Изв-естен способ получения входного сигнала по величине извлечения в систему автоматического управления вальцовым станком путем определения общего количества поступающего на станок продукта и количества нроходовой фракции после его сепарирования.
Целью настоящего изобретения является быстрое определение сигнала о величине извлечения.
Это достигается тем, 1что измельченный продукт разделяют на две фракции колеблющимся ситом, встроенным в вальцовый станок, а сигнал ,в системе автоматического управления станком определяют как рассогласование между действительным Количеством проходовой фракции и потребным по данной системе помола при действительной в данный момент времени нагрузке.
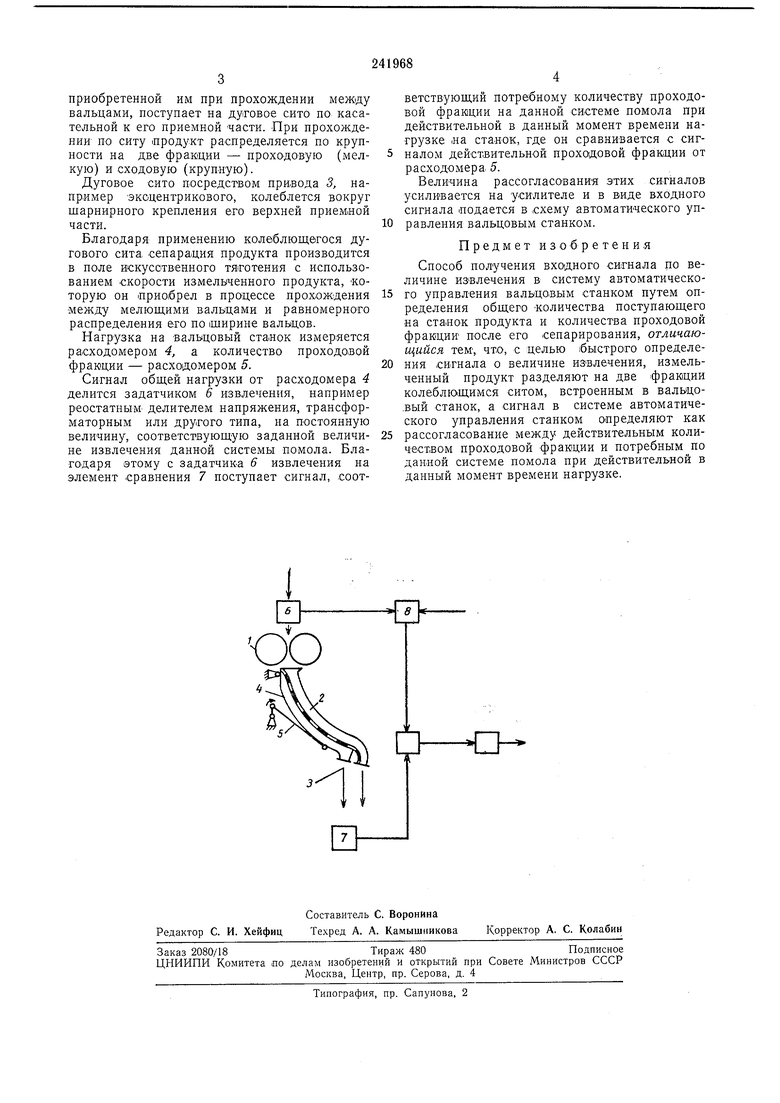
На чертеже показана структурная схема получения входного сигнала по величине извлечения в систему автоматического управления вальцовым станком, где 1 - мелющие вальцы вальцового станка, 2 - сито дуговое, встроенное в станок, 3 - привод сита, 4 - расходомер, определяющий общее количество поступающего на станок продукта, 5 - расходомер, определяющий количество проходовой фракщии, 6 - задагчик извлечения, представляю1щий собой делитель сигнала расходомера, определяющего общее количество продукта, на постоянную величину, соответствующую заданной величине извлечения, и дающий таким образом сигнал о потребном количестве ироходовой фракции на данной системе помола при действительной в данный момент времени нагрузке на станок, 7 - элемент сравнения сигналов действительного количества проходовой фракции и потребного на данной системе помола при данной нагрузке на станок, 8 - усилитель сигнала разбаланса.
По предлагаемому способу выполняют следующие операции:
разделение продуктов иомола на две фракции посредством дугового колеблющегося сита;
определение общего расхода и количества проходовой фракции;
определение потребного количества проходовой фракции при данных условиях работы станка путем деления сигнала расходомера общей нагрузки на постоянную величину, соответствующую заданному извлечению;
определение сигнала разбаланса между действительным количеством проходовой фракции и потребным при данном режиме работы станка;
приобретенной им при прохождении между вальцами, поступает на дуговое сито по касательной к его приемной части. При прохождении по ситу лродукт распределяется по круппости на две фракции - проходовую (мелкую) неходовую (крупную).
Дуговое сито посредством привода 3, например зкоцентрикового, колеблется вокруг шарнирного крепления его верхней приемной части.
Благодаря применению колеблющегося дугового сита сепарация продукта производится в поле искусотвениого тяготения с использованием скорости измельченного продукта, которую он приобрел в процессе прохождения между мелющими вальцами и равномерного распределения его по ширине вальцов.
Нагрузка на вальцовый сталок измеряется расходомером 4, а количество проходовой фракции - расходомером 5.
Сигнал общей нагрузки от расходомера 4 делится задатчиком 6 извлечения, например реостатным делителем напряжения, трансформаторным или другого типа, на постоянную величину, соответствующую заданной величине извлечения данной системы помола. Благодаря этому с задатчика 6 извлечения на элемент сравнения 7 поступает сигнал, соответствующий потребному количеству проходовой фракции на данной система помола при действительной в данный момент времени нагрузке на станок, где он сравнивается с сигналом действительной прохадовой фракции от расходомера 5.
Величина рассогласования этих сигналов усиливается на усилителе и в виде входного сигнала подается в схему автоматического управления вальцовым станком.
Предмет изобретения
Способ получения входного сигнала по величине извлечения в систему автоматического управления вальцовым станком путем определения общего Количества поступающего на станок продукта и количества проходовой фракции после его сепарирования, отличающийся тем , что, с целью быстрого определения сигнала о величине извлечения, измельченный продукт разделяют на две фракции колеблющимся ситом, встроенным в вальцо.вый станок, а сигнал в системе автоматического управления станком определяют как
рассогласование между действительным количеством проходовой фракции и потребным по данной системе помола при действительной в данный момент времени нагрузке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОПЕКАРНОЙ МУКИ "АЛАНИЯ" ИЗ ЗЕРНА МЯГКОЙ ПШЕНИЦЫ | 1998 |
|
RU2145260C1 |
| Способ получения сортовой муки из зерна тритикале | 2018 |
|
RU2685915C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОПЕКАРНОЙ МУКИ ИЗ ПШЕНИЦЫ | 1993 |
|
RU2080181C1 |
| Способ производства крахмального сырья для получения крахмала из зерновых культур и установка для его осуществления | 1989 |
|
SU1837795A3 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБОПЕКАРНОЙ МУКИ ИЗ ПШЕНИЦЫ | 1992 |
|
RU2046018C1 |
| Способ получения пшенично-тритикалевой муки | 2021 |
|
RU2756793C1 |
| ВАЛЬЦОВЫЙ СТАНОК ДЛЯ РАЗМОЛА ЗЕРНОВЫХ КУЛЬТУР | 1989 |
|
RU2033261C1 |
| Способ получения продуктов помола зерновых культур и мукомольная мельница | 1989 |
|
SU1837968A3 |
| СПОСОБ ПРОИЗВОДСТВА МУКИ ИЗ ПШЕНИЦЫ | 1998 |
|
RU2134161C1 |
| Способ получения муки для макаронных изделий из зерна тритикале | 2021 |
|
RU2773248C1 |
