Пз,вестны ванны к установке для изготовления листового полированного стекла, включающие сливной лоток, регуляторы температуры, устройство для транспортирования ленты и устройство для подачи в пространство над расплавленным металлом защитного газа. В подобных ванна.х трудно нредотвратнть окисление расплава металла, на котором формуется лепта стекла.
В описываемой -ванне, с целью повышения степени герметизации, в хвостовой ее части смонтирован частично погруженный в расплавленный металл валок из несмачиваемого материала, например графита, за которьгм оборудована перегородка, отделяющая газовое пространство одной части ванны от другой.
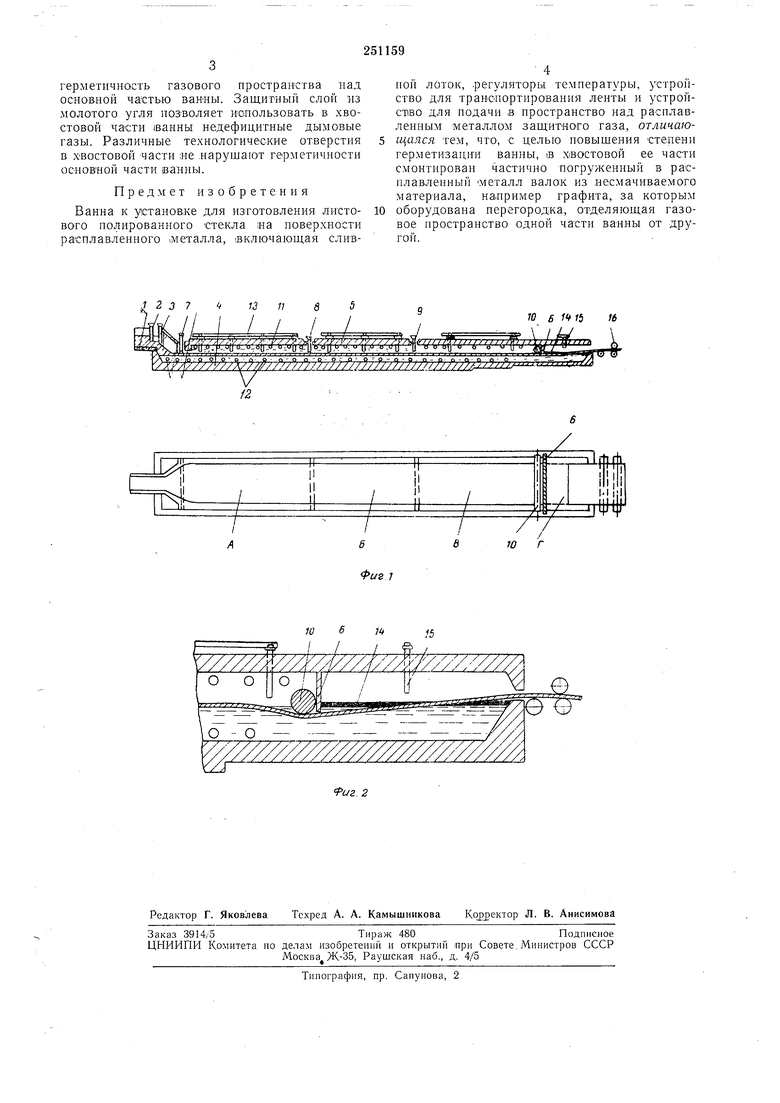
На фиг. 1 изображена ванна, разрез и в плане; на фиг. 2 - хвостовая часть ванны.
Количество и скорость аюдачи стекломассы регулируется с .помощью сливного лотка 1 и заслонок 2 и 3.
Ванна 4 наполнена распла1вленным металлом, удельный вес которого больще, чем у стекла (иапри.мер, оловом). Ванна закрыта крышкой 5. Газовое пространство пад расплавом разделено на отсеки перегородкой 6, погруженной в расплавленный металл, п поперечными щирмами 7 8 и 9. Перед перегородкой 6 установлен валок 10 из несмачпваемого
стеклом материала, например графита. Ванна снабжена терморегуляторами // и 12.
Газ для защиты металла от окисления в
ванну подается с помощью устройств 13. ТаКИМ газом может быть смесь азота с водородo. Расплав за перегородкой 6 защищен от
окисления слоем 14, .нанример, молотого угля.
Для защиты от выгорания слоя М через
ycTpoiiCTBo 15 подаются, напрпмер, дымовые
газы.
Расплавленная стекломасса поступает из сливного устройства на иовер.х-ность расплавленного металла. В первой зо«е А ванны стекломасса свободно растекается по поверхности .металла и приобретает форму плоской ленты определенной толщины, которая перемещается вдоль ванны. Во второй зоне Б и третьей В лента ностеиен-но охлаждается, в результате чего увеличивается ее вязкость. По.:1, действием валка 10 еще пластичная лента погружается в расплав металла на столько, чтобы npoirni не задевая под перегородкой 6.
В последней зоне Г лепта еще больщр охлаждается и, приобретая необходимую вязкость, выводится из ванны тянульными роликами 16 и направляется в отжигательную печь.
герметичность газового пространства над основной частью ванны. Защитный слой из молотого угля позволяет ианользовать в хвостовой части |ванны недефицитные дымовые газы. Различные технологические отверстия в Хвостовой части яе .нарушают герметичности основной части ванны.
Предмет изобретения
Ванна к установ ке для изготовления листового полированного стекла иа поверхности расплавленного .металла, .включающая слиънон лОток, регуляторы температуры, устройство для транспортирования ленты и устройство для подачи в пространство над расплавленным металлом защитного газа, отличающаяся тем, что, с целью повышения степени герметизации ванны, ш Х)востовой ее части смонтирован частично погруженный в расплавленный Металл валок из несмачиваемого матер иала, например графита, за которым оборудована перегородка, отделяющая газовое пространство одной части ванны от другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1970 |
|
SU269439A1 |
| Устройство для изготовления плоских стеклянных заготовок | 1976 |
|
SU682459A1 |
| Ванна к установке для изготовления листового полированного стекла | 1970 |
|
SU343955A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU233187A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| Ванна к установке для изготовления листового стекла | 1972 |
|
SU440348A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
i 2 3 7 f 12 11 8 5 I I I I I 10 в ff 15 16
