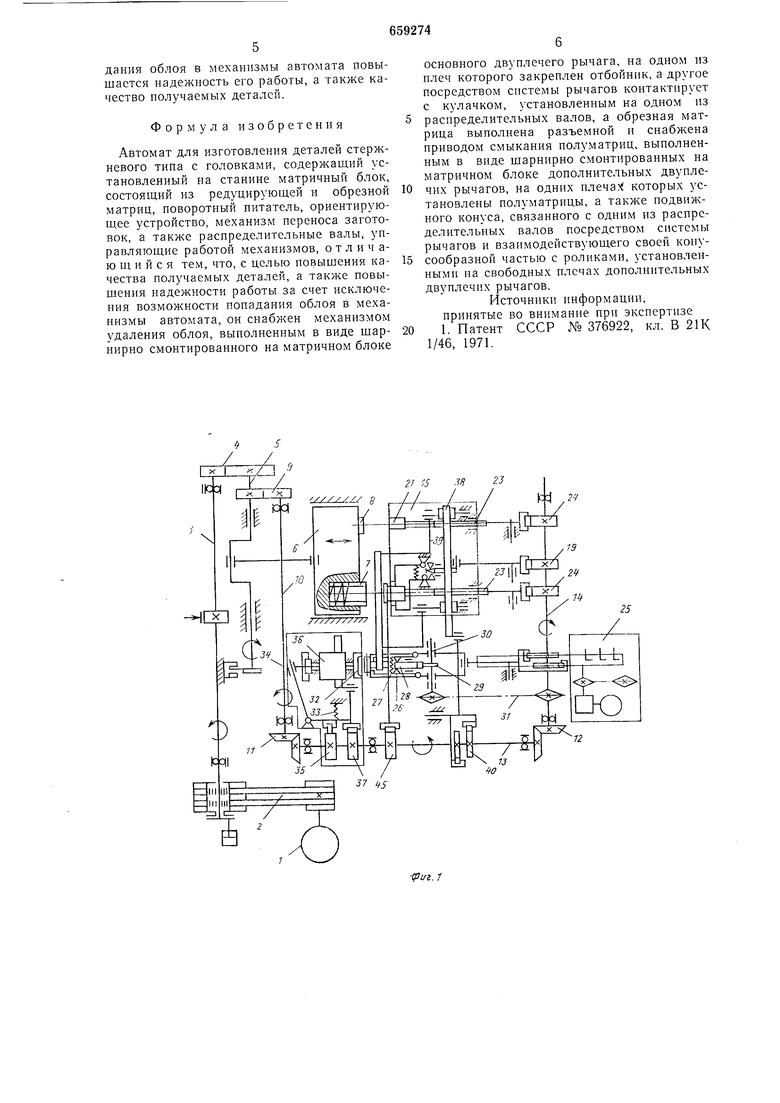
лительных валов, управляющих работой цикловых механизмов автомата. В матричном блоке 15 автомата, закрепленном в гнезде станины, размещены обрезная разъемная матрица, состоящая из долуматриц 16 (фиг. 3) с приводом смыкания (фиг. 2), состоящим из качающихся рычагов 17, несущих нолуматрицы 16, конуса 18, взаимодействующего с кулаком 19 через рычажную систему 20, и редуцирующая цельная матрица 21. Раскрытие нолуматриц 16 разъемной матрицы осуществляется от нружин 22.
Для выталкивания заготовок из матрицы автомат снабжен выталкивателями 23 с приводом от кулаков 24, размещенных на поперечном распределительном валу 14. Для захвата заготовок, поступающих из ценного бункера 25, предназначен новоротный питатель, состоящий из управляемых клещей 26, пружины 27, клина 28 с приводом от кулака 29, сидящего на валике 30, связанном с поперечным распределительным валом 14 через цепную передачу 31.
Ориентирующее устройство автомата, предназначенное для установки требуемого положения головки болта по отнощению к разъемной матрице для обрезки облоя и пуансону 7, закрепленному в ползуне 6, состоит из ловителя 32, имеющего фигурное гнездо в форме головкн болта, и пружины 33. Привод осевого перемещения устройства осуществляется через рычажную систему 34 от кулака 35, а вращение ловителя осуществляется через зубчатую реечную передачу 36 от кулака 37. Кулаки 35 и 37 установлены на продольном распределительном валу 13.
Механизм переноса заготовок состоит из зубчатой реечной передачи 38, двух кривоЩНПОБ 39 н двух подпружиненных клещевых захватов (не показаны). Привод зубчатой рейки осуществляется от двух замкнутых кулаков 40, закреплепных на продольном распределительном валу 13.
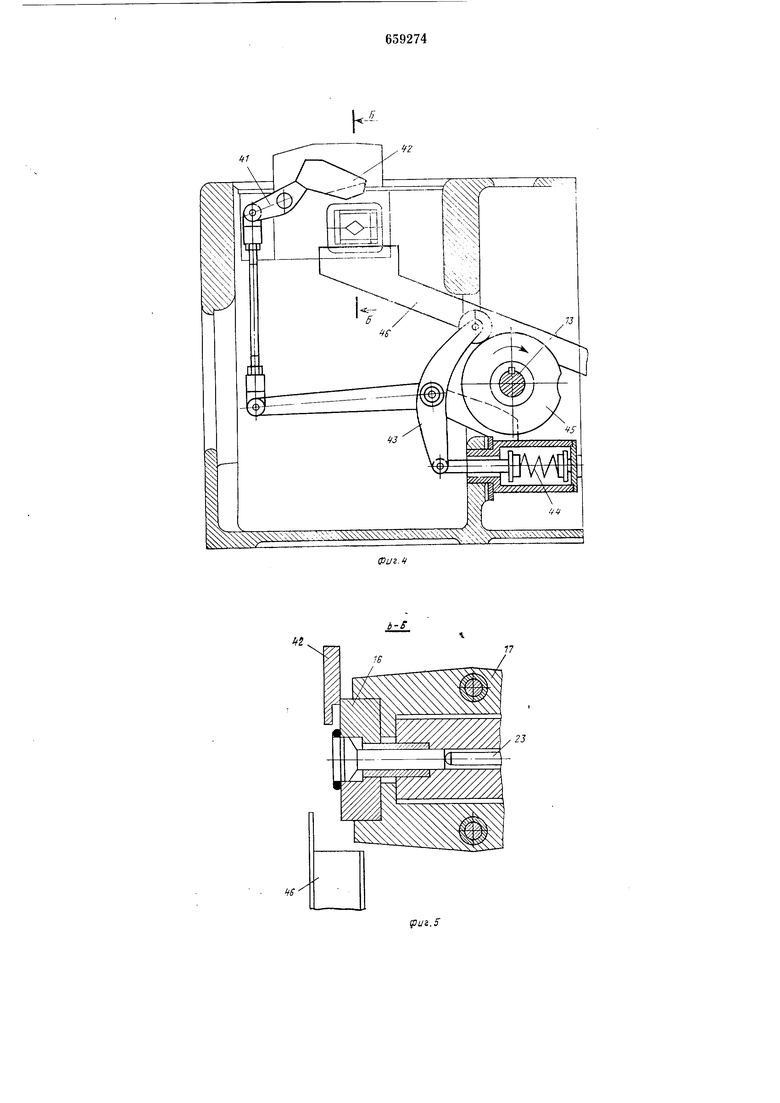
Для сбивания облоя с зеркала обрезной разъемной матрицы предназначен механизм удаления облоя, выполненный в виде поворотного рычага 41, на котором закреплен отбойник 42, взаимодействующий через рычажную систему 43 с замыкающей пружиной 44 и кулаком 45, установленным на продольном раснределительном валу 13. Для удаления облоя в тару имеется лоток 4 б .
Автомат работает следующим образом.
Заготовки болтов подаются по склизу из цепного, бункера 25 головкой вверх. Заготовка захватывается управляемыми клещами 26 поворотного питателя и переносится в горизонтальное положение, причем сжатие клещей производится пружинами 27, а раскрытие осуществляется клином 28, получающим перемещение от кулака 29, сидящего на валике 30, получающем вращение
от поперечного распределительного вала 14. К головке болта перемещается от пружины 33 ловитель 32 ориентирующего устройства и продвигает болт, пока его торец не дойдет до плоскости зеркала обрезной разъемной матрицы. После этого ловитель 32 доворачивает заготовку болта до совпадения контура го ловки с контуром матрицы. Клещевые захваты (не показаны) механизма переноса заготовок захватывают болт, при этом унравляемые клещи 26 новоротного иитателя раскрываются, а ловитель 32 отводится в осевом нанравлении с помощью рычажной системы 34 и кулака 35.
После этого заготовка в ориентированном положении переносится на позицию обрезки. Пуансон 7, закрепленный в ползуне 6, начинает заталкивать болт в раскрытую обрезную разъемную матрицу. Подпрул иненные клещевые захваты механизма переноса заготовок срываются со стержня заготовки, и механизм переноса возвращается в исходное положение. При входе головки болта в раскрытую обрезную разъемную
матрицу ее нолуматрицы 16 нод воздействием качающихся рычагов 17 смыкаются. При этом, если головка болта недостаточно сориентирована, они доворачивают ее до нужного нолол ения. Поворот рычагов 17
происходит под действием конуса 18, поступательно перемещающегося от кулака 19, установленного на поперечно.м распределительном валу 14, через рычажную систему
20.Раскрытие нолуматриц 16 осуществляется пружинами 22 при отходе назад конуса 18.
По окончании заталкивания заготовки в разъемную матрицу происходит обрезка облоя, после чего пуансон 7 отходит назад, а
срезанный облой остается на зеркале обрезной разъемной матрицы.
До начала выталкивания заготовки отбойник 42, укрепленный на новоротном рычаге 41 механизма удаления облоя, быстро
перемещаясь по зеркалу обрезной разъем ной матрицы, сначала накрывает облой, препятствуя его удалению в сторону ползуна 6, а затем сбивает его в лоток 46, по которому он попадает в специальную тару.
Выталкиватель 23 начинает удалять заготовку из разъемной матрицы, в это время ее захватывают подпружиненные клещевые захваты (вторая пара) механизма нереноса заготовок и носле окончания выталкивания переносят заготовку на нозицию редуцирования. Пуансон 8 заталкивает заготовку в редуцирующую цельную матрицу
21.В начале заталкивания подпружиненные клещевые захваты срываются со стержня, и механизм иереноса возвращается в исходное положение.
Отредуцированная заготовка выталкивается на лоток выгрузки (не показан), откуда попадает на транспортер.
За счет исключения возможности нонаДания оолоя в механизмы автомата повышается надежность его работы, а также качество получаемых деталей.
Формула изобретен п я
Автомат для изготовления деталей стержневого типа с головками, содержащий установленный на станине матричный блок, состоящий из редуцирующей и обрезной матриц, поворотный питатель, ориентирующ,ее устройство, механизм переноса заготовок, а также распределительные валы, управляющие работой механизмов, отл и ч аю нд и и с я тем, что, с целью повыщения качества получаемых деталей, а также повыщения надежности работы за счет исключения возможности попадания облоя в механизмы автомата, он снабжен механизмом удаления облоя, выполненным в виде щарнирно смонтированного на матричном блоке
основного двуплечего рычага, на одном из плеч которого закреплен отбойник, а другое посредством системы рычагов контактирует с кулачком, установленным на одном нз раснределительных валов, а обрезная матрица выполнена разъемной и снабжена приводом смыкания полуматриц, выполненным в виде щарнирно смонтированных на матричном блоке дополнительных двуплечих рычагов, на одних плечах которых установлены полуматрицы, а также подвижного конуса, связанного с одним из распределительных валов посредством системы рычагов и взаимодействующего своей конусообразной частью с роликами, установленными на свободных плечах дополнительных двуплечих рычагов.
Источники информации, принятые во внимание при экспертизе 1. Патент СССР № 376922, кл. В 21К 1/46, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для объемной штамповки | 1987 |
|
SU1581452A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Холодновысадочный автомат | 1985 |
|
SU1243874A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Автомат многопозиционный для объемной штамповки | 1986 |
|
SU1398965A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Автомат для высадки гвоздей из проволоки | 1972 |
|
SU476786A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |

L ZEHEZJ
IIC3
О
tdl
Ъ
2t 15 .W
25
tfi
f2
