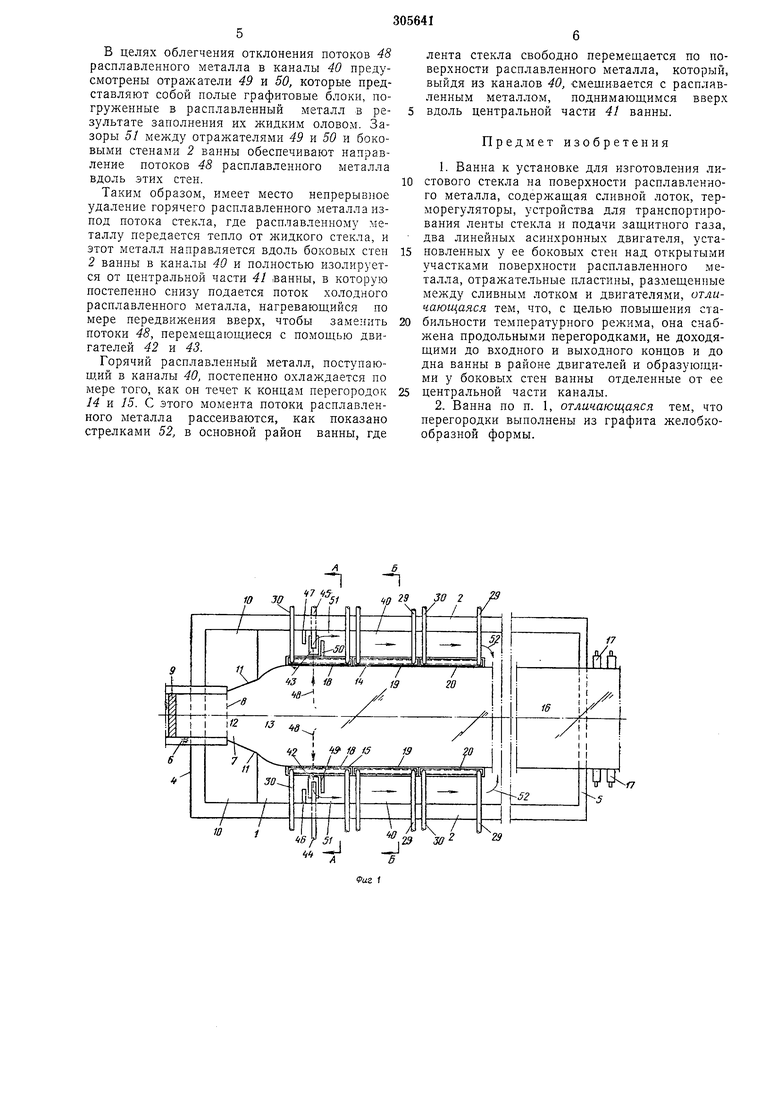
На фиг. 1 изобрал ;ена ванна в плане; на фиг. 2 - сечение по Л-А на фиг. 1; на фиг. 3 -сечение по Б-Б на фиг. 1; на фиг. 4- первая секция одной из продольных нерегородок, вид сбоку; на фиг. 5 - сечение по В-В На фиг. 4; на фиг. 6 - вторая секция одной из продольных перегородок, вид сбоку; на фиг. 7 - сечение по Г-Г на фиг. 6.
Ванна 1 с расплавленным металлом, например оловом или его сплавом, имеющим удельный вес больщий, чем стекло, образована боковыми стенами 2, дном 3 и торцовыми стенами 4 и 5 соответственно на входном и выходном концах.
На входном конце ванны в средней части торцовой стены 4 расположен сливной лоток 6. Скорость потока 7 жидкого стекла, поступающего через носок 8 сливного лотка, управляется при помощи устройства 9.
На входном конце ванны установлены ограничительные стенки 10, имеющие направленные внутрь плоскости 11, которые ограничивают сбоку поток жидкого стекла, поступающего на поверхность расплавленного металла. Здесь жидкое стекло имеет температуру порядка 1000°С и здесь же ироисходит выравнивание темнературы по всей глубине и ширине потока 12 л идкого стекла, заключенного между плоскостями 11, а также выравнивание нижней и верхней поверхностей его, так как нижняя поверхность потока 12 жидкого стекла принимает прямолинейность расплавленного металла. Поток 13 жидкого стекла сразу после плоскостей // растекается в поперечном направлении по поверхности ванны первоначально беспрепятственно. Во время поперечного растекания повыплаются гакие
свойства стекла, как прямолинейность и деформативность.
Толщина потока 12 жидкого стекла на поверхности расплавленного металла значительно больше, чем окончательная толщина листового стекла. Уменьшение толщины потока жидкого стекла происходит при поперечном растекании потока 13 жидкого стекла. Поперечное растекание прекращается с помощью продольных перегородок 14 и 15, установленных в ванне и удаленных на некоторое расстояние от боковых стен 2 с тем, чтобы создать на поверхности ванны каналы, щирина которых имеет такую взаимосвязь со скоростью подачи жидкого стекла к ванне и со скоростью, с которой готовая лента стекла нужной толщины выходит из ванны, что перегородками 14 и 15 образуется лента стекла требуемой толщины.
Во время непрерывного движения между перегородками поток жидкого стекла охлаждается и в конце канала, определяемого перегородками 14 и 15, имеет температуру около 800°С, становится жестким и сохраняет свою форму. С этого момента стекло в виде ленты непрерывно движется к выходному концу ванны. За время этого перемещения оно еще больще охлаждается и у выходного конца толстая стеклянная лента 16 имеет температуру порядка 600°С, становится достаточно жесткой, так что может, не будучи поврежденной, транспортироваться с помощью валиков конвейера 17. Между ванной и крышей (на чертежах не показана) имеется пространство, заполненное защитной газовой средой.
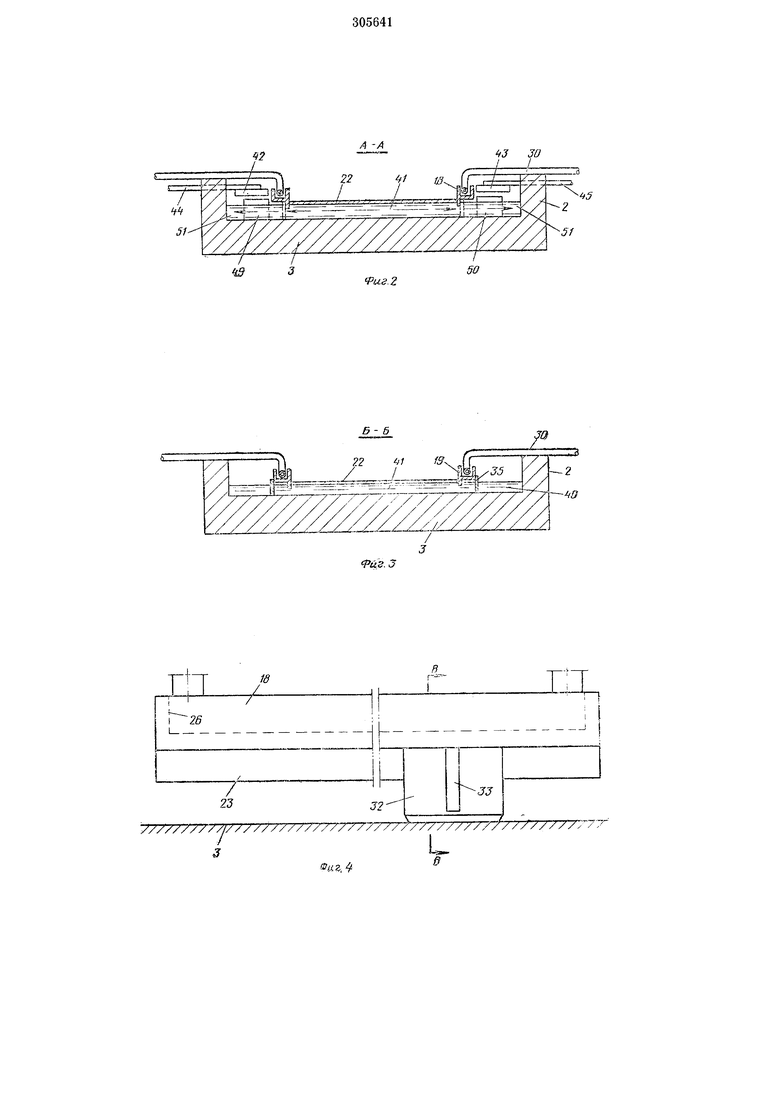
Каждая из продольных перегородок 14 и 15 состоит из трех секций, причем первая секция 18 имеет отличную от последующих, второй 19 и третьей 20, секций конструкцию.
Все секции выполнены из графита желобкообразной формы и имеют плоскую несмачивающуюся при контактировании с кромкой жидкого стекла стенку 21, поэтому кромка потока 22 стекла нужной толщины свободно скользит по поверхности этой стенки.
Стенка 21 каждой секции перегородок 14 и 15 имеет выступ 23, погруженный в расплавленный металл ниже его поверхности 24 на глубину, достаточную для предотвращения вытекания жидкого стекла из-под перегородок 14 и 15. Нижняя поверхность 25 перегородок 14 и 15 расположена над поверхностью 24, расплавленного металла и облицована термоизоляционным огнеупорным материалом, уменьшающим поглощение перегородками излучаемого расплавленным металлом тепла.
В желобах 26 секций 18 установлены охлаждающие трубки 27, через которые проходит охлаждающая жидкость 28, например вода, идущая от подающих труб 29 к выпускным трубам 30. Желоба 26 заполнены расплавленным оловом 31.
Секции 18 перегородок 14 и 15 поддерживаются над дном 3 ванны с помощью распорных стоек 32, устанавливаемых на дне, и упрочнены ребрами 33. Стойки 32 и ребра 33 цементируются к главной желобковой части секций 18, а крепление секций к боковым стенам 2 может осуществляться с помощью угловых стоек 34, выполненных из изоляционного материала.
Секции 19 и 20 снабжены графитовыми пластинами 35. В верхней части пластин имеются пазы 36 для крепления пластин болтами 37,
а распорные щайбы 38, выполненные из термоизоляционного материала, отделяют пластины 35 от главной части секций, так что между ними имеется зазор, поэтому отвод тепла из ванны через пластины 35 минимален. Пластины 35, упрочненные ребрами 39, устанавливаются на дно 3, когда все секции перегородок 14 и 15 находятся в рабочем положении. Таким образом, пространство между сскциями 19 и 20 перегородок 14 н 15 и дном 3 полностью закрыто и с каждой стороны ванны образуются каналы 40, изолированные от центрального ее района 41, где располагается поток 22 стекла.
Линейные асинхронные двигатели 42 и 43 соответственно устанавливаются над открытыми участками поверхности расплавленного металла между боковыми стенами 2 и секциями 18 перегородок 14 и 15 на опорных балках
44 и 45. Двигатели 42 и 43 защищены от воздействия тепла ванны огнеупорными кожухами.
Трубы для подвода охлаждающей жидкости (воды) к обмоткам двигателей и электричеекая проводка к двигателям проходят по балкам 44 и 45. Предусмотрены средства (на чертежах не показаны) для подъема опорных балок с целью регулирования высоты расположения основания двигателей 42 и 43 над
поверхностью расплавленного металла. Это регулирует глубину проникновения полей двигателей в расплавленный металл при заданной величине тока, подаваемого двигателями, и тем самым регулируется глубина расплавленного металла, нагнетаемого двигателями. Паоборот, сила тока, подаваемая к двигателям, может быть отрегулирована так, чтобы управлять усилием нагнетания, действующим па расплавленный металл на заданной глубине возле секции 18 перегородок 14 и 15.
Между сливным лотком 6 и двигателями 42 и 43 установлены отражатели 46 и 47, которые могут быть выполнены в виде пустотелых элементов прямоугольной формы, заполненных жидким оловом и погруженных в ванну. Под действием работающих двигателей 42 и 43 происходит непрерывное удаление расплавленного металла из-под потока 22
жидкого стекла. Поперечные потоки расплавленного металла к боковым стенам 2 ванны обозначены позицией 48. Отражатели 46 и 47 останавливают перемещение потоков 48 расплавленного металла вверх в направлении торцовой стены 4 и вниз к боковым стенам 2.
В целях облегчения отклонения потоков 48 расплавленного металла в каналы 40 предусмотрены отражатели 49 и 50, которые представляют собой полые графитовые блоки, погруженные в расплавленный металл в результате заполнения их жидким оловом. Зазоры 51 между отражателями 49 и 50 и боковыми стенами 2 ванны обеспечивают направление потоков 48 расплавленного металла вдоль этих стен.
Таким образом, имеет место непрерыв)юе удаление горячего расплавленного металла изпод потока стекла, где расплавленному металлу передается тепло от жидкого стекла, и этот металл направляется вдоль боковых стен 2 ванны в каналы 40 и полностью изолируется от центральной части 41 ванны, в которую постепенно снизу подается поток холодного расплавленного металла, нагревающийся по мере передвижения вверх, чтобы заменить потоки 48, перемещающиеся с помощью двигателей 42 и 43.
Горячий расплавленный металл, поступающий в каналы 40, постепенно охлаждается но мере того, как он течет к концам перегородок 14 и 15. С этого момента потоки расплавленного металла рассеиваются, как показано стрелками 52, в основной район ванны, где
лента стекла свободно перемещается по поверхности расплавленного металла, который, выйдя из каналов 40, смещивается с расплавленным металлом, поднимающимся вверх вдоль центральной части 41 ванны.
Предмет изобретения
1.Ванна к установке для изготовления листового стекла на поверхности расплавленного металла, содержащая сливной лоток, терморегуляторы, устройства для транспортирования ленты стекла и подачи защитного газа, два линейных асинхронных двигателя, установленных у ее боковых стен над открытыми участками поверхности расплавленного металла, отражательные пластины, размещенные между сливным лотком и двигателями, отличающаяся тем, что, с целью повыщения стабильности температурного режима, она снабжена продольными перегородками, не доходящими до входного и выходного концов и до дна ванны в районе двигателей и образующими у боковых стен ванны отделенные от ее центральной части каналы.
2.Ванна по п. 1, отличающаяся тем, что перегородки выполнены из графита желобкообразной формы.
Риг-2
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛЕНТУ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2087437C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU174146A1 |
| Способ получения кремниевого покрытия и устройство для осуществления способа | 1975 |
|
SU904513A3 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU310444A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1967 |
|
SU216187A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2118583C1 |
| СПОСОБ СТАШЕВСКОГО И.И. СТРОИТЕЛЬСТВА ДОМА | 2008 |
|
RU2371556C1 |

18
Jв- б
21
