Изобретение относится к технологии изготовления сильфонов, в частности к устройствам для правки геометрических размеров и формы сильфонов, применяемой при термической обработке.
Известно устройство для исправления контура обечаек, содержащее несколько цилиндрических элементов, упирающихся торцевыми поверхностями друг на друга. Формообразующая оболочка выполнена разъемной. Увеличение диаметра заготовки осуществляется за счет разницы в коэффициентах линейного расширения материалов оправки и обечайки, а также за счет увеличения наружного диаметра формообразующей оболочки при радиальном перемещении ее секторов в результате взаимодействия скосов на внутренней и наружной оболочке (А.С. СССР №300525, МКП С 21 D 9/06, 1969).
Недостатком этого устройства является то, что термообработка особо тонких цилиндрических обечаек на такой оправке влечет за собой снижение качества получаемых изделий, так как на последних появляется огранка. Кроме того, при малой осевой протяженности обечаек не удается в полной мере трансформировать незначительную в этом случае осевую деформацию центрального стержня в радиальную без значительного увеличения габаритов и материалоемкости устройства.
Известно устройство, выбранное за прототип, в виде оснастки для термостабилизации сильфонов, содержащее стержень с головкой и гайкой, разъемные полукольца и взаимодействующие с ними втулки (А.С. СССР №850701, МКП С 21 D 9/06, 1979). Оснастка снабжена укрепленными между полукольцами, расположенными на длине, равной гофрированной части сильфона, шпильками.
Однако данное устройство не может быть использовано для изготовления одногофровых сильфонов высокого качества, так как не позволяет производить надежную центровку и соосность цилиндрических частей одногофрового, с внутренним гофром, сильфона из-за большого количества разъемных и собранных в узлы деталей оснастки.
Задачей настоящего изобретения является создание простой и технологичной конструкции устройства для термоправки одногофровых сильфонов, обеспечивающей высокое качество по величине диаметра, центровке и соосности цилиндрических обечаек одногофрового сильфона.
Техническим результатом изобретения является получение одногофрового сильфона с высокой точностью геометрических размеров и упрощение конструкции оправки и повышение производительности при серийном производстве сильфонов.
Указанная задача решается тем, что в устройстве для термоправки одногофровых сильфонов за счет различия коэффициентов линейного расширения оправки и сильфонов, содержащем разъемные кольца, установленные между взаимодействующими с ними крышками, стянутыми стяжкой, верхнее и нижнее кольца упираются торцевыми частями одно в другое и выполнены с формообразующей цилиндрической наружной поверхностью с проточкой под внутренний гофр сильфона и скосами на внутренней стороне верхнего кольца и части наружной стороны нижнего кольца, упирающимися в скосы подпорного кольца.
Кроме того, в устройстве скосы могут быть выполнены в виде конических поверхностей.
Дополнительно, в устройстве наружный скос подпорного кольца может быть выполнен под углом к оси устройства, меньшим или равным предельному углу трения материалов верхнего и подпорного колец.
Кроме того, наружный скос подпорного кольца устройства может быть выполнен под углом 6°÷16° к оси устройства.
Кроме того, в устройстве внутренний скос подпорного кольца может быть выполнен под углом к оси устройства, большим предельного угла трения материалов нижнего и подпорного колец.
Дополнительно, внутренний скос подпорного кольца устройства может быть выполнен под углом 25°÷35° к оси устройства.
Дополнительно, в устройстве подпорное кольцо может быть выполнено с осевым выступом над торцевой поверхностью верхнего кольца.
Кроме того, в устройстве на верхней крышке и нижнем торце нижнего кольца может быть выполнена проточка под осевой выступ подпорного кольца, а на нижней крышке может быть выполнен осевой выступ, аналогичный осевому выступу подпорного кольца.
Дополнительно, в нижнем кольце устройства может быть установлен радиальный штифт, а в подпорном кольце выполнен соответствующий ему паз.
Кроме того, в верхнем кольце устройства может быть установлен радиальный штифт, а в подпорном кольце выполнен соответствующий ему паз.
Дополнительно, в нижнем кольце устройства напротив торца подпорного кольца может быть выполнено одно или несколько вертикальных отверстий.
Дополнительно, в нижнем кольце устройства напротив торца верхнего кольца может быть выполнено одно или несколько вертикальных отверстий.
Кроме того, устройство может быть выполнено из нескольких последовательно чередующихся подпорных, верхних и нижних колец.
Изобретение поясняется чертежами.
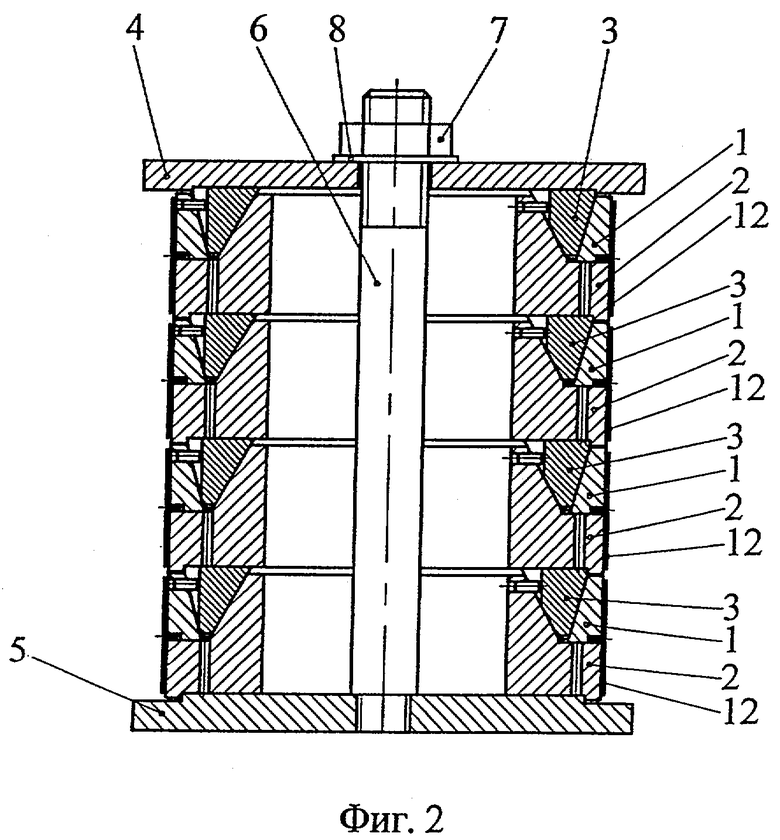
Фиг.1 - устройство для термоправки одногофровых сильфонов, продольный разрез.
Фиг.2 - устройство для термоправки нескольких одногофровых сильфонов, собранных в садку для одновременной термообработки, продольный разрез.
Устройство для термоправки одногофровых сильфонов содержит разъемные верхнее кольцо 1, нижнее кольцо 2 и подпорное кольцо 3, установленные между верхней крышкой 4 и нижней крышкой 5. Крышки 4 и 5 стянуты стяжкой в виде стержня 6 с гайкой 7 и шайбой 8. Верхнее кольцо 1 взаимодействует с нижним кольцом 2 по торцевой части 9. Наружная цилиндрическая поверхность 10 кольца 1 и часть наружной цилиндрической поверхности 11 кольца 2 образуют формообразующую поверхность для сильфона 12, с внутренним гофром 13, размещенным в проточке 14 кольца 1. На внутренней стороне кольца 1 выполнен скос 15. На части наружной стороны кольца 2 выполнен скос 16. Скосы 15 и 16 упираются в соответствующие наружный и внутренний скосы подпорного кольца 3.
Скосы 15 и 16 могут быть выполнены в виде конических поверхностей.
Наружный скос 15 подпорного кольца 3 может быть выполнен под углом α к оси устройства, меньшим или равным предельному углу трения материалов верхнего кольца 1 и подпорного кольца 3.
Внутренний скос 16 подпорного кольца 3 может быть выполнен под углом β к оси устройства, большим предельного угла трения материалов нижнего кольца 2 и подпорного кольца 3.
Подпорное кольцо 3 выполнено с осевым выступом 17 величиной Н над торцевой поверхностью 18 верхнего кольца 1.
Верхняя крышка 4 выполнена с осевой проточкой 19 глубиной h, в которую заходит выступ 17, причем H>h. Аналогичная проточка 20 глубиной h выполнена на нижнем торце нижнего кольца 3. На нижней крышке 5 выполнен осевой выступ 21 величиной Н, аналогичный выступу 17 подпорного кольца 3, который заходит в проточку 20.
В нижнем кольце 2 установлен радиальный штифт 22, а в подпорном кольце 3 выполнен соответствующий ему паз 23.
В верхнем кольце 1 установлен радиальный штифт 24, а в подпорном кольце 3 выполнен соответствующий ему паз 25.
В нижнем кольце 2 напротив нижнего торца подпорного кольца выполнено одно или несколько вертикальных отверстий 26, а напротив нижней торцевой части 9 верхнего кольца выполнено одно или несколько вертикальных отверстий 27.
В варианте выполнения на Фиг.2 устройство содержит несколько последовательно чередующихся подпорных 3, верхних 1 и нижних 2 колец, стянутых стержнем 6 в общую стойку для одновременной термоправки нескольких сильфонов 12.
Устройство работает следующим образом.
Для термоправки на нижнее кольцо 2 одевается с небольшим зазором сильфон 12 и в него вставляется верхнее кольцо 1. Между кольцами 1 и 2 устанавливается подпорное кольцо 3, и этот пакет стягивается между крышками 4 и 5 стержнем 6 с гайкой 7 и устанавливается в печь для нагревания. При стяжке пакета происходит установка кольца 1 относительно кольца 2 одновременно по двум поверхностям: по скосам 15 и 16 подпорного кольца 3 происходит установка соосности цилиндрических формообразующих поверхностей 10 и 11, а за счет контакта колец 1 и 2 по торцевой части 9 происходит установка осевого расположения этих поверхностей. Таким образом, конструктивное выполнение устройства сохраняет высокую, полученную при изготовлении устройства точность установки формообразующих поверхностей 10 и 11 относительно друг друга после операций сборки устройства и стяжки колец 1, 2, и 3 между крышками 4 и 5 стержнем 6 с гайкой 7. Наилучшие условия соосности и осевого позиционирования колец 1, 2 и 3 обеспечиваются, если скосы 15 и 16 выполнены в виде конических поверхностей. Наружный скос 15 подпорного кольца 3 при этом выполнен под углом α к оси устройства, меньшим или равным предельному углу трения материалов верхнего кольца 1 и подпорного кольца 3, а внутренний скос 16 подпорного кольца 3 выполнен под углом β к оси устройства, большим предельного угла трения материалов нижнего кольца 2 и подпорного кольца 3. Причем, если кольца 1, 2 и 3 выполнены из стали, то целесообразно выбрать α=6°-16°, a β=25°-35°.
Радиальный штифт 24, установленный в верхнем кольце 1 и входящий в соответствующий ему паз 25 в подпорном кольце 3, предотвращает смещение подпорного кольца 3 по азимуту относительно верхнего кольца 1, а радиальный штифт 22, установленный в нижнем кольце 2 и входящий в соответствующий ему паз 23 в подпорном кольце 3, предотвращает смещение подпорного кольца 3 по азимуту относительно нижнего кольца 2, что повышает точность установки формообразующей поверхности 10 относительно формообразующей поверхности 11 при операциях сборки-разборки устройства.
При нагревании собранного устройства с сильфоном 12 зазор между ним и формообразующими поверхностями 10 и 11 выбирается за счет разницы в коэффициентах линейного расширения сильфона 12 и колец 1, 2, и 3 и происходит термоправка сильфона 12 по точно установленным формообразующим поверхностям 10 и 11, что обеспечивает повышение качества изготовления сильфонов.
После охлаждения устройства стяжку снимают и кольца разъединяют, освобождая термовыправленный сильфон 12, между которым и кольцами 1 и 2 образуется зазор, позволяющий легко снять сильфон. При затруднении разъединения колец 1, 2 и 3 между собой из-за возможного их термоспекания при высокой температуре термообработки сильфона 12 используют выколотки, вставляя их в отверстия 26 или 27.
При серийном производстве для термоправки собирают несколько пакетов из колец 1, 2 и 3 с сильфонами 12 на общем стержне 6 в стойку и проводят термообработку стойки. При этом обеспечивается идентичные условия по установке формообразующих поверхностей 10 и 11 во всех пакетах стойки, которые стянуты общим стержнем 6 с одним и тем же усилием, образующимся в стержне 6 при затяжке гайки 7. Осевое направление этого усилия относительно всех колец стяжки обеспечивается взаимодействием выступов 17 подпорных колец 3 и выступа 21 нижней крышки 5 с соответствующими проточками 20 нижних колец 2 и проточкой 19 верхней крышки 4.
Применение такого устройства обеспечивает одинаковые размеры и форму сильфонов после охлаждения стойки и повышает производительность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2012 |
|
RU2490338C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ (ВАРИАНТЫ) | 2007 |
|
RU2362816C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2261280C1 |
| Разгрузочное устройство центробежного секционного насоса с геометрически замкнутыми наклонными несущими поверхностями | 2022 |
|
RU2791079C1 |
| ПАКЕР ДВУСТОРОННЕГО ДЕЙСТВИЯ | 1997 |
|
RU2107803C1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| Уплотнение сосудов высокого давления с большим перепадом температур | 2023 |
|
RU2816744C1 |
| Стартер для двигателя внутреннего сгорания | 2016 |
|
RU2618983C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
Изобретение относится к технологии изготовления сильфонов, в частности к устройствам для правки геометрических размеров и формы сильфонов, применяемой при термической обработке. Устройство для термоправки одногофровых сильфонов за счет различия коэффициентов линейного расширения оправки и сильфонов содержит разъемные кольца, установленные между взаимодействующими с ними крышками, стянутыми стяжкой. Верхнее и нижнее кольца упираются торцевыми частями одно в другое и выполнены с формообразующей цилиндрической наружной поверхностью с проточкой под внутренний гофр сильфона и скосами на внутренней стороне верхнего кольца и части наружной поверхности нижнего кольца, упирающимися в скосы подпорного кольца. Скосы выполнены в виде конических поверхностей. Наружный скос подпорного кольца выполнен под углом к оси устройства, меньшим или равным предельному углу трения материалов верхнего и подпорного колец, а внутренний скос подпорного кольца выполнен под углом к оси устройства, большим предельного угла трения материалов нижнего и подпорного колец. Устройство может быть выполнено из нескольких последовательно чередующихся подпорных, верхних и нижних колец для одновременной термоправки нескольких сильфонов в стойке. Изобретение обеспечивает высокое качество одногофровых сильфонов по величине диаметра, а также обеспечивает надежную центровку и соосность. 12 н.п. ф-лы, 2 ил.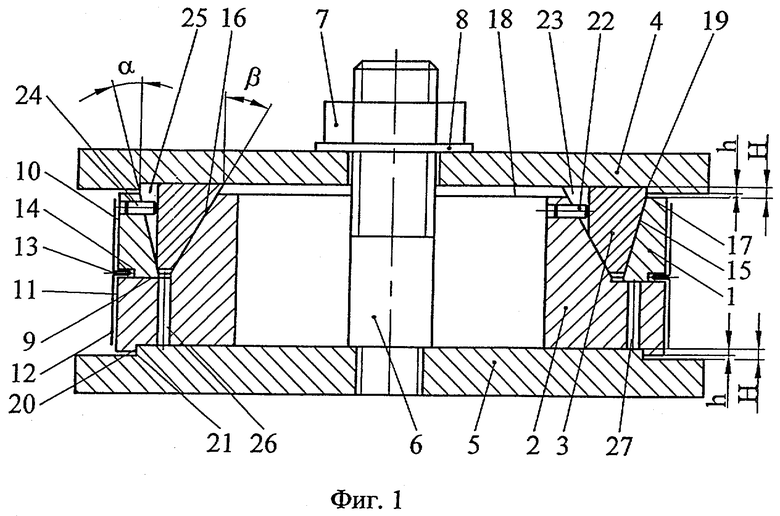
| Оснастка для термостабилизацииСильфОНОВ | 1979 |
|
SU850701A1 |
| Устройство для термической правки изделий | 1981 |
|
SU1018984A1 |
| Устройство для фиксации изделий при термической обработке | 1976 |
|
SU670234A3 |
| УСТРОЙСТВО ДЛЯ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 0 |
|
SU247985A1 |

