РТзвестны устройства для определения литейных свойств сплавов, представляющие собой технологическую пробу, выполненную в виде спирали Кюри.
Предложенное устройство отличается от известных тем, чю оно выполнено в виде цилиндра с усеченным конусом вверху и двумя пазами, симметрично расположенными вдоль боковой поверхности.
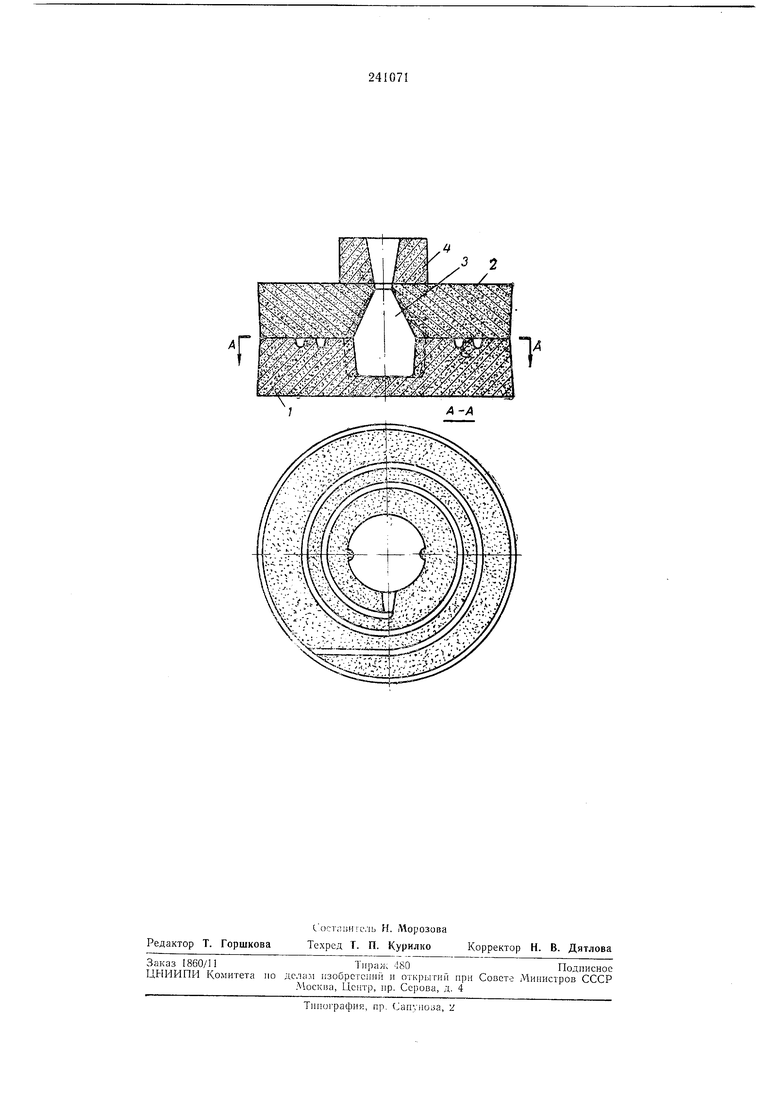
На чертеже показан общий вид песчаной формы в сборе. Песчаные или металлические полу формы } и 2 имеют технологическую пробу 3, выполненную с усеченным конусом вверху, и воронку 4. Заливку производят из ковшей сверху через воронку 4, которую после заливки удаляют.
Для оценки жидкотекучести измеряют длину спирали, заполненную металлом.
Предлагаемая конструкция пробы дает возможность определить объем усадочной раковины путем заполнения керосином или другой жидкостью с возможно меньшим поверхностным натяжением.
Характер усадочной раковины и степень поражения газовой пористостью и иеметалличесними включениями, а также микроструктуру
силава исследуют после разреза (для пластичных сплавов) илн излома (для хрупких сплавов) пробы, для чего у нее вдоль боковой поверхности предусмотрены два симметричных наза. Микроструктуру силава определяют после разреза (излома), полировки и травления пробы. Степень пригара определяют по корке формовочной смеси (для песчаных форм), пригоревшей к центральной части пробы.
Проба очень чувствительна к температуре заливки, изменениям химсостава и степени насып1ения газовыми и неметаллическими включениями сплавов. Она может быть применена в любом литейном цехе или лаборатории.
Предмет
изобретения Устройство для
определения литейных свойств силавов, включающее спираль Кюри, отличающееся тем, что, с целью определения величины и характера усадки, степен поражения газовыми и неметаллическими включениями, иригара, жидкотекучести, макро- и микроструктуры различных сплавов, оно выполнено в виде цилиндра с усеченным конусом вверху и двумя пазал и, симметрично располо/ivCHHbiMH вдоль поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБОТКА РАСПЛАВЛЕННЫХ МЕТАЛЛОВ ДВИЖУЩЕЙСЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ | 2001 |
|
RU2296034C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Сплав для легирования и модифицирования чугуна | 1990 |
|
SU1698308A1 |
| Способ литья | 1978 |
|
SU791446A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| ОТЛИВКА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1998 |
|
RU2146183C1 |
| ОБРАЗЕЦ ДЛЯ ОПРЕДЕЛЕНИЯ СКЛОННОСТИ МЕТАЛЛОВ И СПЛАВОВ К ОБРАЗОВАНИЮ УСАДОЧНЫХ РАКОВИН И ПОРВ ОТЛИВКАХ | 1968 |
|
SU221384A1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
| ЛИТАЯ ВЫСОКОМАРГАНЦЕВАЯ СТАЛЬ | 2007 |
|
RU2371509C2 |
| Способ производства отливок | 1990 |
|
SU1696126A1 |