Известен способ нанесения рисунков-аппликаций на резиновые изделия наклеиванием рисунков, но этот способ отличается большим количеством операций (зачистка поверхности резины, покрытие поверхности клеем, выдержка во времени, наклеивание рисунка, чистка поверхности после наклеивания и др.), что обусловливает длительность процесса и значительную трудоемкость технологических операций.
Предлагаемый способ позволяет наносить рисунки-аппликации присасыванием (соединением) слоев сырой резины в вакууме, что достигается закреплением рисунка на болванке перед обтягиванием на нем вакуумом заготовки купальной шапочки с последующей вулканизацией резины.
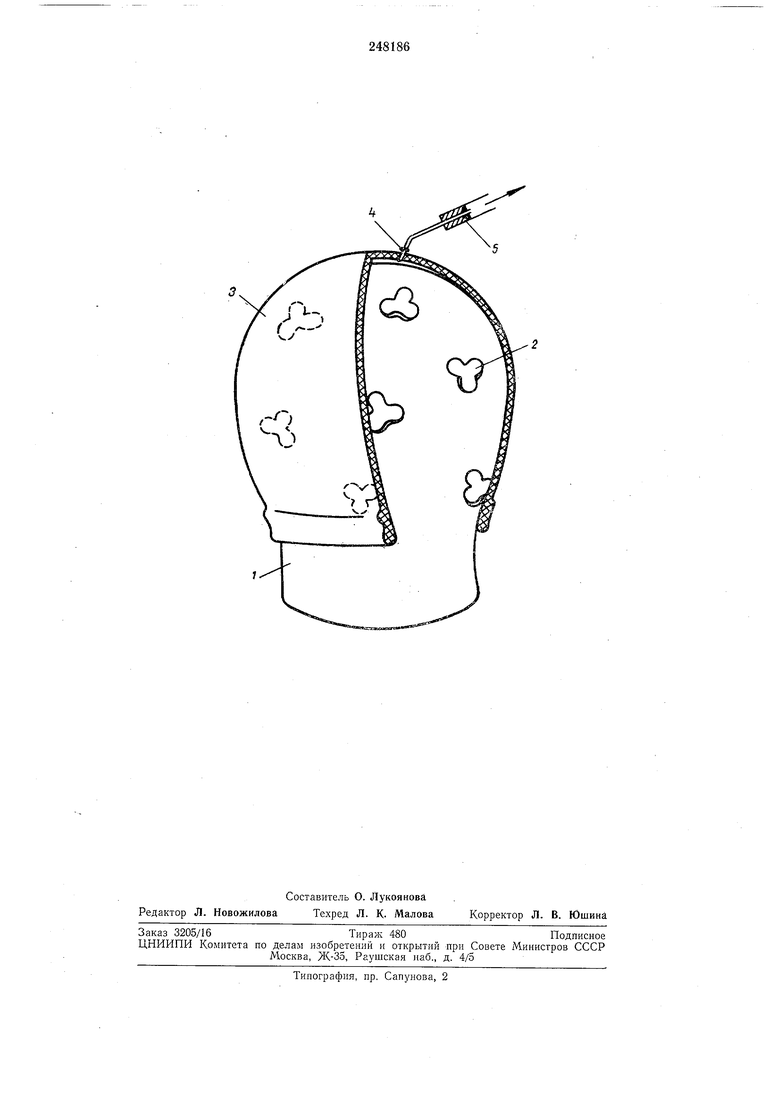
Способ иллюстрируется чертежом.
В подогретую до 30-40°С металлическую болванку 1 вставляют в соответствуюш,ие контуру рисунка углубления (глубиной от 30 до 50% от толшины резины) заготовленные из сырой резины рисунки-аппликации, 2. На болванку / с вставленными в нее рисункамиаппликациями 2 иатягивают заготовку шапочки 3 (так же из сырой резины). Нижнюю кромку заготовки шапочки с утолщенной стенкой равномерно обтягивают и герметически крепят к болванке /. Тонкой иглой 4 прокалывают заготовку купальной шапочки 3 и через шланг 5 отсасывают воздух из пространства между болванкой 1 и заготовкой. Атмос ферным давлением заготовка резиновой шапочки 3 плотно обтягивает болванку /, формируется форма купальной шаночки и слой сырой резины заготовки шапочки 3 присасывается к слоям резины рисунков-аппликаций 2. Иглу 4 удаляют. Болванку / с отформированной на
ней купальной шацочкой в и нанесенными рисунками-аппликациями 2 помещают в печь для вулканизации резины по известной технологии. После процесса вулканизации купальную щапочку снимают с болванки, обрезают края и внутреннюю сторону с рисунком используют в качестве лицевой стороны.
Предмет изобретения
Способ изготовления резиновых изделий с декоративным рисунком, например купальных щапочек, путем формования, нанесения рисунков-аппликаций и вулканизации, отличающийся тем, что, с целью сокращения длительности процесса, рисунки-аппликации помещают в пространство между формующим дорном и надеваемой на него заготовкой изделия, с последующим вакуумированием пространства между дорном и изделием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления армированныхТРубчАТыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU852623A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВОВ ДЛЯ СУЧЕНИЯ РОВНИЦЫ | 2002 |
|
RU2215834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2017 |
|
RU2678266C1 |
| Способ сборки многослойных лент | 1978 |
|
SU806460A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ НАНЕСЕНИЯ КРАСКИ, РИСУНКА, ПЕЧАТИИ ДРУГИХ ИЗОБРАЖЕНИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЯИЗ ПОЛИОЛЕФИНА | 1970 |
|
SU434091A1 |
| Способ гуммирования металлической емкости | 2023 |
|
RU2791780C1 |
| РЕЗИНОВАЯ МАНЖЕТА ДЛЯ ПРОПУСКА В ЗАЩИТНОЙ ТРУБЕ КАБЕЛЯ СВЯЗИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2285854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ЗАГОТОВОК | 1971 |
|
SU317539A1 |