п
ю
ел
4
ю
Изобретение относится к разделению и счету изделий -и может быть использовано для счета плоских, например , слюдяных радиодеталей в слюдо- перерабатывающей промьтленности.
Цель изобретения повышение точности счета устройства.
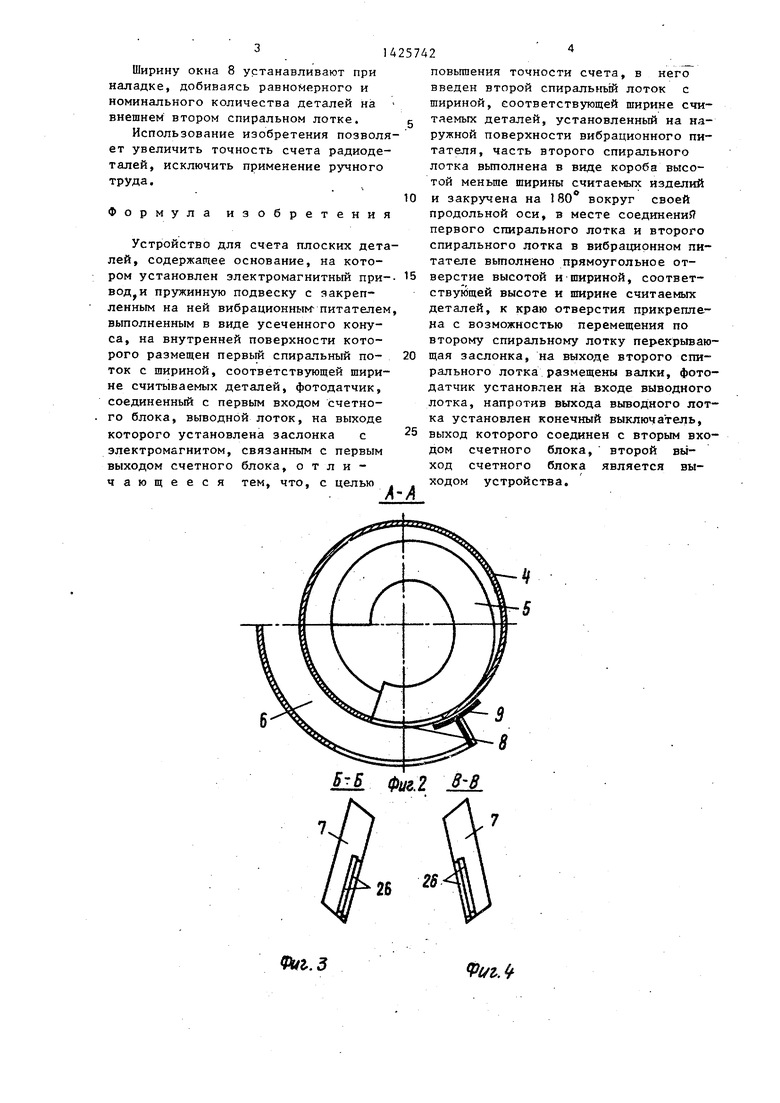
На фигЛ представлено устройство, общий вид; на фиг, 2 - разрез А-А на фиг,1; на фиг, 3 сечение Б-В на фиг, на фиг, 4 - сечение В-В на . фиг„1; на фиг, 5 - функциональная схема счетного блока.
Устройство для счета деталей сое- тоит из неподвижного основания 1, на котором установлены электромагнитный привод 2 и пружинная подвеска 3. Свеху на пружинной подвеске 3 закреплен вибрационный питатель 4, выполненный в виде усеченного конуса с закрепленными на нем двумя спиральными лотка- . ми - внутренним первым спиральным локом 5 и внешним вторым спиральным локом 6, часть второго спирального лот ка 6 выполнена в виде короба 7 и закручена на 80 вокруг продольной оси. В боковой, стенке вибрационного питателя выполнено окно 8, ширин& которого регулируется перекрывающей заслонкой 9. На выходе второго спирального лотка 6 установлены ускоряющие валки 10, фотоэлектрический датчик П и выводной лоток 12, выход которого перекрывает заслонка 13, уп равляемая электромагнитом 14, Под выводным лотком 1/ установлен конеч- ньй выключатель 15 и транспортный механизм, состоящий из конвейера (не показан) и промежуточной тары 16.Ко- нечный выключатель 15 установлен под конвейером
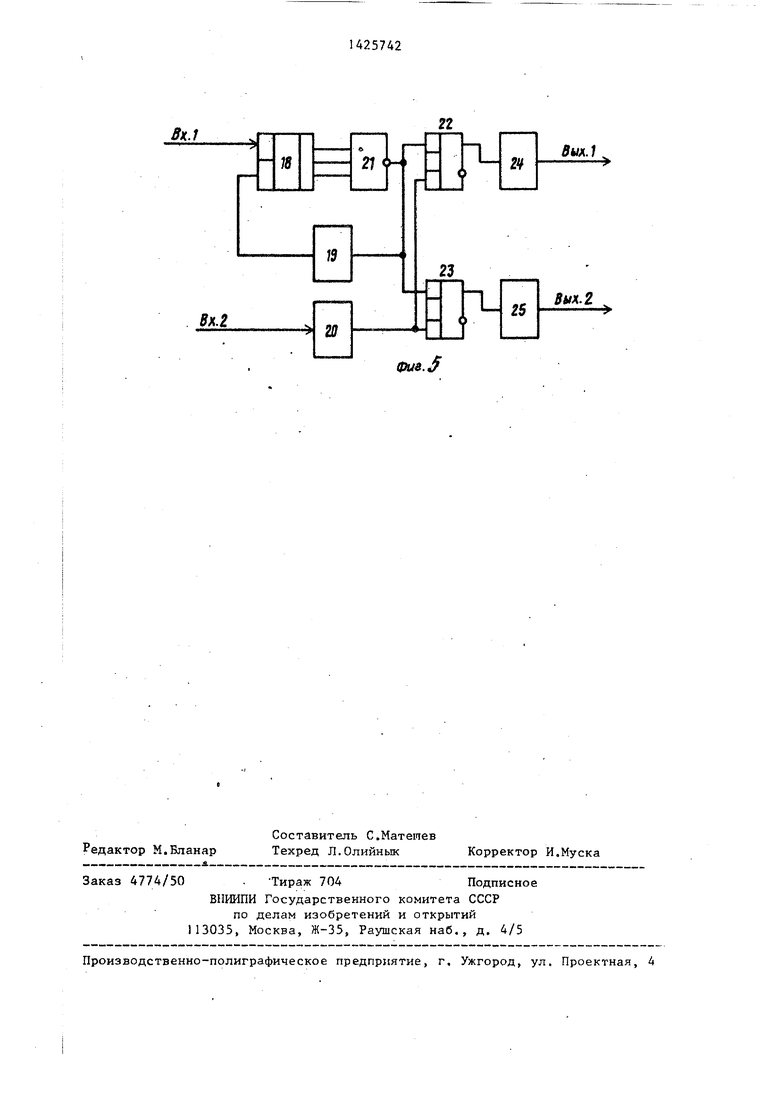
Счетный блок 17 состоит из счетчика 18, одновибратор ов 19 и 20,элемента И-НЕ 21, триггеров 22 и 235Уси лителей 24 и 25,
Устройство работает следующим образом.
Слюдяные детали 26 загружаются навалом в вибрационный питатель 4 и под действием направленной вибраци создаваемой электромагнитным приводо 2 и пружинной подвеской 3, начинают подниматься по первому спиральному Лотку 5 затем через окно 8 по вто- рому спиральному лотку 6, Многие детали не разделяются, перемещаясь наложенными друг на друга, сцепленные между собой микрозаусенцами, образовавшимися после штамповки. Детали, перемещаясь по лотку, попадают в закрученный лоток (короб) 7, в котором они устанавливаются на ребро (фиг, 3 и 4). В зтот момент силы гравитации направлены через торцы деталей 26 и под действием вибрации многие микрозаусенцы обламываются или притупляются. В результате детали смещаются одна относительно другой.При дальнейшем движении по закрученному лотку в форме короба 8. детали ложатся на другую плоскость и выходят на верхний виток второго спирального лотка 6, По мере удаления от центра конусной чаши и продвижения на верхние витки деталей 2f амплитуда и скорость их увеличиваютсяiВсе это способствует равномерному распределению деталей по спиральному лотку.
Далее детали 26 попадают в ускоряющие валки 10, которые выбрасывают их в выводной лоток 12, на входе которого .фотодатчик 11 от каждой детали формирует импуль.с и посылает на первый вход счетного блока 12. Счетчик 18 (фиг,5), счетного блока 17 отсчитывает установленное количество деталей, после чего срабатывает злемент И-НЕ 21, который ставит триггеры 22 и 23 в положение 1 и запускает одновибратор 19, который сбрасывает счетчик 18. Единичные сигналы с триггеров 22 и 23 через усилители 24 и 25, выходы счетного блока подключают к источнику тока электромагнит 14 (фиг,1) и электродвигатель транспортного механизма (не показан). Электромагнитом 14 закрывается засонка 13, которая на время смены тары i перекрывает поток деталей на выходе выводного лотка 12,
После перемещения пустой тары на место загрузки срабатывает конечный выключатель 15, который запускает одновибратор 20 (фиг,4) счетного блока 17, Сигналом одновибратора 20 триггеры 22 и 23 переводятся в исходное состояние„ Конвейер транспортного механизма останавливается, электромагнит 14 (фиг.О обесточивается, заслонка 13 открывается и накопившиеся детали высыпаются из выводного лотка 12 в тару 16, В конце каждого цикла при перемещении конвейера детали из промежуточной тары 16 пересыпаются в тару для упаковки (не показано).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЧЕТА ЛЕГКИХДЕТАЛЕЙ | 1969 |
|
SU241801A1 |
| Устройство для счета изделий,перемещаемых конвейером | 1985 |
|
SU1265819A1 |
| Устройство для счета деталей | 1986 |
|
SU1410077A1 |
| Устройство управления процессом разбраковки и ориентации деталей | 1988 |
|
SU1639784A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Линия расфасовки штучных изделий | 1983 |
|
SU1209508A1 |
| Устройство для счета изделий | 1988 |
|
SU1596361A1 |
| Устройство для счета деталей | 1980 |
|
SU932521A1 |
| Устройство для счета плоских деталей | 1988 |
|
SU1532955A1 |
| Автооператор для токарного многошпиндельного автомата для двусторонней обработки колец | 1987 |
|
SU1505750A1 |

В Б ±1.
Фиь.З
f/t.
Физ.
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЧЕТА ЛЕГКИХДЕТАЛЕЙ | 0 |
|
SU241801A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| МАШИНА ДЛЯ ИЗМЕЛЬЧЕНИЯ РЫХЛОЙ МАССЫ | 1923 |
|
SU628A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
