(54) СПОСОБ ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья | 1979 |
|
SU839672A1 |
| Утепляющий флюс для центробежного литья | 1978 |
|
SU789221A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| Флюс для центробежного литья углеродистой стали | 1981 |
|
SU986583A1 |
| Способ рафинирования сплавов | 1990 |
|
SU1740468A1 |
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| Способ однонаправленного и ускоренного затвердевания крупногабаритных толстостенных центробежно-литых стальных заготовок | 2019 |
|
RU2727369C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| Флюс для модифицирования при центробежном литье чугунных заготовок | 1978 |
|
SU789220A1 |
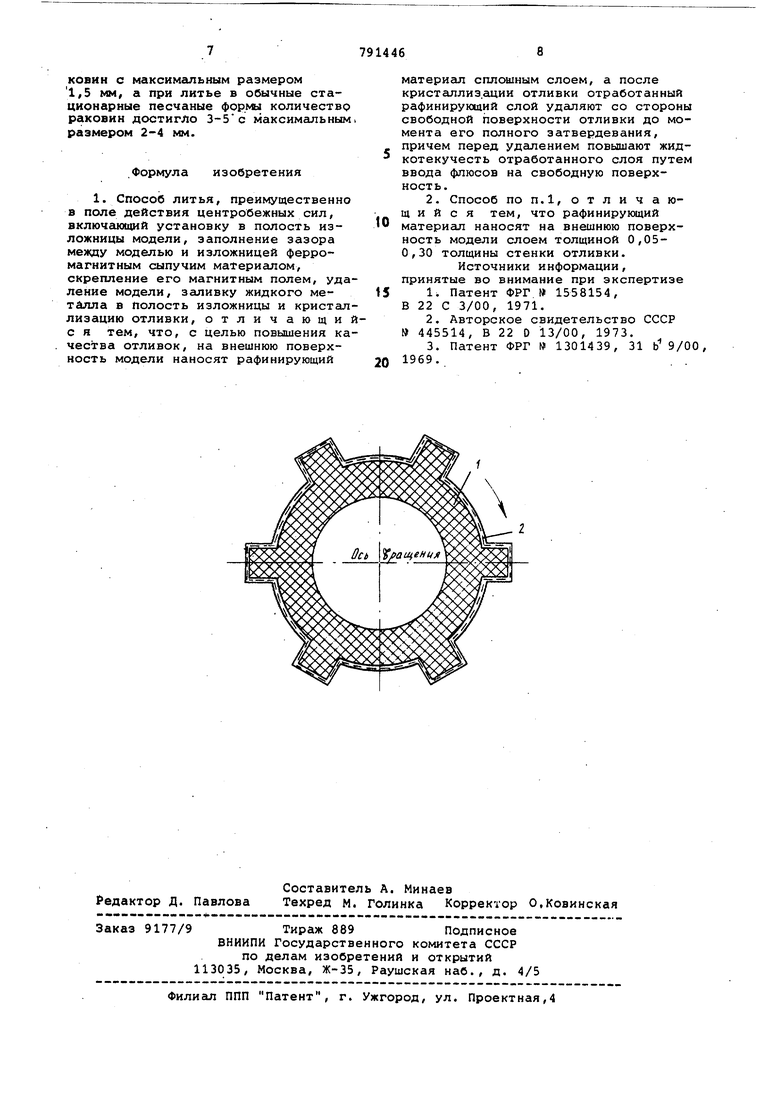
Изобретение относится к области литейного производства и может применяться при изготовлении фасонных отливок из сплавов черных и цветных металлов в поле действия центробежных сил. Известен способ изготовления отливок в постоянных формс1х, в частности в формах для центробежного литья, при котором рабочую поверхность постоянной формы предваритель но покрывают защитным слоем, причем для создания защитного слоя применяют намагничивающиеся сыпучие материалы, которые до заливки, в процессе заливки и после заливки металла удерживаются на стенках фор1 при помощи магнитного поля Недостаток данного способа заклю чается в том, что при этом невозмож но получение фасонной наружной поверхности, отливки получаются низкого качества: с газовыми раковинами и неметаллическими включениями. Для улучшения качества отливок при заливке вводят рафинирующий флю причем перед подачей флюса на стру металла в жидкий металл вводят, металлический порошок, в общем колич стве с флюсом составляющий 1-5% от веса заливного металла 2 . Недостаток указанного способа заключается в том, что флюс, распределившийся ближе к свободной поверхности, менее интенсивно взаимодействует с расплавом, чем флюс, располагающийся вблизи наружной поверхности формы, вследствие чего рафинирование идет неравномерно и недостаточно эффективно, что не исключает образование неметаллических включений, газовых раковин и других дефектов. Кроме того, способ не позволяет получать отливки с фасонной наружной конфигурацией. В качестве прототипа выбран способ литья, заключающийся в том, что в полость изложницы устанавливают модель, заполняют зазор между моделью и изложницей ферромагнитным сыпучим материалом, скрепляют его магнитным полем, удаляют модель, заливают жидкий металл в полость изложницы и осуществляют кристаллизацию отливки . Недостаток указанного способа заключается в том, что отливки получаются низкого качества, поскольку отсутствует рафинирование металла при формировании отливки. Целью изобретения является созда ние способа литья, позволякяцего повысить качество отливок и получать отливки с фасонной наружной конфигу рацией. Достигается поставленная цель за счет того, что в способе литья, пре имущественно в поле действия центро бежных сил, включающем установку в полость изложницы модели, заполнени зазора между моделью и изложницей ферромагнитным сыпучим материгшом, скрепление его магнитным полем,удаление модели, запивку жидкого металла в полость изложницы и кристал лизацию отливки, на внешнюю поверхность модели наносят рафинирующий материал сплошным слоем, а после кристаллизации отливки отработанный рафинирующий слой удаляют со сторон свободной поверхности отливки до мо MetiTa егй полного затвердевания,при чем перед .удалением повышают жидкотёкучесть отработанного слоя путем йвода флюсов на основе фторидов мёталлов на свободную поверхность. При этом рафинирующий материал нано сят на внешнюю поверхность модели слоем толщиной 0,05-0,30 толщины стенки отливки. На чертеже приведена схема реализации способа. На внешнюю поверхность модели 1 наносят рафинирующий материал сплошным слоем 2. Этот слой может быть изготовлен из различных материалов: солей, флюсов, шлаков, в том числе синтетических,и др. Для чугуна, например, может быть использован слой, содержащий (преимущественно) кальцинированную сод либо хлориды натрия, калия, фториды этих же металлов и др. Для изготовления, например, заго товок из бронзы и латуни может быть использован флюс следующего состава вес.%: Плавиковый шпат 15-25 Бура10-25 Хлористые соли 5-15 Кальцинированная сода10-35 Могут быть использованы для формирования .рафинированного слоя такж емеси, содержащие фториды металлов, борный ангидрид. В частности., для алюминиевых спл вов целесообразно использовать известные смеси хлористых, фторсодёржащих и других солей, например,вес. NaCE 40; КСЕ 50; Cofj. В рафинирующий слой могут 5ыть введены связующие, отверждаемые в холодном или в горячем состоянии. Модель снаружным рафинирующим слоем заданной толщины фиксированнр устанавливают в изложницу, а зазор между изложницей и рафинирующим слоем заполняют сыпучим ферромагнитным материалом и воздействуют на него магнитным полем необходимой величины, в результате чего частицы ферромагнитного материала сцепляются между собой. После скрепления сыпучего ферромагнитного материала модель удаляют известными методами. Если модель изготовлена из пенопласта или другого аналогичного материала, она может быть удалена выжиганием. Оставшийся на поверхности формы рафинирующий слой может быть частично расплавлен, например, в процессе вращения изложницы перед заливкой жидкого металла в нее. Расплавление рафинирующего слоя можно осуществить различными известными методами, например методом электронагрева (электродуга, электронным лучем и др.), лазерным лучем, причем выбор источника нагрева зависит от состава рафинирующего слоя, конструкции изложнгцы и других факторов. Для регулирования скорости расплавления рафинирующего слоя в него можно ввести предварительно также добавки, выделяющие тепло при взаимодействии с расплавом (экзотермические и др.). При достижении изложницей оборотов, превышающих критическое значение, т.е. обеспечивающих отсутствие дождевания расплава, осуществляют заливку жидкого металла. Рафинирующий слой, распределенный по всей поверхности формы, при взаимодействии с жидким металлом очищает его от различного рода неметаллических включений. Вытеснение рафинирующего слоя жидким металлом в поле действия центробе:-лных сил весьма эффективно, поскольку силы, способствующие перемещению к свободной поверхнос-ти неметаллических включений в W раз болы1;е, чем, например, при обычном стационарном литье (k гравитационный коэффициент, равный обычно 30-100). При литье в поле действия, например, магнитных сил существенно усиливается тепло- и массообмен жидкого и рафинирующего слоя. Рафинирующий слоя при предлагаемом способе вытесняется более тяжелыми частицами металла под действием центробежных сил на внутреннюю (свободную) поверхность отливки, защищая ее от возможного окисления; частицы рафинирующего слоя, проходя через всю толщу жидкого металла, в максимальной степени ассимилируют при этом неметаллические включения, вредные примеси и газы. , Кроме того, рафинирующий слой, переместившийся на свободную поверхность, создает условия для направленной кристаллизации металла, исключая образование второго встречного фронта кристаллизации и связанных с ним соответствующих дефектов отливок.
После перемещения отработанного рафинирующего материала к внутренней (свободной) поверхности отливки и окончания кристаллизации его удаляют до момента полного затвердевания. Удаление отработанного рафинирующего слоя со свободной поверхности отливки может быть осуществлено различнылм методами, например механическим.
Для повышения жидкотекучести отработанного рафинирующего слоя (перед Удалением) в него могут быть введены (например, на свободную поверхность) различные флюсы на основе фторидов: NaF, KF, MgFii , CaFj, Ма AC F, а также , NaCe , КСЕ. , ZnCt/j.
Количество флюсов, необходимых для повышения жидкоподвижности отработанного рафинирующего слоя, и их состав назначают в зависимости от массы отливки, химсостава и физических свойств рафинирующего слоя.
Могут быть введены в отработанный рафинирующий слой перед его удаление ингредиенты, выделяющие тепло (экзотермические и др.).
На рафинирующий слой может быть нанесена огнеупорная облицовка перед установкой модели в изложницу.
Облицовку (покрытие) можно нанест различными известными методами (пульверизацией, окунанием, методом элект рофореза, шликерным методом). В качестве основы огнеупорной облицовки (покрытия) используют шамот, огнеупорную глину, циркон, нитрид бора, муллит, плавленный кварц, графит и другие ингредиенты. В зависимости от заливаемого расплава, материала рафинирующего слоя и других факторов для изготовления огнеупорной облицовки (покрытия) могут быть использованы различные связующие вещества, затвердевающие в холодном или горячем состоянии.
Таким образом, предложенный спосо литья, при реализации его, например, в поле действия Центробежных сил обеспечивает получение отливок с фасонной наружной конфигурацией высокого качества, повышение коэффициента использования меташла и снижение трудоемкости механической обработки.
Вследствие того что флюс, образующийся при расплавлении рафинирующего слоя, защищает металл от окисления при заливке и кристаллизации отливки, эффективно рафинирует его в изложнице от йредных примесей (неметаллических включений,газов) непосредственно в процессе формирования отливки, а также утепляет; внутреннюю поверхность заготовки,
способствуя направленной кристаллизации металла в изложнице, улучшается макро- и микроструктура литого металла, повышаются плотность и механические свойства отливок.
Способ обеспечивает значительный экономический эффект за счет снижения объема мехобработки наружной поверхности на 10-50%, повышения качества отливок и может быть подсчитан в каждом конкретном случае.
П р и м е.р. На экспериментсьльной центробежной установке в литейном цехе опытного завода проводили опробование предлагаемого способа литья. Для этого на наружную поверхность пенополистироловой модели наносили рафинирующий слой толщиной, равной 0,03-0,05 ммтолщины стенки отливки. Рафинирующий слой содержал криолит, фторид натрия и хлорид натрия в различных комбинациях, в качестве связующего использовали поливиниловый спирт. После нанесения рафинирующего слоя модель помещали в немагнитную форму, а зазор между рафинирующим слоем и формой заполняли ферромагнитным сыпучим материалом.После этого включали магнитное поле для сцепления ферромагнитного материала, модель выжигали, а рафинирующий слой со стороны свободной поверхност частично расплавляли в процессе вращения формы и заливки в форму жидкого чугуна. Чугун применяли следующего химсостава, вес.%: С 3,4; Si 2,7; Мп 0,6; Р 0,084; S 0,029 при температуре i320tlO°C. Форму вращали со скоростью 400 об/мин. После перемещения рафинирующего слоя на свободную поверхность и окончания кристаллизации отливки вводили флюс, содержащий CaF2 , и отработанный рафинирующий слой удаляли.
Для сравнения заливгши чугун в обычную центробежную форму и в песчаную стационарную форму.
В результате проведенных испытаний установлено, что предложенный способ позволяет устранить в отливках газовые раковины, снизить содержание неметаллических включений на 15-20% по сравнению с литьем в обычную центробежную форму (без рафинирующего слоя) и на 25-40% по сравнению с литьем в станционарную песчаную форму. Наилучшие результаты получены при толщине рафинирующего слоя, равном 0,05 - 0,3 толщины стенки отливки (для различных комбинаций компонентов флюса).
При снятии стружки на глубину 2-3 мм в отливках, полученных по предложенному способу, газовых раковин и других включений со стороны свободной поверхности не обнаружено.
В некоторых опытных отливках,полученных в обычную центробежную форму, обнаружено до трех газовых раковин с максимс1льным размером 1,5 мм, а при литье в обычные стационарные песчаные количество раковин достигло 3-5с максимальным, размером 2-4 мм.
.Формула изобретения
материал сплошным слоем, а после кристалл и з.аци и отливки отработанный рафинирующий слой удаляют со стороны свободной поверхности отливки до момента его полного затвердевания, причем перед удалением повышают жидкотекучесть отработанного слоя путем ввода флюсов на свободную поверхность.
