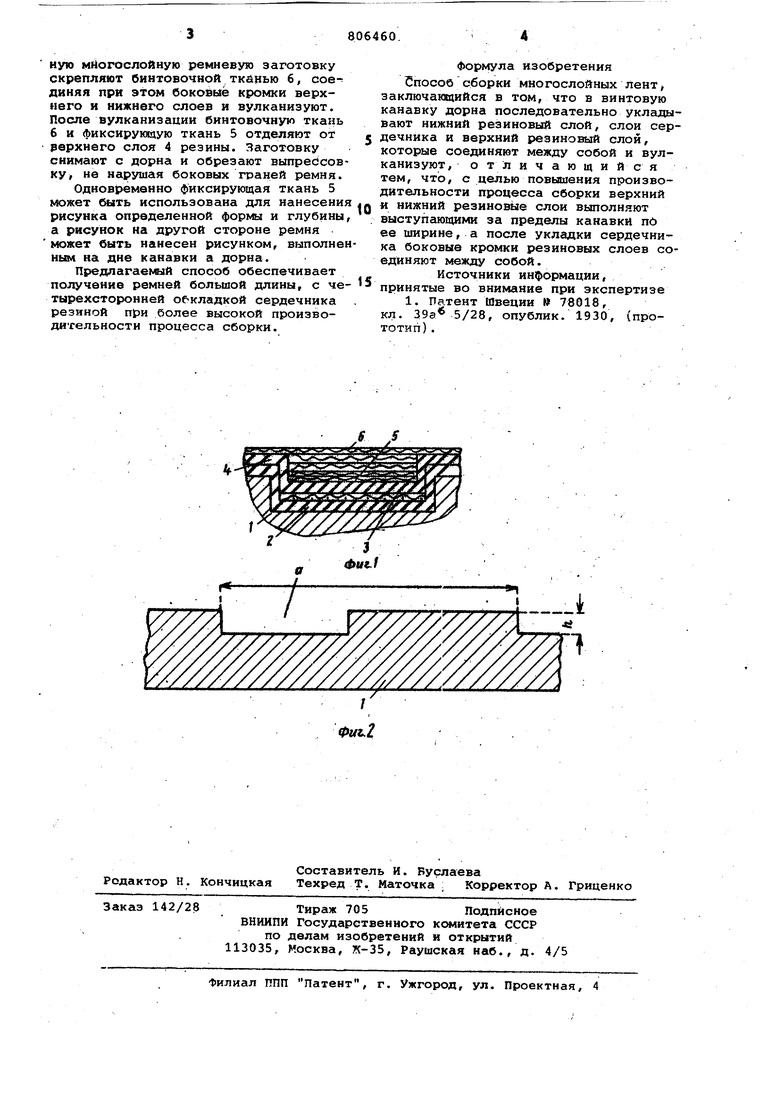
Изобретение относится к спосооай производства резинотехнических изделий и может быть использовано при изготовлении плоских многослойных приводных ремней, транспортерных и прочих лент на основе каучукоподобных материалов с силовым слоем. Известен способ сборки многослойных лент, заключающийся в том, что в винтовую канавку дорна последователь но укладывают нижний резиновый слой, слои сердечника и верхний резиновь слой, которые соединяют между собой и вулканизуют fl . Однако при таком способе сборки для обеспечения необходимой прочности ленты требуется окантовка ее бо«о sax кромок дополнительным резиновым слоем. Эта операция осуществляется после сборки ленты, что снижает производительность процесса сборки. Цель изобретения - повышение производительности процесса сборки. Поставленная цель достигается тем что в способе, заключающемся в том, что в винтовую канавку дорна последовательно укладывают нижний резиновый спой, слои сердечника и верхний резиновый слой, которые соединяют ме ду собой и вулканизуют, верхний и ии НИИ резииовые слои выполняют выступающими за пределы канавки по ее ширине, а после укладки сердечника боковые кромки резиновых слоев соединяют между cotkxA. На фиг. 1 изображена лента в процессе сборки} на фиг. 2 - канавка винтового дорна. способ, показанный на примере изготовления плоских приводных ремней. осуществляют следующим образом. На предварительно смазанную антиадгезиониой эмульсией поверхность винтовой канавки а вращающегося дорна 1 последовательно укладывают нижний слой 2 сырой резины, предварительно обработанный слой 3 сердечни.ка, например армирующую ленту ЛХХ25-83, а затем верхний резиновый слой 4. При этом резиновые слои 2 и 4 выполняют выступающими за пределы канавки а по ее ширине так, что боковые кромки верхнего резинового слоя ложатся на боковые кромки нижнего слоя 2. Затем весь, верхний слой 4 сырой резины промазывают антиадгезионной эмульсией и на ту ее часть, которая расположена в канавке, укладывают полоску фиксирующей ткани 5. Получен-
ную мйогослойную ремневуго заготовку скрепляют бинтовочной ткйнью 6, соединяя при этом боковые кромки верхнего и нижнего слоев и вулканизуют. После вулканизации бинтовочную ткань 6 и фиксиругадую ткань 5 отделяют от верхнего слоя 4 резины. Заготовку снимают с дорна и обрезают выпрессовку не нарушая боковых граней ремня.
Одновременно фиксирующая ткань 5 может быть использована для нанесения рисунка определенной формы и глубины, а рисунок на другой стороне ремня может быть нанесен рисунком, выполненным на дне канавки а дорна.
Предлагае1«1й способ обеспечивает получение ремней большой длины, с четырехсторонней обкладкой сердечника резиной при более высокой производительности процесса сборки.
Формула изобретения
Способ сборки многослойных лент, заключающийся в том, что в винтовую канавку дорна последовательно укладывают нижний резиновый слой, слои сердечника и верхний резиновый слой, которые соединяют между собой и вулканизуют, отличающийся тем, что, с целью повышения производительности процесса сборки верхний и нижний резиновые слои выполняют выступёиощими за пределы канавки пи ее ширине, а после укладки сердечника боковые кромки резиновых слоев соединяют между собой.
Источники информации, принятые во внимание при экспертизе
1. Патент Швеции № 78018, кл. 39э 5/28, опублик. 1930, (прототип) .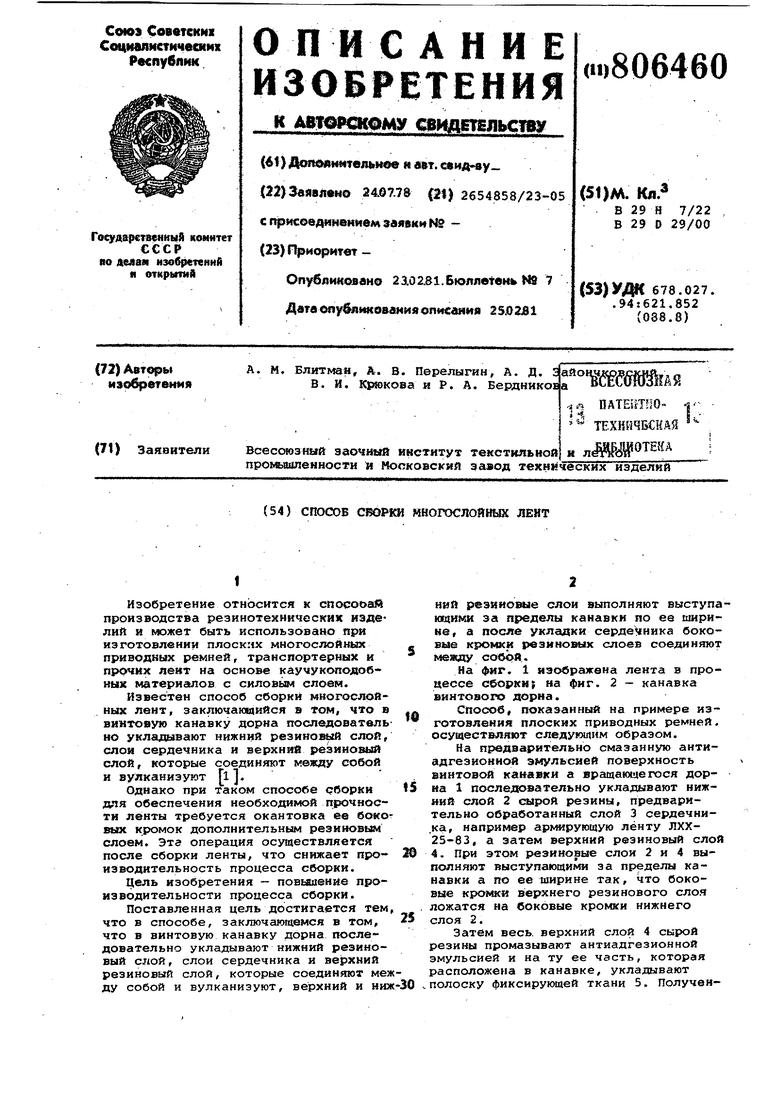
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сучильных рукавов | 1976 |
|
SU603587A1 |
| Способ изготовления кожаного спортивного мяча | 1986 |
|
SU1378870A1 |
| РЕЗИНОВАЯ МАНЖЕТА, СПОСОБ ИЗГОТОВЛЕНИЯ И СПОСОБ ЕЕ СБОРКИ НА ТРУБОПРОВОДЕ | 2005 |
|
RU2309315C1 |
| Изоляционный материал | 2020 |
|
RU2753045C1 |
| ЭЛЕКТРОД АНОДНОГО ЗАЗЕМЛЕНИЯ | 2005 |
|
RU2291226C1 |
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| Многослойный материал | 1980 |
|
SU889668A1 |
| ПРОМОТОР АДГЕЗИИ ДЛЯ РЕЗИНОВЫХ СМЕСЕЙ | 2021 |
|
RU2775752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
