Изобретение относится к отделочно-зачистной технике и может быть использовано в автоматических и полуавтоматических комплексах и линиях, предназначенных для шлифовки, полировки и зачистки эластичным инструментом.
Известны шлифовально-полировальные модули, применяемые в установках для отделочно-зачистной обработки эластичным инструментом.
Такие модули имеют шпиндельную головку, закрепленную консольно на колонне, которая установлена на основании установки для шлифования, полирования и снятия заусенцев при обработке поверхностей разнообразнейших деталей.
Недостатком этих модулей является консольное расположение шпиндельной головки, которое приводит к образованию неуравновешенных масс, снижающих жесткость и устойчивость модуля, в результате чего ухудшается надежность работы модуля и качество обработки.
Указанные недостатки устранены в шлифовально-полировальных установках, у которых шпиндельные головки закреплены на телескопически выдвигаемых стойках.
Известный шлифовально-полировальный модуль, встроенный в полуавтомат, укрепленную телескопически в опорах двух кронштейнов, в которой смонтирована передача винт-гайка, опирающаяся на основание, а также выполнен паз со вставленной в него винтовой шпонкой, и установленную шарнирно на стойке шпиндельную головку, имеющую возможность поворота от червячной передачи. Закрепление стойки осуществляется клеммовым соединением и винтовой шпонкой. Вертикальное перемещение стойки со шпиндельной головкой осуществляется вращением вручную маховичка, соединенного с винтом зубчатой передачей, при предварительно ослабленной клемме и отвернутой винтовой шпонке. От поворота в шарнире шпиндельная головка стопорится винтом, вворачиваемым в направляющую опору шарнира. Недостатком этого модуля является то, что стойка неподвижно укрепляется в клеммовом соединении, а ее перемещение осуществляется при раскреплении клеммы и винтовой шпонки. Такое закрепление стойки не позволяет осуществить автоматический подвод и отвод шпиндельной головки в зону обработки, в результате чего подвод осуществляется только за счет перемещения поворотным столом обрабатываемой детали к инструменту, закрепленному на шпиндельной головке, из-за чего исключается возможность обработки внутренних поверхностей деталей типа тел вращения и длинных деталей путем перемещения инструмента вдоль всей обрабатываемой поверхности.
Этот модуль может быть принят за прототип.
Целью изобретения является расширение технологических возможностей шлифовально полировального модуля за счет устранения указанных недостатков прототипа, а также повышение его жесткости и надежности.
Это достигается тем, что шлифовально-полировальный модуль, имеющий шлифовальную головку, установленную шарнирно на стойке, в которой выполнен паз со вставленной в него винтовой шпонкой и смонтирована передача винт-гайка, опирающаяся на основание, снабжен полой колонной с расположенным в нижней части электромеханическим приводом вращения винта и закрепленным вверху подшипником скольжения, где телескопически размещена упомянутая стойка, к нижнему торцу которой прикреплена крышка, удерживающая гайку, выполненную со сферическими торцами, опирающимися на сферические подпятники, под которыми подложены регулировочные прокладки, и имеющую закрепленные по бокам по оси симметрии два пальца со сферическими головками, входящими в пазы этой крышки, смонтированными на валу шарнира плоскими направляющими вращения, в которых имеется возможность регулирования зазора винтами, стопорящимися сухарем, а шпонка выполнена раздвижной, состоящей из соединенных по наклонной поверхности и направляющему пазу с выступом двух клиновых половин, связанных регулировочным винтом, ввернутым в ту половину, которая неподвижно закреплена на колонне.
Предложенное соединение гайки со стойкой позволяет повысить надежность работы передачи винт-гайка при телескопическом перемещении стойки за счет уменьшения изгиба винта, трения, износа и мертвого хода в передаче. Раздвижная шпонка позволяет увеличить жесткость модуля при вертикальных перемещениях инструмента за счет возможности устранения зазора между шпонкой и пазом стойки. Возможность регулирования зазора в направляющих шарнира позволяет обеспечить поворот шпиндельной головки относительно обрабатываемой заготовки при сохранении жесткости ее закрепления. Проведенные патентные исследования и анализ известных в науке и технике технических решений позволяет сделать вывод о том, что в настоящее время отсутствуют известные технические решения со сходными отличительными признаками, следовательно предложенное техническое решение соответствует критерию "существенные отличия".
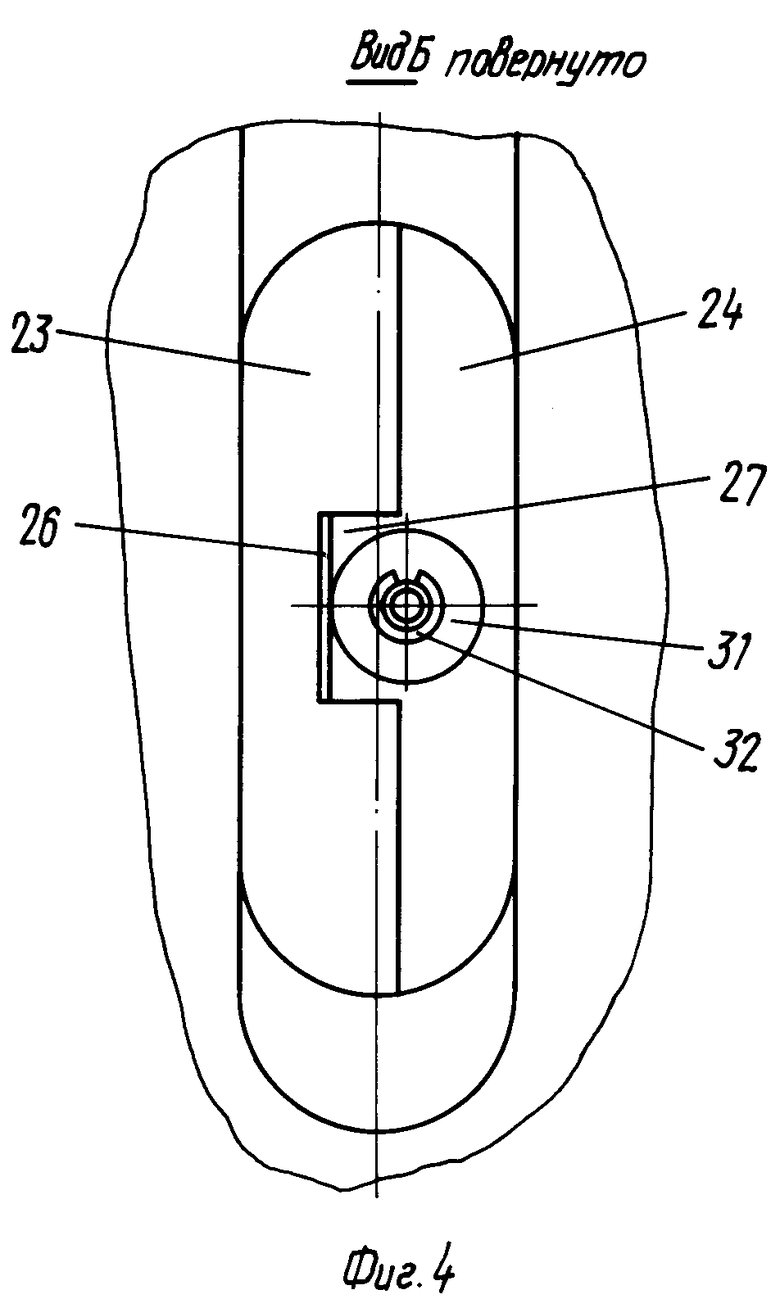
На фиг.1 изображен общий вид шлифовально-полировального модуля, разрез; на фиг.2 - модуль в составе шлифовально-полировального полуавтоматического комплекса; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - вид по стрелке Б на фиг.3; на фиг.5 - В-В на фиг.1.
Шлифовально-полировальный модуль оснащен шпиндельной головкой 1, состоящей из рамы 2, на которой закреплены электродвигатель 3 и шпиндельный узел 4 с инструментом 5, помещенным в кожух 6, который служит для ограждения инструмента 5 и имеет патрубок 7 для подсоединения вытяжной вентиляции. Электродвигатель 3 соединен со шпиндельным узлом 4 ременной передачей 8, которая позволяет менять ступенчатое число оборотов шпинделя. Шпиндельная головка 1 крепится шарнирно в направляющих вращения 9, которые закреплены на раме 2 и валу 10, один конец которого имеет шлицы 11. Возможность выбора зазора в направляющих вращения 9 обеспечивается винтами 12, которые стопорятся сухарями 13. Для поворота шпиндельной головки 1 служит червячная передача 14 с приводным маховичком 15. Червячная передача 14 монтируется в корпусе 16, который крепится к стойке 17, входящей в подшипник скольжения 18, запрессованный в колонну 19. Поверхность скольжения стойки 17 закрывается чехлом 20 типа гармошка. В паз 21 стойки 17 вставлена раздвижная шпонка 22, состоящая из двух клиновых половин - неподвижной 23 и подвижной 24, соединенных по наклонной поверхности 25 и пазу 26 с выступом 27. Неподвижная половина 23 крепится к колонне 19 и в нее ввернут регулировочный винт 28, связанный с подвижной половиной 24 шпонки 22. Винт 28 контрится гайкой 29, а подвижная половина 24 закреплена между его буртиком 30 и шайбой 31, удерживаемой пружинным кольцом 32. Паз 26 и выступ 27 служат для предотвращения смещения двух половин 23 и 24 в вертикальной плоскости (в плоскости паза 21). Раздвижная шпонка 22 служит для выбора зазора в пазу 21 стойки 17, а также для неподвижной фиксации шпиндельной головки 1 на определенной высоте. Для подъема шлифовальной головки 1 предназначена передача винт-гайка 33, гайка 34 которой выполнена самоустанавливающейся со сферическими торцами 35, опирающимися сверху и снизу на сферические подпятники 36, а симметрично с боков посредине гайки 34 располагаются два пальца 37 со сферическими головками 38, входящими в пазы крышки 39, удерживающей гайку 34 с подпятниками 36. Для устранения зазора между сферическими торцами 35 и подпятниками 36 служат регулировочные прокладки 40. Такое соединение гайки 34 со стойкой 17 позволяет снизить точность изготовления и сборки, уменьшить изгиб винта, трение, износ и мертвый ход в передаче винт-гайка 33 за счет наличия у гайки 34 трех степеней свободы. Пальцы 37 служат для передачи крутящего момента. Винт 41 передачи винт-гайка опирается на упорный подшипник 42. Привод винта 41 состоит из двигателя 43 и червячной передачи 44, помещенной в стакан 45, закрытый снизу крышкой 46. Колонна 19 установлена на верхних салазках 47, которые посредством направляющих скольжения "ласточкин хвост" 48 связаны с нижними салазками 49, которые также по направляющим "ласточкин хвост" 50 связаны с основанием 51. Приводом салазок 47 и 49, имеющих возможность перемещения в двух взаимно-перпендикулярных направлениях, служат винтовые передачи 52 и 53, связанные с маховичками 54. Направляющие 48 и 50 закрываются ограждениями 55. Для регулировки перемещения шпиндельной головки 1 по высоте служат бесконтактные концевые выключатели 56, имеющие возможность взаимодействия с флажком 57. Шлифовально-полировальные модули 58, установленные вокруг поворотного стола 59, на котором закреплены обрабатываемые детали 60, образуют полуавтоматический комплекс для отделочно-зачистной обработки. Автономно шлифовально-полировальный модуль может использоваться в качестве полировальной бабки.
Модуль работает следующим образом.
Производят наладку модуля 58 под обрабатываемую деталь 60. Для этого вращением маховичков 54 перемещают верхний 47 и нижний 49 салазки и маховичком 15 поворачивают шпиндельную головку 1, а концевыми выключателями 56 выставляют вертикальное перемещение инструмента 5. Таким образом инструмент 5 устанавливается по обрабатываемой поверхности детали 60. Зазор в направляющих 9 выбирают за счет их перемещения вдоль оси вала 10 винтами 12. На позиции загрузки на поворотном столе 59 закрепляется обрабатываемая деталь 60. Включается комплекс, в который встроен модуль 58. Стол 59 поворачивается и перемещает деталь 60 на рабочую позицию, на которой установлен модуль 58. На рабочих позициях обеспечивается вращение деталей 60 и включение электродвигателя 3, вращающего через посредство ременной передачи 8 инструмент 5, и электродвигателя 43, который через посредство червячной передачи 44 и передачи винт-гайка 33 подводит сверху инструмент 5 к обрабатываемой детали 60. При перемещении стойки 17 гайка 34 самоустанавливается по винту 41. По окончании подвода инструмента 5 флажок 57 взаимодействует с концевым выключателем 56, который дает сигнал на выключение двигателя 43. В заданное время производится обработка детали 60, по окончании которой вновь включается двигатель 43 и отводит вверх инструмент 5. Поворотный стол 59 перемещает обрабатываемую деталь 60 а другую рабочую позицию к следующему шлифовально-полировальному модулю 58, а на первую рабочую позицию последовательно подается другая деталь. При этом электродвигатель 3 продолжает работать, а инструмент 5 вновь подводится к обрабатываемой детали 60.
Цикл обработки повторяется.
Шлифовально-полировальный модуль позволяет механизировать и автоматизировать операции шлифовки, полировки и зачистки эластичным инструментом при встраивании его в комплексы для отделочно-зачистной обработки и автоматические линии.
Наличие вертикального подвода и отвода инструмента расширяет технологические возможности модуля, повышает его универсальность, так как имеется возможность обрабатывать помимо наружных поверхностей, также и внутренние поверхности деталей и углубления в них. Самоустанавливающаяся гайка позволяет повысить надежность и долговечность передачи винт-гайка, а следовательно, и модуля в целом.
Такая конструкция гайки также увеличивает КПД передачи винт-гайка за счет снижения трения и мертвого хода и передаче путем устранения в ней избыточных кинематических связей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Фрезерный станок для обработки внутренних плоскостей в отверстиях корпусных деталей | 1985 |
|
SU1337206A1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 1972 |
|
SU334040A1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ ВЫПУКЛЫХ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1968 |
|
SU217998A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| Продольно-шлифовальный станок | 1979 |
|
SU852507A1 |
| Устройство для вибрационной обработки | 1988 |
|
SU1604572A2 |



Использование: в отделочно-зачистной технике и может быть использовано в автоматических и полуавтоматических комплексах и линиях, предназначенных для шлифовки, полировки и зачистке эластичным инструментом. Сущность изобретения: шпиндельная головка 1, установлена на стойке 17 с возможностью поворота. В основании стойки 17 выполнен паз, в котором расположена гайка привода ее перемещения и механизм фиксации шпиндельной головки, который выполнен в виде двух связанных между собой винтом клиновых частей, одна из которых неподвижно закреплена на колонне 19, в которой размещено основание стойки 17. Гайка выполнена со сферическими торцами и расположенными в плоскости, перпендикулярной оси стойки, пальцами, которые связаны со стойкой. Гайка взаимодействует со сферическими поверхностями подпятника, который может регулироваться вдоль оси. 5 ил.
ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ, содержащий шпиндельную головку, установленную с возможностью поворота на стойке, в основании которой расположена гайка привода ее перемещения, и механизм направления и фиксации стойки, отличающийся тем, что, с целью расширения технологических возможностей путем обработки различных поверхностей деталей, модуль снабжен колонной, предназначенной для размещения в ней основания стойки, и двумя подпятниками, которые установлены с возможностью регулировочного перемещения вдоль оси стойки и выполнены с вогнутыми сферическими поверхностями, между которыми размещена упомянутая гайка, при этом гайка выполнена с ответными сферическими торцами и расположенными перпендикулярно к ее оси пальцами, предназначенными для связи со стойкой, а механизм направления и фиксации стойки выполнен в виде двух связанных между собой посредством винта клиновых частей, одна из которых неподвижно установлена на колонне.
| "Механизация и автоматизация производства", N 5, 1990, с.25. |
