виде многозаходных полос
1
17068 Полосы выполнены из хлопчатобумажных тканей разной жесткости. Все полосы выполнены с односторонней винтовой за- круткой и расположены с чередованием на торцах круга концов полос с одинаковым угловым шагом. Длина полос равна длине окружности инструмента. Число полос из более жесткого материа ла равно числу их заходов, а их ширина выполнена одинковой и равна 0,5 1,0 средней ширине полос инструмента. Полосы 2 из менее жесткого материала
могут быть выполнены с параллельной укладкой слоев ткани, а полосы 3 с сочетанием двухслойной параллельной и т рехслойной укладкой ткани на периодически повторяемых в окружном направлении секторных участках. Инструмент в осевом направлении может быть составлен из нескольких секций с противоположным винтовым уклоном полос в смежных секциях. Полосы 3 выполнены из палаточной ткани, а полосы 2 - из ситца или сатина, 3 з.п. ф-лы, 5 ил., 1 таблд



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировального инструмента | 1989 |
|
SU1689054A1 |
| Полировальный инструмент | 1985 |
|
SU1274917A1 |
| Способ полирования | 1982 |
|
SU1215954A1 |
| Способ изготовления полировального круга | 1989 |
|
SU1703432A1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОИЗВОДСТВА ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2263125C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 2003 |
|
RU2256677C1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 1995 |
|
RU2147506C1 |
| Полировальный круг | 1987 |
|
SU1491688A2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2008 |
|
RU2357986C1 |

Изобретение относится к изготовлению абразивного инструмента, в частности оно касается конструкции сборных полировальных кругов Цель изобретения - повышение качества полировки. На корпусе 3 инструмента расположен полировальный материал в 3 с/ VI о о со ел о
Изобретение относится к изготовлению абразивного инструмента, в частности оно касается конструкции сборных полировальных кругов.
Целью изобретения является повышение качества полирования.
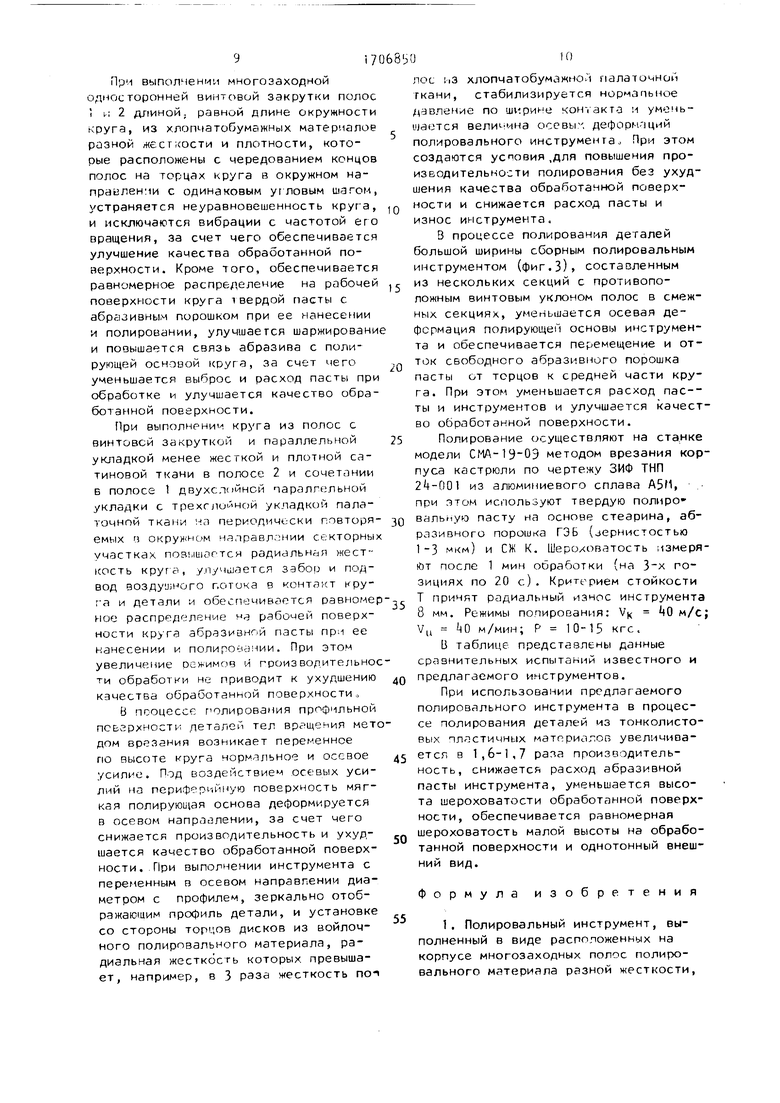
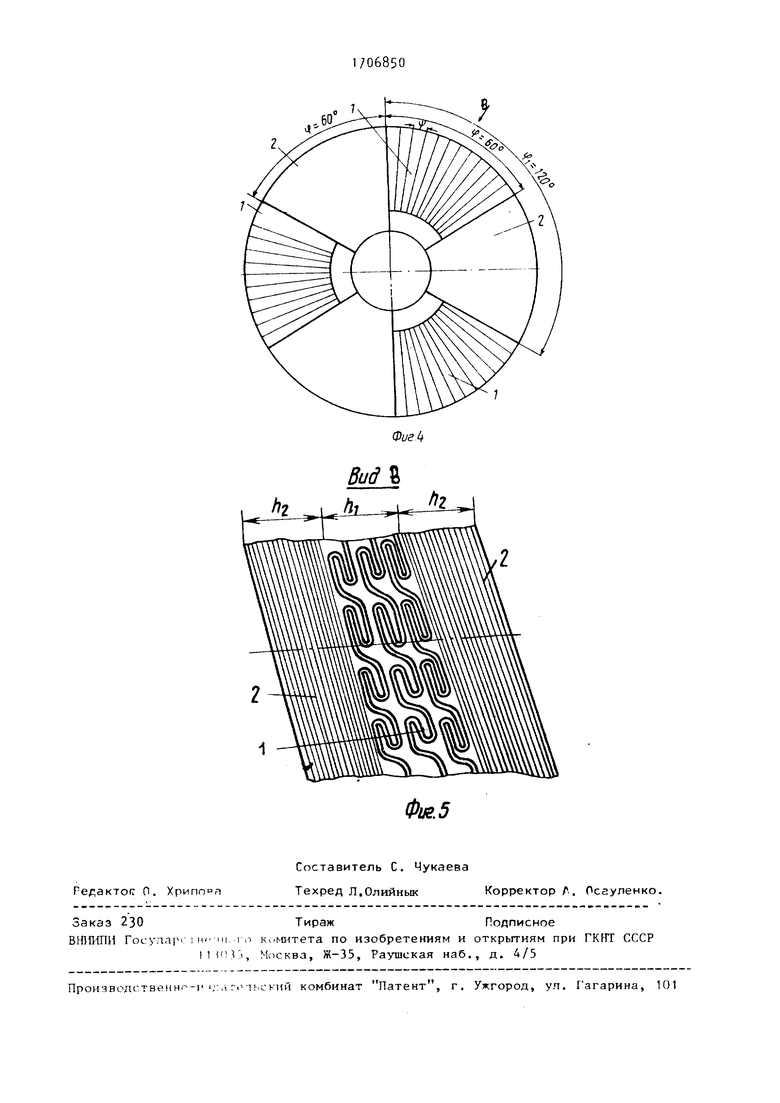
На изображен полировальный инструмент со стороны периферийной поверхности; на фиг.2 - сечение А-А на фиг.1; на фиг.З полировальный инструмент, составленный из 2-х секций; на фиг. - сечение Б-Ь на фиг.З; на фиг.5 вид В на фиг..
Полировальный инструмент выполнен в виде многозаходных винтовых полос и 2 из хлопчатобумажных тканей разной жесткости и плотности. Полосы 1 и 2 навиты на цилиндрический корпус в одну сторону с равномерным винтовым уклоном. Между боковыми поверхностями винтовых полос 1 из хлопчатобумажной палаточной ткани размещены винтовые полосы 2 мягкой полирующей основы, выполненные из хлопчатобумажной ситцевой или сатиновой ткани. Коэффициент радиальной жесткоти полос 2 в круге меньше в 2,5.;. раза коэффициента жесткости полос 1 из палаточной ткани. Длина полос 1 и 2 выполнена равной длине окружности инструмента L Г)к.
Число полос 1 более жесткой полирующей основы равно числу Z их заходов, а их ширина выполнена одинаковой для всех полос 1 в пределах О,,0 средней ширины полос 1 и 2
h.a -- , где Н, -высота инструменСР п
та; п - число полос 1 и 2 в инструменте. Концы полос 1 и 2 по торцам круга расположены t. одинаковым угловым шагом Ср , например, Ц 60
0
5
0
5
При 2-:заходной винтовой навивке полос 1 одинаковой ширины 1ц из хлопчатобумажной палаточной ткани и смежном расположении между ними двух полос 2 из сатиновой или ситцевой ткани концы полос 1 расположены со стороны торцов круга со смещением между собой на угловой шаг Ц), 180°. При 3 заходной навивке полосы 1 и 2 выполнены либо одинаковой ширины (hj h-2) либо ширина Ь полос 1 меньше ширимы Ь полос 2 в пределах О,Ь 1,0 средней ширины hg полос 1 и 2. Концы полос 1 расположены г, о стороны торцов круга со смещением между собой с угловым шагом Q, 120 , а угловой шаг СР между смежными концами полос 1 и 2 выполнен одинаковым и
равным Ср
збо
бо1
0
5
0
5
Многозаходная (2-, 3,-заходная) односторонняя естественная винтовая закрутка полос 1 и 2, обладающих разной радиальной жесткостью и набранных из хлопчатобумажных тканей разной плотности и жесткости, обеспечивает быстрое изменение давления на полной ширине площадки контакта винтовых полос 1 и 2 с деталью и уменьшает высоту шероховатости на обработанной поверхности за более короткий промер жуток полирования по сравнению с 1-за- ходной винтовой навивкой полосы, Причем с увеличением числа заходов винтовой закрутки полос увеличивается скорость осевого перемещения периферийной поверхности полос 1 и 2 и повышается производительность полирования .
При выборе числа полос 1 более жесткой полирующей основы, равного числу их заходов, и выполнении одинаковой ширины полос 1 в пределах О,,0 средней ширины полос инструмента обеспечивается равномерная зы- сота шероховатости на полной ширине обрабатываемой поверхности детали и однотонный внешний вид. При выполнении ширины h полос из более жесткой и плотной хлопчатобумажной ткани / больше средней ширины hcp полос инструмента, а следовательно, больше ширины полосы 2 на полируемой поверхности формируются участки с различной высотой микрорельефа шероховатости в виде полос с монотонным оттенком.
При выполнении ширины h полос 1 менее половины ширины hj полосы 2 при полировании медленно уменьшается высота шероховатости на обработанной поверхности и снижается в два и Солее раз производительность обработки При выборе длины полос 1 и 2 равной длине окружности круга упрощается технология изготовления инструмента. При этом чередование на торцах круга концов винтовых полос 1 и 2 длиной L , выполненных с односторонней их закруткой и расположенных с одинаковым угловым шагом, устраняет статическую неуравновешенность круга
В полировальном инструменте (фиг.5 полосы 2 полирующей основы из менее жесткой хлопчатобумажной сатиновой или ситцевой ткани набраны с параллельной укладкой ее слоев, а полосы из более жесткой хлопчатобумажной палаточной ткани набраны с сочетанием двухслойной параллельной и трехслойной укладки слоев ткани на периодически повторяемых в окружном направлении секторных участках, например, с угловым шагом (j 8-10°. Трехслойная укладка слоев более жесткой хлопчатобумажной палаточной ткани на секторных участках винтовой полосы 1 с естественной ее закруткой обеспечивает нестационарную переменную характеристику силы трения в контакте полирующей основы и детали; устранение самовозбуждающихся колебаний де-. тали, а также повышает связь пасты с полирующей основой круга и улучшает распределение пасты на рабочей поверхности круга, за счет чего уменьшается ее расход и улучшается качество обработанной поверхности
Для обработки деталей большой ширины полировальный инструмент
5
0
5
0
5
0
5
0
5
(фиг.З) выполнен а осе-зом исправлении из нескольких секций. При этом смежные секции круга устанавливают с противоположном винтовым уклоном полос, что способствует снижению расхода пасты и улучшает качес -о обра- ботанной поверхности.
Для полирования профильных деталей тел вращения периферийная поверхность круга выполнена с переменным в осевом направлении диаметром. Между фланцами корпуса 3 и полосами 1 и 2 полирующей основы со стороны торцоа полировального инструмента установлены полировальные диски 4 и S из войлочного материала. Радиальная жесткость дисков 4 и 5 превышает, например, в 1,,0 раза, радиальную жесткость винтовых полос 1 из хлопчатобумажной палаточной ткани. Пои этом расстояние Hj между дисками А и 5 выбрано больше ширимы полируемой детали, например, на мм.
Например, полировальный инструмент (фиг.1) выполнен диаметром DK 00 мм, высотой Н -- 100 мм и Н 90 мм из двух винтовых полос 1 из хлопчатобумажной палаточном ткани и четырех полос 2 из хлопчатобумажной сатиновой или ситцевой ткани длиной , равной длине окружности инструмента. В другом варианте инструмент выполнен из трех винтовых полос 1 из палаточной и трех полос 2 из хлопчатобумажной ситцевой или сатиновой ткани. Полосы 1 и 2 навиты на оправку в одну сторону в виде 2-заходных или 3 эаходных винтовых полос по типу полос шнекойого транспортера с чередованием материалов разной жесткости в осевом и окружном направлениях. Концы полос 1 и 2 на торцах круга смещены в окружном направлении на одинаковой угловой шаг J 60 . При этом толщина полос 1 и 2 выполнена одинаковой и равной средней ширине полос инструмента h /, liЈ 15 мм. Число полос 1 из более жесткой и плотной палаточной ткани равно числу их заходов.
Между фланцами корпуса 3 и торцами полирующей основы инструмента установлены диски диаметром l kQO мм , и длиной h 1 0 мм из войлочного, материала, с помощью которых выполнено обжатие со стороны торцов инструмента элементов 1 и 2 полирующей основы. Число заходоа БИНТОВОЙ полосы 1-2
717 O
(фиг.2), а в другом варианте - 3 (фиг.). Укладка хлопчатобумажной палаточной ткани в полосе 1 выполнена с совмещением двухслойной параллельной с трехслойной укладкой тканина периодически повторяемых в окружном направлении секторных участках с угловым шагом ( 10°. Винтовая полоса 2 набрана из сатиновой и ситцевой ткани почти одинаковой плотности и жесткости с параллельной ее укладкой. Периферийная рабочая поверхность инструментов выполнена с переменным в осевом направлении диамет- ром, и рабочий профиль круга зеркально отображает профиль полируемой детали.
Полировальный инструмент работает следующим образом.
Полировальному инструменту сообщают вращение с частотой СО и окружной скоростью V|, детали - круговую подачу с частотой 3 и окружной скоростью Vrt (например, VK м/с; Va 8-30 м/мин).
Например, кругу диаметром Dк 400 мм и высотой Н 90 мм, содержащего три полосы 1 из хлопчатобумажной палаточной ткани шириной h 15 мм, установленные с трехзаходной винтовой закруткой, сообщают вращение с частотой СО 1800 об/мин, а детали диаметром d 150 мм - вращение с частотой 30 об/мин.
На периферийную рабочую поверхност круга наносят пасту, например, белую твердую, и рабочую поверхность полировального инструмента сближают с по верхностью обрабатываемой детали. Между кругом и деталью создаю давление, например, с усилием прижима 10 кгс и площадку контакта длиной 1 () мм и шириной Н, - 90 мм„ При этом создают одинаковую величину радиальной контактной деформации винтовых полос 1 и 2 из материалов разной жесткости, за счет чего обеспечивают различное давление в контакте ne риферийной поверхности полос 1 и 2 по ширине обрабатываемой детали. Величина давления на деталь прямо пропорциональна радиальной жесткости смежно расположенных в круге винтовых по- лос 1 и 2 из хлопчатобумажной палаточной и ситцевой или сатиновой ткани и уменьшается в плоскости вращение круга от середины площадки контакта в
О8
пределах длины контакта круга и детали ,
В момент вращения круга с частотой М и детали с частотой v периферийная поверхность винтовой полосы 1 с односторонней ее винтовой закруткой перемещается в плоскости полирования под углом ф, к оси;; вращения детали. При этом в связи с различной радиальной жесткостью полос 1 и 2 одинаковой величиной их радиальной деформации периодически изменяется с частотой f 63 п и давление полирующей основы полос 1 и 2 на участки детали с усилием, равным разности восстанавливающих сил в контакте рабочих полос 1 и 2 с обрабатываемой поверхностью. В контакте периферии винтовых полос 1 из более жесткой хлопчатобумажной палаточной ткани повышается давление на свободный абразив и деталь,:возрастает пластическая деформация и интенсивно удаляются металл и выступы шероховатости на детали.
При выполнении полос 1 из более жесткой палаточной ткани одинаковой ширины в пределах 0,5,.., О средней ширины полос инструмента с их числом., равным числу Z заходов, и выборе скорости Vtj детали меньше скорости Ve осевого перемещения обеспечивается полная сплошность пластических деформаций на всей ширине детали в контакте г одкой полосой 1 и повторяемость контакта других полос 1 и деформацией под углом (, - к оси вращения детали, за счет чего обеспечивается равномерная высота шероховатости на обработанной поверхности и однотонный внешний РИД детали.
Последующее движение по этим участкам детали полирующей основы из хлопчатобумажной ситцевой или сатиновой менее жесткой ткани изменяется траектория движения волокон мягкой полирующей основы и свободного абразива, снижается удельное давление участков круга на деталь и сглаживаются микронеровности ка обработанной поверхности. Вследствие периодической смены полирующей основы круга из разных материалов в контакте с деталью под углом ( - к оси вращения детали интенсифицируется процесс съема материала детали. и быстро скругляются и удэпяются микронеровности , шероховэ гос т и .
9S7
При выполнении многоэаходиой односторонней винтовой закрутки полос i и 2 длиной, равной длине окружности круга, из хлопчатобумажных материалов разной жесткости и плотности, которые расположены с чередованием концов полос на торцах круга в окружном направлении с одинаковым угловым шагом, устраняется неуравновешенность круга, и исключаются вибрации с частотой его вращения, за счет чего обеспечивается улучшение качества обработанной поверхности. Кроме того, обеспечивается равномерное распределение на рабочей поверхности круга твердой пасты с абразивным порошком при ее нанесении и полировании, улучшается шаржировани и повышается связь абразива с полирующей основой круга, за счет чего уменьшается выброс и расход пасты при обработке и улучшается качество обработанной поверхности.
При выполнении круга из полос с винтовсй закруткой и параллельной укладкой менее жесткой и плотной сатиновой ткани в полосе 2 и сочетании Б полосе 1 двухслойной параллельной укладки с трехслойной укладкой палаточной ткани на периодически повторя- емых в окружном направлении секторных участках повьшюгтся радиальная жесткость круга, улучшается зэбор и подвод воздушного г.отока в контакт круга и детали и обеспечивается равномер ное распределение на рабочей поверхности круга абразивной пасты при ее нанесении и полировании. При этом увеличение режимов и производительности обработки не приводит к ухудшению качества обработанной поверхности „
В пооцессе полирования профильной поверхности деталей тел вращения методом врезания возникает переменное по высоте круга нормальное и осевое усилие. Под воздействием осевых усилий на периферийную поверхность мягкая полирующая основа деформируется в осевом направлении, за счет чего снижается производительность и ухуд- шается качество обработанной поверхности.. При выполнении инструмента с переменным в осевом направлении диаметром с профилем, зеркально отображающим профиль детали, и установке со стороны торцов дисков из войлочного полировального материала, радиальная жесткость которых, превышает, например, в 3 раза жесткость поч
50
if)
0 д
5 о ,- 0
$
5
лос i-iз хлопчатобумажной палаточной ткани, стабилизируется нормапьное давление по ширине контакта и уменьшается величина осе вы/ , деформаций полировального инструмента „ При этом создаются условия ,для повышения производительности полирования без ухудшения качества обработанной поверхности и снижается расход пасты и износ инструмента.
В процессе полирования деталей большой ширины сборным полировальным инструментом (фиг.З) составленным из нескольких секций с противоположным винтовым уклоном полос в смежных секциях, уменьшается осевая деформация полирующей основы инструмента и обеспечивается перемещение и отток свободного абразивного порошка пасты от торцов к средней части круга. При этом уменьшается расход пас- ты и инструментов и улучшается качество обработанной поверхности.
Полирование осуществляют на станке модели СМА-19-09 методом врезания корпуса кастрюли по чертежу ЗИФ ТИП 2 +-001 из алюминиевого сплава А5М, при этом используют твердую полировальную пасту на основе стеарина, абразивного порошка ГЭБ (зернистостью мкм) и СЖ К. Шероховатость измеряют после 1 мин обработки (на 3-х позициях по 20 с). Критерием стойкости Т принят радиальный износ инструмента 8 мм. Режимы полирования: V« 0 м/с; Vu м/мин; Р 10-15 кгс.
В таблице, представлены данные сравнительных испытаний известного и предлагаемого инструментов.
При использовании предлагаемого полировального инструмента в процессе полирования деталей из тонколистовых пластичных материалов увеличивается в 1,6-1,7 раза производительность, снижается расход абразивной пасты инструмента, уменьшается высота шероховатости обработанной поверхности, обеспечивается равномерная шероховатость малой высоты на обработанной поверхности и однотонный внешний вид.
Формула изобретения
1
при этом по крайней мере, один вид полос выполнен из хлопчатобумажной ткани, отличающийся тем, что, с целью повышения качества полирования, второй вид полос выполнен также из хлопчатобумажной ткани,причем все полосы выполнены с односторонней винтовой закруткой и оасполо- жены с чередованием на торцах круга концов полос с одинаковым угловым шагом, при этом длина полос равна длине окружности инструмента, а число полос из более жесткого хлопчатобумажного материала равно числу их заходов, при этом ширина этих полос выполнена одинаковой и равна 0,,0 средней ширины полос инструмента.
Сборный круг из пересекающихся полос сизалевой и х/б палаточной ткани (по авт..1 )
РВ
м «
15
10
15
15
15
15
(h.-h)
15
15
10 (h,-О, Bh,.. )
5 (h, - 0,5hfp
516
(h,-O.Sh- )
1210 (h,- IJiy
1510 (M -1.
Алюминиевый сплав А5Н
06850 2
из менее жесткого материала выполнены с параллельной укладкой слоев ткани, а полосы из более жесткого материала выполнены с сочетанием двухслойной параллельной и трехслойной укладки ткани на периодически повторяемых в окружном направлении секторных участках.
+. Инструмент по пп., отличающийся тем, что полосы из более жесткого материала выполнены из палаточной ткани, а из менее жестко- го - из ситца или сатина
10
15
5
0.25-0,
0,65
38
0,20-0,300,60 30
На обработанной поверхность; формируется неравномерная шероховатость с матовым оттенком. Ие отвечает требованиям чертежа
На обработанной поверхности наблюдается неоднородный световой оттенок и неравномерная высота керохов.
0,19-0,250,55 26
0,08-0,100,54 20
ОДНОТОННЫЙ ВНЕШНИЙ ВИД и
зеркально чистая обработанная поверхность
Неравномерная вероховатостг обработанной поверхности и световые полосы с меод- породным оттенком
05890ZI
.-60
| Авторское свидетельство СССР № , кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
