Известны способы изготовления печатных обмоток якорей электрических машин, например, путем нанесения на дисковое основание слоя обмотки фотоэлектрическим путем.
Однако применение этих способов при выполнении многовитковых обмоток дает неудовлетворительные результаты; очень громоздким получается якорь.
Предложенный способ позволяет выполнить обмотку многовитковой без увеличения при этом толщины якоря, причем процесс изготовления обмоток значительно упрощается.
Обмотку выполняют на одном основании последовательным нанесением слоев меди, причем каждый слой обмотки покрывают пленкой химически стойкой изоляции таким образом, чтобы по периферии диска оставались неизолированные выводы для гальванического соединения со следующим слоем.
В каждом из слоев обмотки переходы можно выполнять по периферии отверстия диска гальваническим иутем одновременно с выполнением слоя обмотки.
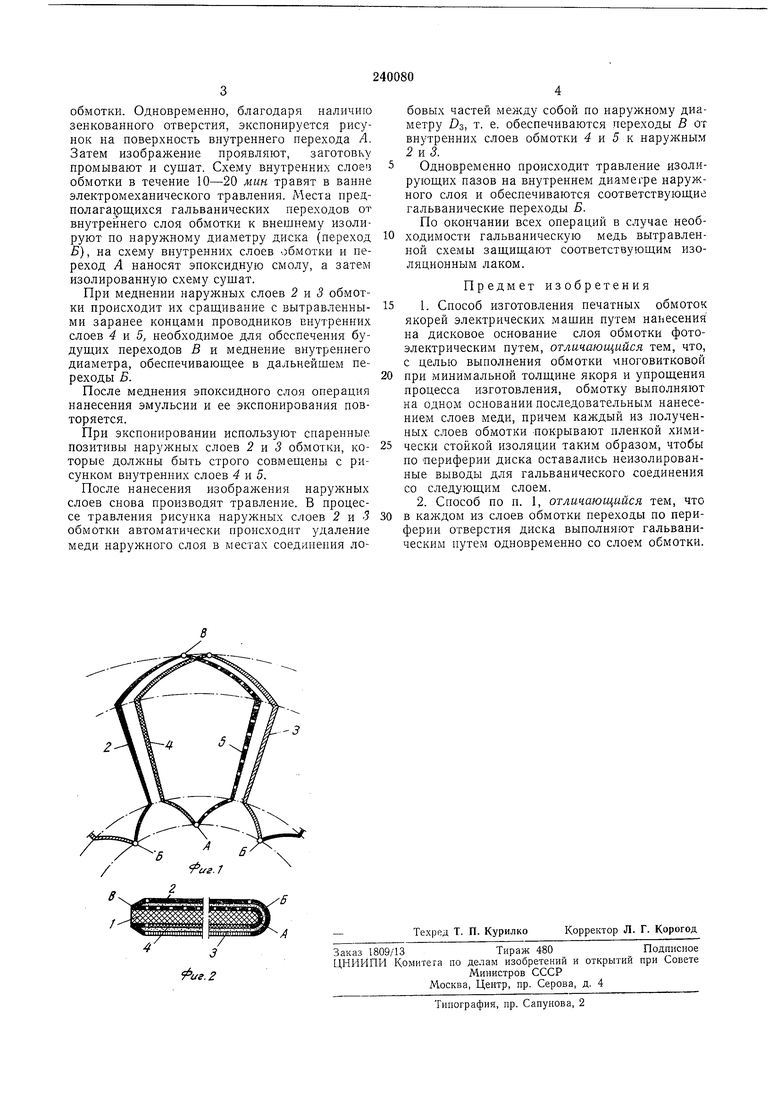
На фиг. 1 схематически изображена секция обмотки, изготовленная предложенным способом; на фиг. 2 - разрез якоря.
ется количеством гальванических переходов А и Б обмотки внутренних лобовых частей, затем зенкуют отверстие под углом 30°, чтобы исключить возможность скола гальванической .МСД1: на острой кромке отверстия и обеспечить возможность двухстороинего экспонирования рисунка внутренних переходов А после покрытия заготовки медью и ее травления. Далее заготовку очищают песком и обезжиривают.
После тако предварительной обработки заготовку металлизуют, покрывая несколькими слоями меди различными способами. На покрытую медью поверхность заготовки с обратной стороны наносят при помощи центрифугирования светочувствительную эмульсию, и эксионируют пзобрал.ение схемы обмотки якоря.
Многослойная обмотка днскового якоря постоянного тока, как правило, выполняется петлевой (как показано на фиг. 1).
Рисунки наружных слоев 2 и 5 обмотки и ее внутренних слоев 4 и 5 при двухслойном исполнении отличаются друг от друга конфигурацией внутренних лобовых частей в соответствующем кольце. Поэтому для экспонирования этих слоев изготавливаюг два различных позитивных рисунка на фотопленке.
обмотки. Одновременно, благодаря наличию зенкованного отверстия, экспонируется рисунок на поверхность внутреннего перехода А. Затем изображение проявляют, заготовку промывают и сушат. Схему внутренних слоев обмотки в течение 10-20 мин травят в ванне электромеханического травления. Места предполагающихся гальванических переходов от внутреннего слоя обмотки к внешнему изолируют по наружному диаметру диска (переход Б), на схему внутренних слоев обмотки и переход А наносят эпоксидную смолу, а затем изолированную схему сушат.
При меднении наружных слоев 2 и 5 обмотки происходит их сраш.ивапие с вытравленными заранее концами проводников внутренних слоев 4 к 5, необходимое для обеспечения будущих переходов В и меднение внутреннего диаметра, обеспечивающее в дальнейшем переходы Б.
После меднения эпоксидного слоя операция нанесения эмульсии и ее экспонирования повторяется.
При экспонировании используют спаренные позитивы наружных слоев 2 и 3 обмотки, которые должны быть строго совмещены с рисунком внутренних слоев 4 и 5.
После нанесения изображения наружных слоев снова производят травление. В процессе травления рисунка наружных слоев 2 и 3 обмотки автоматически происходит удаление меди наружного слоя в местах соединения лобовых частей между собой по наружному диаметру DZ, т. е. обеспечиваются переходы В от внутренних слоев обмотки 4 и 5 к наружным 2 и 5.
5 Одновременно происходит травление изолирующих пазов на внутреннем диамегре наружного слоя и обеспечиваются соответствующие гальванические переходы Б.
По окончании всех операций в случае необ10 ходимости гальваническую медь вытравленной схемы защищают соответствующим изоляционным лаком.
Предмет изобретения
5 I. Способ изготовления печатных обмоток якорей электрических машин путем нанесения на дисковое основание слоя обмотки фотоэлектрическим путем, отличающийся тем, что, с целью выполнения обмотки многовитковой
0 при минимальной толщине якоря и упрощения процесса изготовления, обмотку выполняют на одном основании последовательным нанесением слоев меди, причем каждый из полученных слоев обмотки покрывают пленкой хими5 чески стойкой изоляции таким образом, чтобы по периферии диска оставались неизолированные выводы для гальванического соединения со следующим слоем. 2. Способ по и. 1, отличающийся тем, что
в каждом из слоев обмотки переходы по периферии отверстия диска выполняют гальваническим путем одновременно со слоем обмотки.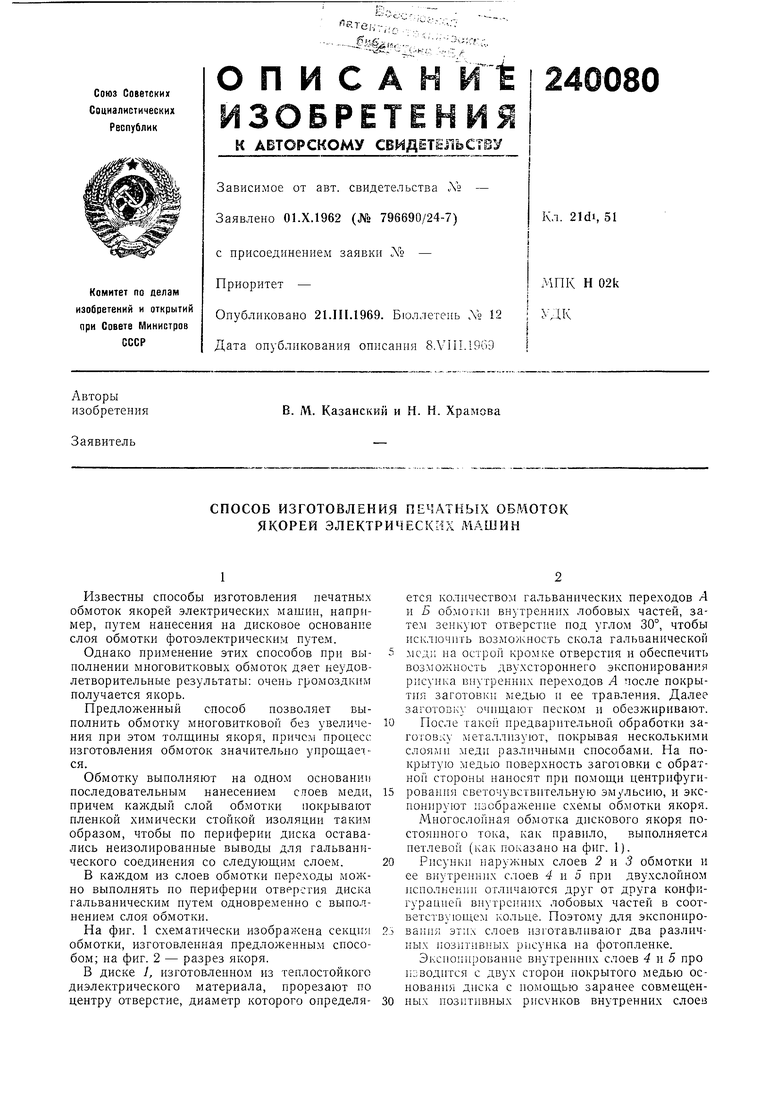
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| Способ изготовления плат магнитных сердечников с печатным монтажом | 1973 |
|
SU485497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАНАРНОГО ТРАНСФОРМАТОРА НА ОСНОВЕ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2345510C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1994 |
|
RU2114522C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОМ ОСНОВАНИИ | 2018 |
|
RU2705044C1 |
| Способ изготовления печатных плат | 1977 |
|
SU745033A1 |
| Способ изготовления обмотки для дисковых роторов электрических машин постоянного тока | 1961 |
|
SU138659A1 |
| Способ воспроизведения авторских рисунков на металлографской доске методом углубленной гравюры и травильный раствор для его осуществления | 2019 |
|
RU2696576C1 |
