ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 1971 |
|
SU300525A1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1999 |
|
RU2163175C1 |
| УСТРОЙСТВО ДЛЯ ИСПРАВЛЕНИЯ КОНТУРА ОБЕЧАЕК | 1969 |
|
SU247985A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГИХ МЕТАЛЛИЧЕСКИХ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК | 2017 |
|
RU2641202C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2236320C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОПРАВКИ ОДНОГОФРОВЫХ СИЛЬФОНОВ | 2004 |
|
RU2277131C9 |
Изобретение относится к технологии изготовления кольцевых деталей и может быть использовано при термической обработке деталей типа обечаек. Устройство содержит цилиндрическую оправку из материала с коэффициентом линейного расширения большим, чем у материала детали, разрезное кольцо и секционную формообразующую оболочку. Оправка, имеющая возможность перемещения вдоль оси детали при помощи осаживающего стержня, соединена с фор- мообразующей оболочкой посредством звеньев и шарниров, установленных на выступах оправки и оболочки, причем звенья выполнены в виде пластины с пазами под выступы оправки и оболочки. 3 ил.
Изобретение относится к технологии изготовления кольцевых деталей и может быть использовано при термической обработке деталей типа обечаек.
Цель изобретения - повышение производительности труда за счет расширения технологических возможностей.
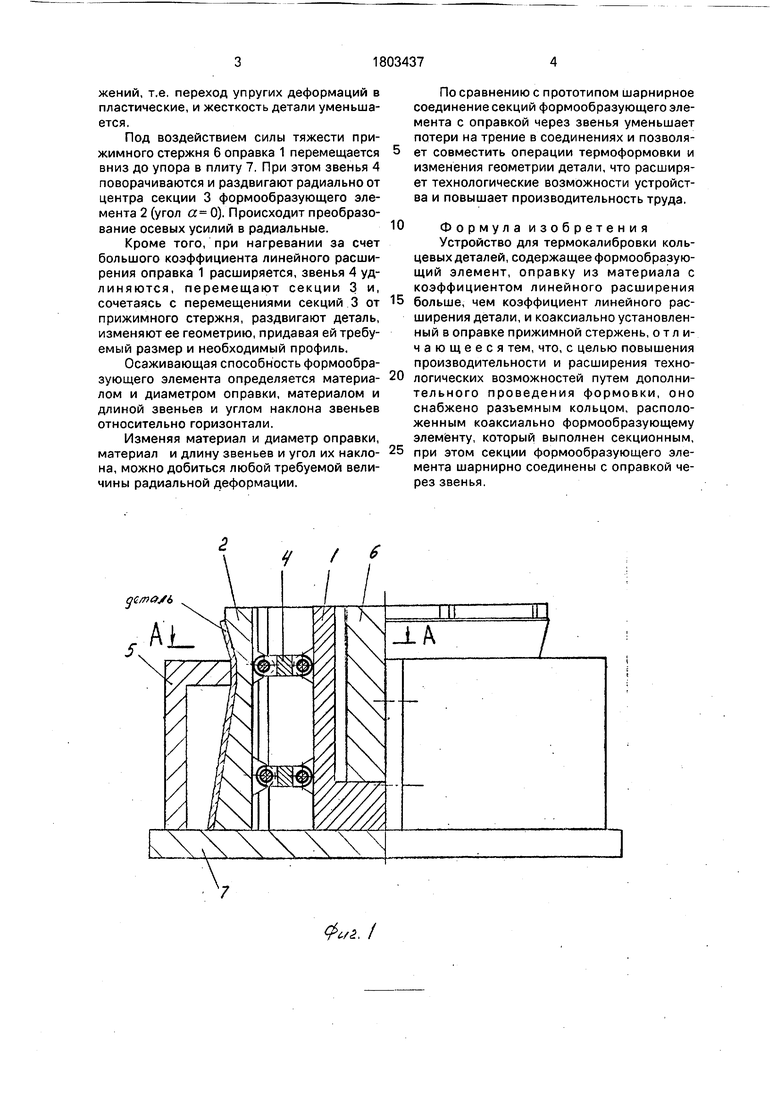
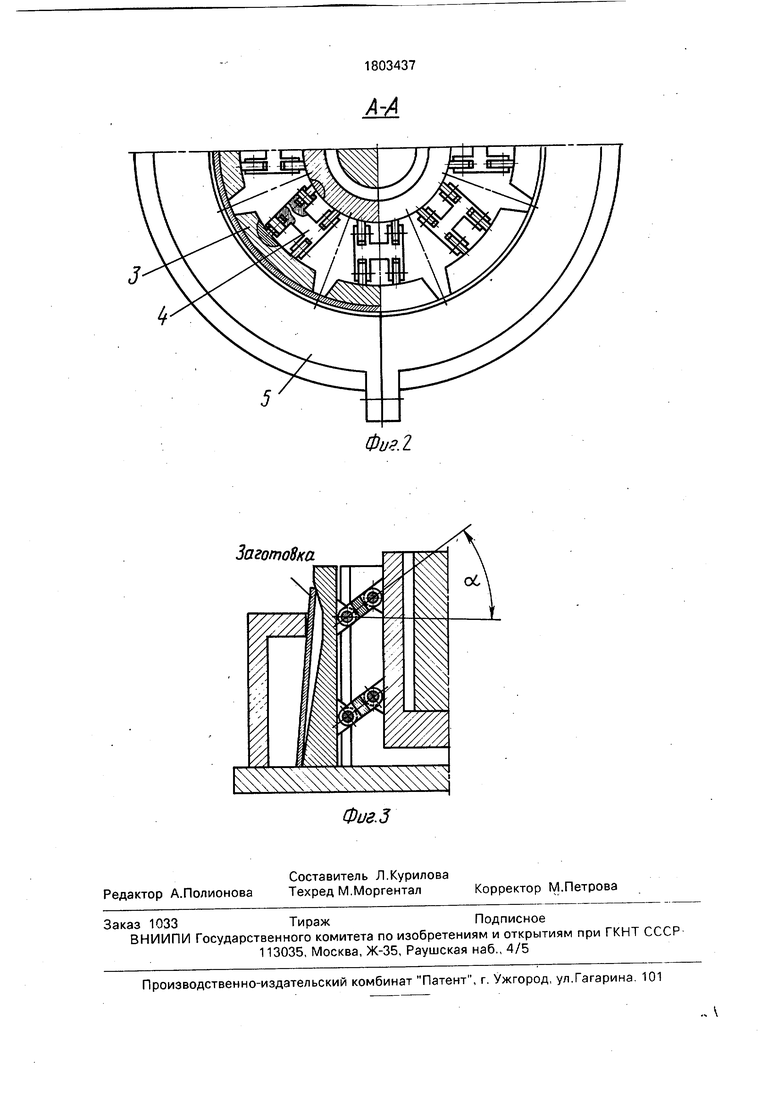
На фиг. 1 - изображено устройство, общий вид, момент термоформовки и изменения формы детали; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - момент начала изменения формы детали,
Устройство содержит оправку 1 из материала с коэффициентом линейного расширения больше, чем коэффициент линейного расширения материала детали, и формооб- разующий элемент 2, который выполнен секционным, при этом секции 3 формообра- зующего элемента шарнирно соединены с оправкой 1 через звенья 4. Устройство снабжено также разъемным кольцом 5 и прижимным стержнем 6, расположенными коакси- ально формообразующему элементу 2 и оправке 1.Устройство установлено на плиту 7.
Устройство работает следующим образом.
Первоначально секции 3 формообразу- ющего элемента 2 сдвинуты к центру детали на размер, обеспечивающий возможность установки заготовки. При этом звенья 4 повернуты на угол а. относительно горизонтали. После установки заготовки устанавливаются разъемное кольцо 5 коак- сиально формообразующему элементу 2. Прижимной стержень 6, установленный ко- аксиально в оправке 1, обеспечивает предварительное формообразование заготовки в пределах упругих деформаций. При нагревании в печи происходит релаксация напря00
о
СА) CJ VI
жений, т.е. переход упругих деформаций в пластические, и жесткость детали уменьшается.
Под воздействием силы тяжести прижимного стержня 6 оправка 1 перемещается вниз до упора в плиту 7. При этом звенья 4 поворачиваются и раздвигают радиально от центра секции 3 формообразующего элемента 2 (угол а 0). Происходит преобразование осевых усилий в радиальные.
Кроме того, при нагревании за счет большого коэффициента линейного расширения оправка 1 расширяется, звенья 4 уд- линяются, перемещают секции 3 и, сочетаясь с перемещениями секций 3 от прижимного стержня, раздвигают деталь, изменяют ее геометрию, придавая ей требуемый размер и необходимый профиль.
Осаживающая способность формообразующего элемента определяется материалом и диаметром оправки, материалом и длиной звеньев и углом наклона звеньев относительно горизонтали.
Изменяя материал и диаметр оправки, материал и длину звеньев и угол их наклона, можно добиться любой требуемой величины радиальной деформации.
#«. /
0
5
0
5
По сравнению с прототипом шарнирное соединение секций формообразующего элемента с оправкой через звенья уменьшает потери на трение в соединениях и позволяет совместить операции термоформовки и изменения геометрии детали, что расширяет технологические возможности устройства и повышает производительность труда.
Формула изобретения Устройство для термокалибровки кольцевых деталей, содержащее формообразую- щий элемент, оправку из материала с коэффициентом линейного расширения больше, чем коэффициент линейного расширения детали, и коаксиально установленный в оправке прижимной стержень, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей путем дополнительного проведения формовки, оно снабжено разъемным кольцом, расположенным коаксиально формообразующему элементу, который выполнен секционным, при этом секции формообразующего элемента шарнирно соединены с оправкой через звенья.
Фи.г
| УСТРОЙСТВО ДЛЯ ТЕРМОКАЛИБРОВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 0 |
|
SU324281A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для термокалибровки деталей | 1977 |
|
SU703183A1 |
