Изобретение относится к производству режущего инструмента из полировального материала, предназначенного для обработки отверстий.
Цель изобретения - повышение производительности путем увеличения количества абразива (полировального материала) в единице рабочего объема головки.
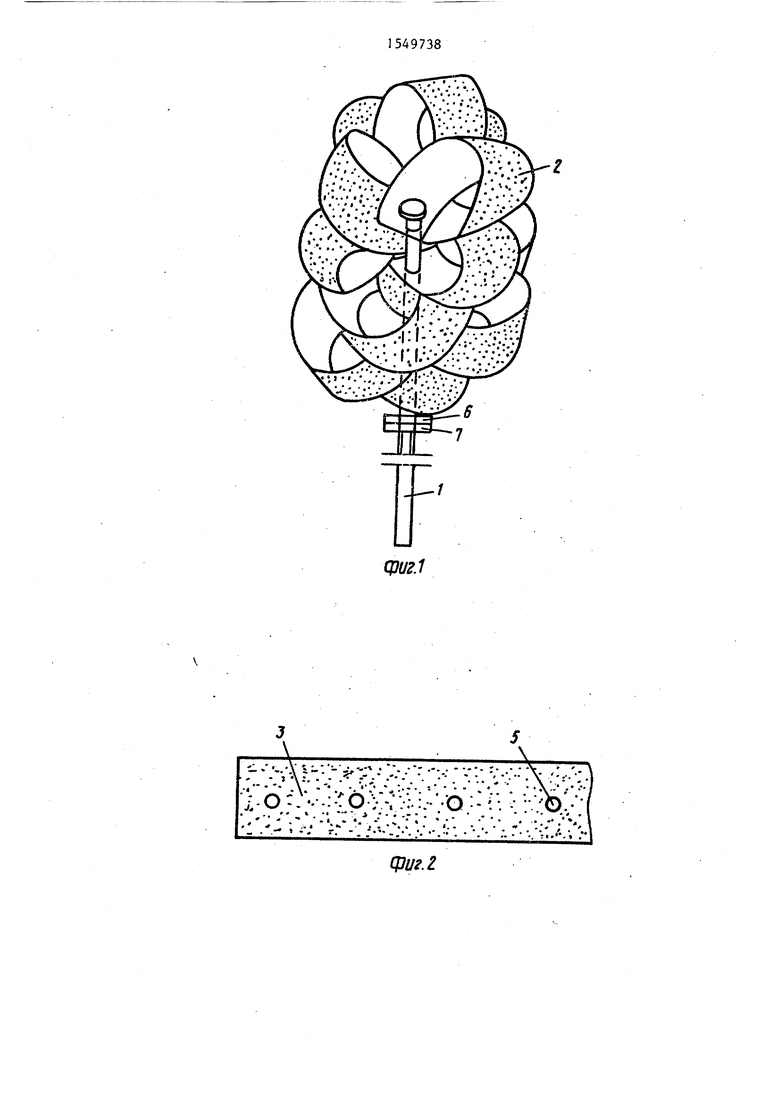
На фиг. 1 изображена головка для полирования отверстий в сборе; на фиг. 2 - часть ленты полировального материала; на фиг. 3 - часть рабочего объема головки с двумя полировальными элементами.
Головка для полирования отверстий содержит оправку 1, на которой размещены рабочие элементы 2, равномерно расположенные в окружном направлении, выполненные из ленты 3 полировального материала в виде петель 4 с односторонним содержанием абразива на участках соединения отверстий 5 полировальных элементов 2 с оправкой 1. Рабочие элементы 2 установлены на оправку 1 и поджаты с помощью гайки 6 и контргайки 7.
Головку для полирования изготавливают следующим образом.
Из полировального материала, например абразивной шкурки, фетра, войлока, нарезают на ножницах ленты 3. На ленте 3 вырубают отверстия 5 через равный или неравный шаг в зависимости от требований, предъявляемых к головке. Изготавливают металлическую оправку 1 диаметром, равным диаметру отверстия 5, имеющую сводного конца упорный торец для поджатия рабочих элементов 2 и резьбовую часть с другого конца для установки гайки 6 и контргайки 7. На оправку 1 крайним отверстием 5 устанавливают ленту 3, затем свертывают петлю 4 с односторонним расположением абразива, устанавливают отверстием 5 полученный рабочий элемент 2, затем такими же операциями изготавливают следующие рабочие элементы 2 и устанавливают их на оправку 1, и так до окончания ленсл
Јь
со j
02
00
ты 3, При этом в один ряд в окружном направлении можно установить от двух до четырех рабочих элементов 2. Из одной полировальной ленты 3 можно изготовить от четырех до двенадцати рабочих элементов 2. По окончании ленты 3 на оправку 1 устанавливают рабочие элементы 2 следующей ленты.
После набора рабочего объема головки полировальные элементы 2 поджи- 1 мают гайкой 6, контргайкой 7, при , этом можно устанавливать шайбы или втулки между элементами 2 и гайкой 6. Головка для полирования отверстий готова к работе. Длина между отверстиями 5, длина рабочего элемента 2, выбирается исходя из условия размещения рабочего элемента в отверстии с натягом для обеспечения контакта с поверхностью обработки и деформации и может быть равна 0,6-0,8 длины окружности обрабатываемого отверстия. Ширина рабочего элемента 2 (ширина ленты 3) может быть равна 0,1-1,15 длины между отверстиями для обеспечения гибкости отдельного элемента 2 и увеличения площади последнего. Диаметр отверстия 5 может быть принят равным 3-5 мм в зависимости от условия надежного закрепления рабочих элементов 2 на оправке 1. При обработке обеспечивают вращение головки и ее возвратно-поступательное перемещение относительно детали.
Ш
15
20
5
30
ваемого отверстия, при этом основны рабочим движением является возвратн поступательное перемещение головки при небольшом угловом развороте во- круг оси оправки 1. При обработке р бочие элементы 2 деформируются благ даря наличию свободного объема межд ними, оправкой 1 и стенками обрабат ваемого отверстия.
Применение предложенной головки для полирования отверстий позволяет повысить производительность обработ ки в результате повышения плотности полировальных элементов в единице р бочего объема головки, так как рабо чий объем образован из петель, выполненных из единой ленты, у которых конец предыдущей петли является началом следующей, так как на единице длины стержня устанавливается,больше количество полировальных элементов; повышения жесткости полировальных эл ментов, так как они связаны в едино целое и осуществляют взаимную подде ку при контакте полировальных элемен тов с обрабатываемой поверхностью; пользования в качестве рабочих пере мещений: прямого и обратного вращения, возвратно-поступательного пере мещения, так как абразивонесущая поверхность направлена во все стороны
Кроме того, головка для полирова ния отверстий позволяет расширить т нологические возможности увеличением
Количество лент 3, устанавливаемых номенклатуры обрабатываемых поверх
5
0
5
0
ваемого отверстия, при этом основным рабочим движением является возвратно- поступательное перемещение головки при небольшом угловом развороте во- круг оси оправки 1. При обработке рабочие элементы 2 деформируются благодаря наличию свободного объема между ними, оправкой 1 и стенками обрабатываемого отверстия.
Применение предложенной головки для полирования отверстий позволяет повысить производительность обработки в результате повышения плотности полировальных элементов в единице рабочего объема головки, так как рабочий объем образован из петель, выполненных из единой ленты, у которых конец предыдущей петли является началом следующей, так как на единице ( длины стержня устанавливается,большее количество полировальных элементов; повышения жесткости полировальных элементов, так как они связаны в единое целое и осуществляют взаимную поддержку при контакте полировальных элементов с обрабатываемой поверхностью; использования в качестве рабочих перемещений: прямого и обратного вращения, возвратно-поступательного перемещения, так как абразивонесущая поверхность направлена во все стороны.
Кроме того, головка для полирования отверстий позволяет расширить технологические возможности увеличением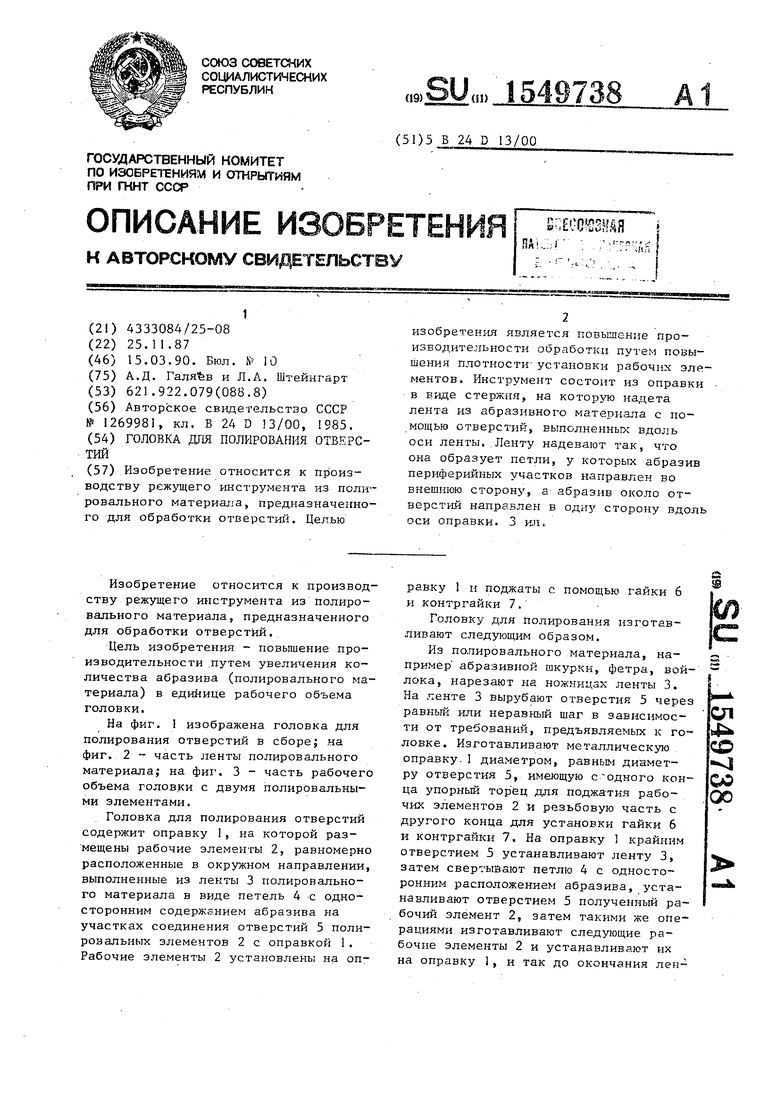

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полировального круга | 1985 |
|
SU1341007A1 |
| Лепестковый абразивный круг | 1987 |
|
SU1433783A2 |
| Лепестковый полировальный круг | 1985 |
|
SU1301679A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Полировальный станок для обработки лопаток турбореактивных двигателей | 1959 |
|
SU129106A1 |
| Полировальный круг | 1986 |
|
SU1373554A1 |
| Лепестковый круг | 1987 |
|
SU1433781A1 |
| Полировальный инструмент | 1980 |
|
SU908586A1 |
| БЕСКОНЕЧНАЯ ПОЛИРОВАЛЬНАЯ ЛЕНТА | 1991 |
|
RU2014990C1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |

Изобретение относится к производству режущего инструмента из полировального материала, предназначенного для обработки отверстий. Целью изобретения является повышение производительности обработки путем повышения плотности установки рабочих элементов. Инструмент состоит из оправки в виде стержня, на которую надета лента из абразивного материала с помощью отверстий, выполненных вдоль оси ленты. Ленту надевают так, что она образует петли, у которых абразив периферийных участков направлен во внешнюю сторону, а абразив около отверстий направлен в одну сторону вдоль оси оправки. 3 ил.
на оправку 1, может быть от одной до десяти и зависит от длины головки. По мере износа открепляют гайку 6, контргайку 7, снимают изношенные рабочие элементы 2, устанавливают новые рабочие элементы 2, поджимают их гайкой 6 и контргайкой 7. При обработке ступенчатых отверстий на оправку 1 устанавливают рабочие элементы 2 таким образом, чтобы их образующая повторяла профиль отверстия, при этом основным рабочим движением является вращение головки при незначительном возвратно-поступательном перемещении.. При обработке отверстий специального профиля на оправку 1 устанавливают рабочие элементы 2 разной длины между отверстиями 5 с повторением рабочими элементами 2 профиля обрабаты0
5
0
ностей.
Формула изобретения
Золовка для полирования отверстий, содержащая оправку, на которой закреплена с образованием петлеобразных рабочих элементов лента из абразивной шкурки, отличающая- с я тем, что, е целью повышения производительности обработки путем повышения плотности установки рабочих элементов, вдоль оси ленты выполнены отверстия, которыми она последовательно нанизана на оправку так, что абразив периферийных участков рабочих элементов направлен во внешнюю сторону, а абразив около отверстий направлен в одну сторону вдоль оси оправки.
оо
го
Г-
Ti ЧГ
ш
,
..
. : О
,
«SJ
I
o,, .-J i.
: -,. ....
v;v
r ч.
f 0 ;V
, , ; л , , - i
сриг.з
| Способ изготовления полировального инструмента | 1985 |
|
SU1269981A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
