Известны устройства для полирования галантерейной фурнитуры, содержащее полировальный инструмент, выполненный в виде барабана, футированного по внутренней поверхности войлоком, и шнековый транспортер для перемещения деталей в процессе обработки.
Предложенное устройство отличается от известных тем, что шнековый транспортер вылолнен в виде барабана, по всей поверхности которого установлены свободно перемещающиеся в радиальном направлении сухари, имеющие односторонний скос. Кроме того, полировальный инструмент выполнен ступенчатым, что обеспечивает перевертывание деталей.
Такое выполнение обеспечивает свободное пропускание деталей при перемещении их вверх, задержание их во время полирования и полирование изделия с двух сторон.
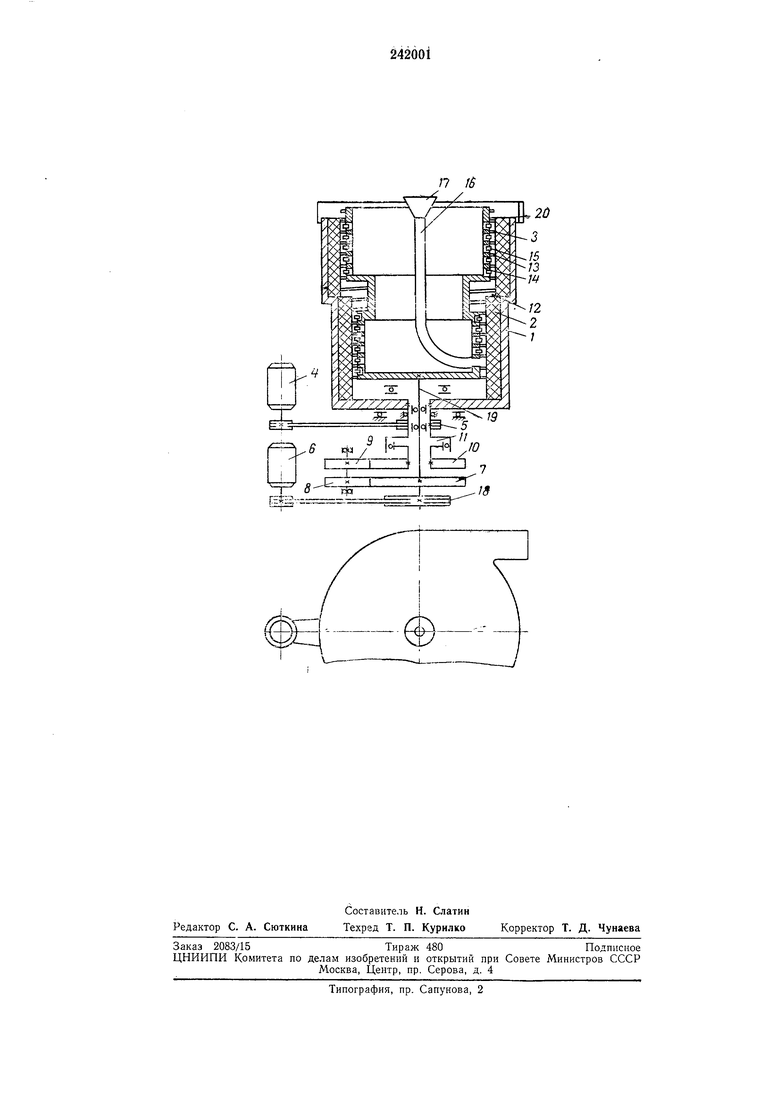
На чертеже схематически показано предложенное устройство.
Устройство для полирования галантерейной фурнитуры содержит ступенчатый цилиндрический корпус 1 с эластичным полировальным инструментом 2, в виде ступенчатого барабана, футированного по внутренней поверхности войлоком. Внутри полировального И1нструмента 2 концентрично установлен шнековый транспортер 3, выполненный в виде барабана. Корпус 1 с инструментом 2 может
пол чать вращение от двигателя 4 с помощью ременной передачи 5 и от двигателя 6 через ременную передачу, зубчатые колеса 7, 8, 9, 10 и обгонную муфту //. Инструмент 2 выполнен ступенчатым для того, чтобы деталь могла, дойдя до ступеньки 12, опрокинуться и с помощью шнека 13 перевернуться на другую сторону. Шнековый транспортер имеет обечайку со шнеком 13. В обечайке вырезаны
отверстия 14, в которые установлены свободно перемещающиеся в радиальном направлении сухари 15, 1меющие односторонний скос. В центральной части шнекового транспортера 5 установлена загрузочная труба 16 с воронкой 17:
Шнековый транспортер 3 получает вращение от двигателя 6 через шкив 18 ременной передачи, жестко закрепленный, как и сам шнековый транспортер 3, на валу 19.
Дифференциальный редуктор выполнен таким образом, что при выключенном двигателе 4 шнековый транспортер 3 делает на 1- 2 об/мин больше, чем корпус 1 с инструментом 2, а при включенном двигателе 4 корпус
1 с инструментом 2 делает в три-четыре раза больше оборотов, чем шиековый транспортер 3; последний имеет постоянные обороты, а корпус 1 с инструментом 2 получает движение от двигателя 4 гораздо большее, чем шнеИзменение оборотов корпуса / с инструментом 2 необходимо для следующего. Когда KopTiyc 1 вращается медленнее, чем шнековый транспортер, изделия, прижатые центробежной силой к инструменту 2, пытаются сохранить относительно неподвижное состояние, а несколько быстрее вращающийся щнековый транспортер 3 старается переместить их вверх. Свободно перемещающиеся в радиальном направлении сухари /5 свободно дропускают детали вверх благодаря одностороннему ско;су. Когда корпус / вращается быстрее, чем шнековый транспортер 3, детали, прижатые центробежной силой к инструменту 2, перемещаться вниз по плнеку не смогут, так как их не пустят сухари 15 и следовательно, будут полироваться. Для полирования, через воронку 17 на полировальный инструмент 2 подается полировальная з.мульсия. Улитка 20 служит для выброса отполированных изделий из внутренней нолости устройства. Работает устройство следующим образом. Детали вместе с полировальной эмульсией подаются через воронку 17 и трубу 16 на шнек и прижимаются к эластичному полировальному инструменту 2. Далее при выключенном двигателе 4 деталь перемещается вверх. В момент включения двигателя 4 деталь останавливается и полируется. За период нахождения детали в устройстве двягатель 4 должен несколько раз включаться. Пройдя ступеньку 12 деталь опрокидывается, шнеком 13 переворачивается на другую сторону и продолжает обрабатываться с другой стороны. Дойдя до верхней кромки корпуса 1 деталь, подхваченная воздушным потоком, образующимся вращающимися массами, выбрасывается из устройства через улитку 20. Для полирования пуговиц корпус / с полировальным инструментом 2 дложен быть выполнен несколько конусным. При полировании пуговицы в конусном корпусе / и инструменте 2, различные точки пуговицы будут соприкасаться с окружностями, разных диаметров, что заставит ее во время полирования вращаться. Предмет изобретения 1.Устройство для полирования галантерейной фурнитуры, содержащее полированный инструмент, выполненный в виде барабана, футированного по внутренней поверхности войлоком, и шнековый транспортер для .перемещения деталей в процессе обработки, отличающееся тем, что, с целью свободного пропускания деталей при перемещении их вверх при транспортировке и задержания их во время полирования, шнековый транспортер выполнен в виде барабана, по всей поверхности которого установлены свободно перемещающиеся в радиальном направлении сухари, имеющие односторонний скос. 2.Устройство по п. 1, отличающееся тем, что, с целью возможности полирования изделий с двух сторон, полировальный инструмент выполнен ступенчатым, что обеспечивает перевертывание деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ | 1990 |
|
RU2022760C1 |
| Полировальный состав и способ его получения | 1982 |
|
SU1122677A1 |
| Полировальный инструмент | 1985 |
|
SU1274917A1 |
| Машина для шлифования и полирования цилиндрической поверхности пуговиц | 1956 |
|
SU107096A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ КРИСТАЛЛОВ | 2016 |
|
RU2629740C1 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| Полировальный круг | 1987 |
|
SU1583276A1 |
| Головка для полирования отверстий | 1987 |
|
SU1549738A1 |
| Устройство для полирования деталей | 1978 |
|
SU770758A2 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2010 |
|
RU2549814C2 |