Изобретение относится к устройствам для формирования боковых кромок ковра при изготовлении плит из измельченной древесины.
Известны устройства того же назначения, включающие приводные барабаны, формовочный транспортер с боковыми бортами. Поддоны, на которых формируется стружечный ковер, движутся боковыми кромками между нижними направляющими и неподвижными бортами. Стружка, попадающая в зазор между ними, разрушает боковые кромки движущегося стружечного ковра.
Для экономии материалов и повышения качества кромок ковра у предлагаемого устройства боковые борта формовочного транспортера выполнены в виде бесконечных подвижных лент.
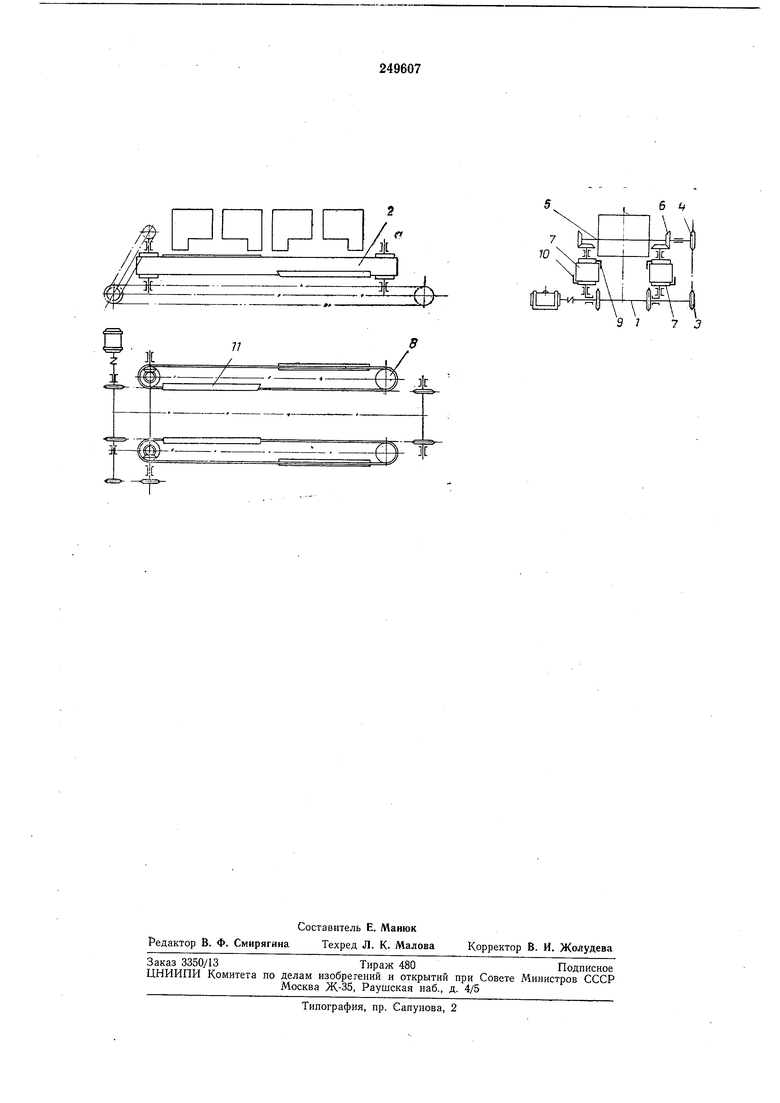
На чертеже схематически изображено предлагаемое устройство в трех проекциях.
Оно включает в себя формовочный транспортер /, боковые борта которого выполнены в виде бесконечных подвижных лент 2. Привод этих лент осуществляется от ведущего вала формовочного транспортера. На валу закреплена звездочка 3, которая через цепь и ведомую звездочку 4 передает вращение на вал 5. На концах этого вала установлены конические шестерни 6. Они образуют зубчатую передачу и приводят во вращение ведущие
вертикальные барабаны 7, от которых приводятся во вращение бесконечные ленты 2. Ведомые барабаны 8 имеют винтовое приспособление для натяжения бесконечных лент. Нижняя кромка ведущей ветви каждой бесконечной ленты опирается на движущиеся поддоны, в результате чего предотвращается провисание и возможность образования щели между лентой и поддоном. Верхняя кромка
ведущей ветви ленты движется в направляющем угольнике 9. Благодаря этому верхняя кромка ленты не отклоняется и, стружка не засыпается за нее. Ведомая ветвь бесконечной ленты 2 нижней кромкой опирается на направляющий угольник 10. Верхняя кромка ведомой ветви ленты удерл ивается в вертикальном положении направляющими полосками 11, установленными с шагом 2QQMM.
20
Предмет изобретения
Устройство для формирования боковых кромок ковра при изготовлении плит из измельченной древесины, включающее приводные барабаны, формовочный транспортер с боковыми бортами, отличающееся тем, что, с целью экономии материалов и повышения качества кромок ковра, боковые борта формовочного транспортера выполнены в виде бесконечных
77
6 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления древесных плит | 1976 |
|
SU648438A1 |
| КОНВЕЙЕР ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПЛИТ НА ОСНОВЕ ГИПСОВЫХ ИЛИ ДРУГИХ ВЯЖУЩИХ БЫСТРОТВЕРДЕЮЩИХ СМЕСЕЙ | 1992 |
|
RU2041064C1 |
| ТРАНСПОРТЕР ДЛЯ ФОРМИРОВАНИЯ СТРУЖЕЧНЫХКОВРОВ | 1969 |
|
SU243824A1 |
| Машина для внесения сыпучих материалов | 1990 |
|
SU1777689A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2089388C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР | 2000 |
|
RU2185761C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ДРЕВЕСНЫХ ЧАСТИЦ | 2006 |
|
RU2323819C1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ ИЗ БЫСТРОСХВАТЫВАЮЩИХСЯ МАТЕРИАЛОВ | 1971 |
|
SU301277A1 |