(54) СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СФЕКЛА
ветственно 13, 14, 15, 16. .Верхние валки 9 имеют накатку из графита, не жавво111ей стали или мягкой стали, изнутри охлг1ждсиотся водой, имеют угол наклона 3 относительно оси и установ пены под прямым углом к направлению подтупательного перёмвцения ленты стекла вдоль ванны. Валки|приводятся в движение со СКОРОСТЬЮ 1,5 м/сек. « Валки 10 установлены под yr/icw 4- относительно оси и под прямым углом к направлению поступательного перемещения ленты. Скорость вращения 1,8 м/сек.
Валки 11 установлены под углом б скорость вращения 2,4 м/сек. Валки 12 - под углом скорость вращения - 3,4 м/сек.
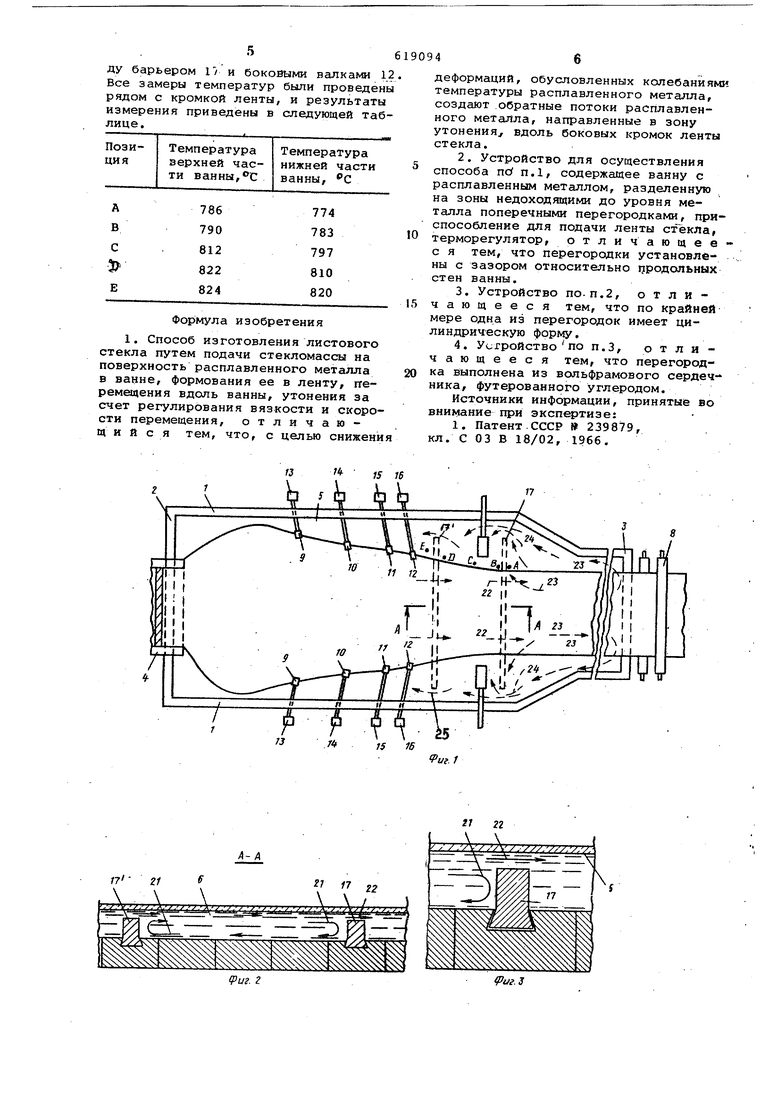
Устройство включает перегородки 17 и , предназначенные для сдерживания потока расплавленного металла, захваченного нижней поверхностью перемещаницейся ленты стекла.
Перегородка выполнена (фиг.2, 3) в виде угольной планки прямоугольного ihonepe Horo сечения с основанием в вцде ласточкиного хвоста , закреп лунного шпонкой в сопрягающейся трапецеидальной канавке, расположенной поперек ванны в её дне.
В зависимости от скорости и ускорения ленты поверхность перегородки расположена на 6-15 мм ниже уровня поверхности ванны. Перегородки установлены с зазором относительно продольных стенок ванны. .
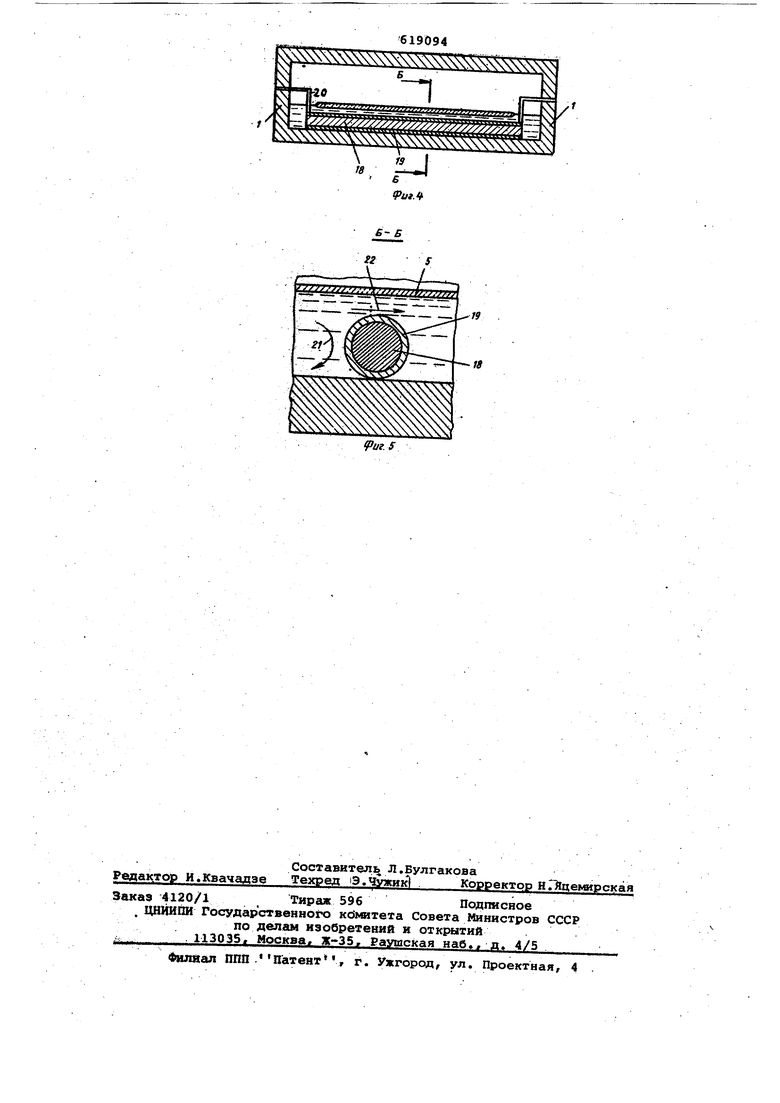
Каждая перегородка 17 и 17может быть вып шнена цилиндрической формы (фиг 4, 5) в виде вольфрамового cep дечника 18, футерованного углеродом 19. Диаметр Цилиндра выбирается таким образом, чтобы его поверхность находилась ниже уровня ванны на 615 мм. Крепление ее осуществляется с помощью угольных вилок 20. Температурное регулирование можно улучшить, увеличив количество поперечных перегородок.
Способ получения листового стекла осуществляется следующим образом.
Через желоб 4 подают стекломассу на поверхность ванны расплавленного металла 5; Скорость потока контролируется и составляет 2100 т в недел Температурные условия позволяют .стекломассе свободно течь в боковом направлении. Стекло постепенно уменьшается по толщине и ширине по мере ускорения его движения под действием тягового усилия, прилагаемого к полученной ленте 8.
При достижении максимального распределения по поверхности температур стекла составляет 990°С, толщина 7 мм, вязкость ;/v пуаз. На участке расположения верхних валков 9 начинается незначительйое уменьшение толщины и ширины ленты. Верхние вал|ки 10, 11, 12 исключают ненужную поТерю ..ширины ленты по мере того, как скорость ее увеличивается от 1,5 м/м до 3,3 м/мин. По мере прохождения ленты стекла за верхними валками 12 ее температура понижается до 880°С и ниже. Что соответствует вязкости порядка 10 пуаз. Толщина стекла -4,5 мм. Конечная лента стекла, имеющая толщину 2,5 мм, выгружается из ванны с помощью валков 8 со скорость 10,4 м/мин.
После прохождения стекла вниз по потоку от последней пары валков 12 оно подвергается воздействию изменяю щегося ускорения, которое здесь и достигает своего максимального значения. По мере увеличения скорости ленты увеличивается скорость поступающего расплавленного металла, увлекаемого лентой. Расплавленный же металл с боковых сторон ванны вытягивается внутрь под ленту, компен.сируя унос металла лентой. Так зарождается обратный поток по нижней части ванны охлажденного расплавленного металла, который приводит к нежелательному образованию температурных градиентов, по всей глубине ванны.
Установленныепоперечные перегороки 17 способствуют направлению нижних слоев уносимого расплавленного металла переднего потока 21 вниз, обеспечивая тем самым сдерживание потока расплавленного металла 22 над перегородкой поотношению к обратном потоку 23.
Благодаря зтому обратные потоки 2 охлажденного расплава из разгрузочной стороны ванны .направляются .о встречные потоки 24 вдол-ь кромок ленты в.зону ее утонения, пополняя расплавленный металл ванны между перегородками 17 и 17, определяющими зону максимального изменения ленты дтекла по ширине и толщине.
Обратный поток 25 по нижней части ванны между перегородками 17 и 17 направлен вверх при достижении перегородки 17 . Этим создается непрерывная циркуляцйя расплава, что ведет к выравниванию теплового поля расплава
На практике установлено, что температурные различия между верхними и нижними слоями расплавленного металла (олова) между перегородками 17и 17 обставляют не более ..
В варианте осуществления изобретения, описанном со ссылкой.на фигуры 1 и 2, температуры верхней и нижней частей ванны измеряли с помощью термопар в позициях, отмеченных на физтуре 1, а именно: в позиции А точно вниз по потоку от перегородки 17, в позиции В непосредственно проГив потока от барьера 17, в позиции С, на середине между барьерами 17 и 17- , в позиции непосредственно по потоку от барьера 17 ив позиции Е вверх по потоку от барьера 17 , между барьером I/ и боковыми валками Все замеры температур были проведе рядом с кромкой ленты, и результат измерения приведены в следующей та лице. Формула изобретения 1. Способ изготовления листового стекла путем подачи стекломассы на поверхность расплавленного металла в ванне, формования ее в ленту, ггеремачения вдоль ванны, утонения за счет регулирования вязкости и скоро сти перемещения, отличающий с я тем, что, с целью снижен Ь / и , f п деформаций, обусловленных колебаниями температуры расплавленного металла, создают .обратные потоки расплавленного металла, направленные в зону yтoнeния вдоль боковых кромок ленты стекла. 2.Устройство для осуществления способа nd П.1, содержащее ванну с расплавленным металлом, разделенную на зоны недоходящими до уровня металла поперечными перегородками, приспособление для подачи ленты стекла, терморегулятор, отличающеес я тем, что перегородки установлены с зазором относительно 17родольных стен ванны. 3.Устройство по-п.2, отличающееся тем, что по крайней мере одна из перегородок имеет цилиндрическую форму. 4.Устройство по п.З, отличающееся тем, что перегородка выполнена из вольфрамового серлечника, футерованного углеродом. Источники информации, принятые во внимание при экспертизе: 1. Патент.СССР 239879, кл. С 03 В 18/02, 1966. IS IS b ч ц 75 №
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Способ изготовления листового стекла | 1974 |
|
SU923362A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| Ванна к установке для изготовления листового стекла | 1971 |
|
SU367685A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU174146A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU289582A1 |
| Способ получения листового стекла | 1973 |
|
SU1075968A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| Способ производства листового стекла | 1970 |
|
SU1098518A3 |
W I 18 6 РигЛ
Vuf.S
