Изобретение относится к деревообрабатывающей промышленности, точнее к линиям для производства древесностружечных плит.
Известна линия для производства древесностружечных плит, в которой перед прессом установлено приспособление для нанесения на поверхность ковра воды и различных добавок 1.
Известна также линия для производства древесностружечных плит с наружными слоями из волокна, содержащая формирующий ленточный транспортер с опорными роликами, машины для настила внутреннего стружечного слоя и формирования верхнего и ниж него волокнистых слоев, подпрессовщик многослойного ковра, делительную пилу и горячий пресс 2.
На линии можно изготовлять плиты как на поддонах, так и бесподдонным способом, с предварительным уплотнением и без уплотнения наружных слоев, с периодической или непрерывной подпрессовкой многослойного ковра.
Недостатком обеих линий является отсутствие устройств, обеспечив.ающих поперечное совмещение слоев формируемого ковра.
что приводит к. увеличению припусков на обрезку продольных, кромок плит.
Целью изобретения является снижение количества отходов при обрезке плит в размер.
Это достигается тем, что перед машинами для настила внутреннего стружечного слоя и формирования верхнего волокнистого слоя установлены устройства поперечной ори-ентации ленты формирующего ленточного транспортера, каждое из которых выполнено, например, в виде двух, установленных по ширине ленты транспортера с зазором и жестко соединенных поперечной тягой, вертикальных роликов, которые через зубчатое зацепление связаны с опорным роликом ленты.
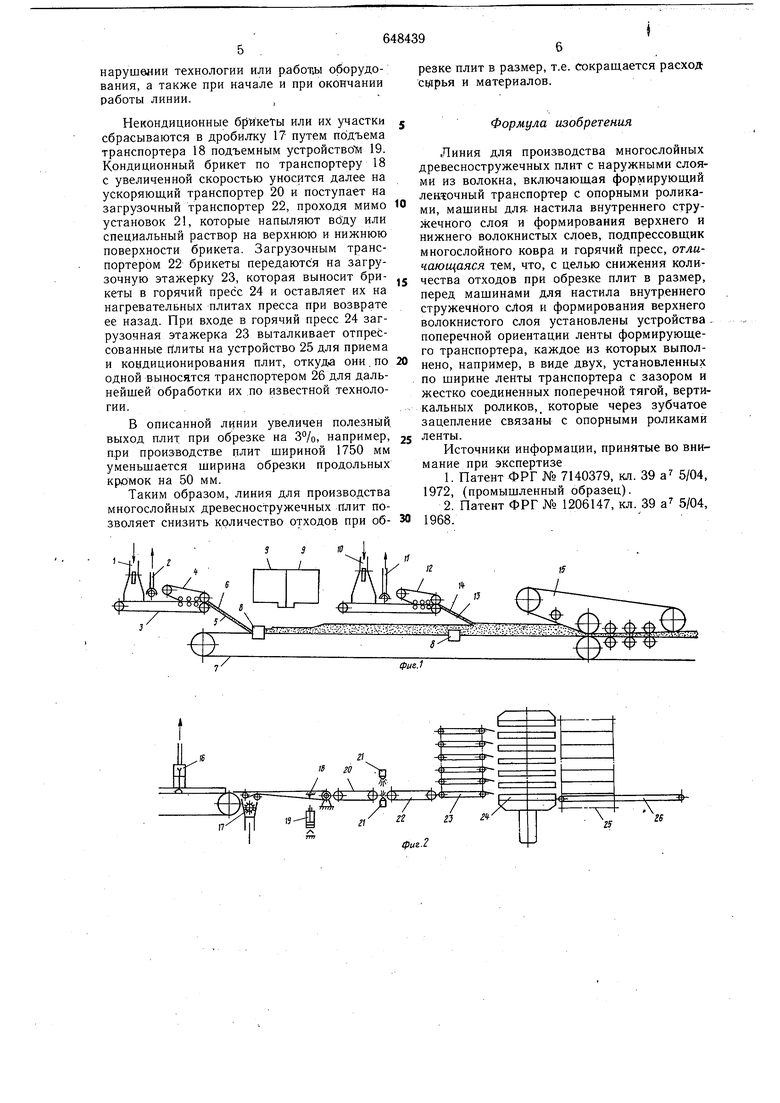
На фиг. 1 изображена предлагаемая линия, продольный разрез по участку формирования и нодпрессовки ковра; на фиг. 2 - то же, продольный разрез по участку р-аскроя ковра на брикеты и. горячего прессования плит; на. фиг. 3 устройство поперечной ориентации ленты формирующего ленточного транспортера, общий вид.
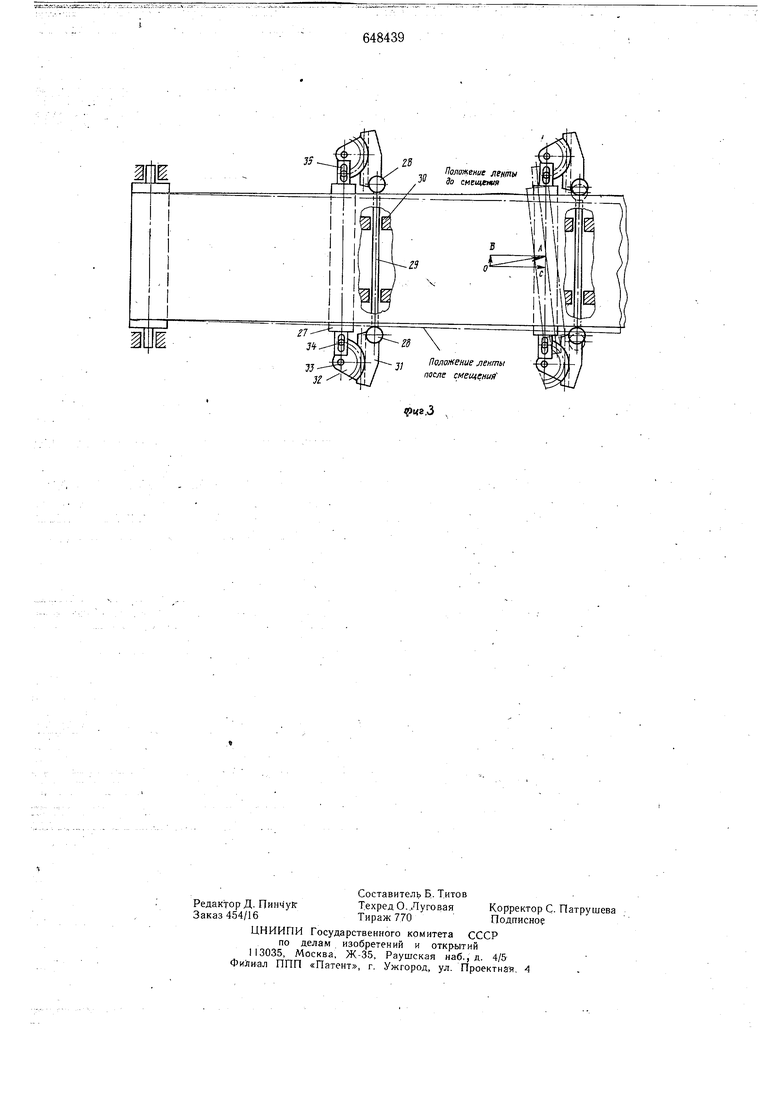
Линия состоит из маш-ины 1 для формирования нижнего волокнистого слоя с кали5 руюшим устройством 2, .транспортером 3 и подпрессовщиком 4, наклонного переходного мостика 5 с устройством б сброса дефектного волокнистого слоя на возврат, формирующего ленточного транспортера 7 с опорными роликами для формирования многослойного ковра, устройства 8 для ориентации ленты формирующего транспортера, машин 9 для настила средних слоев, мащин 10 для формирования верхнего волокнистого слоя с калибрующим устройством 11 и подпрессовщиком 12, наклонного переходного мостика 13 с устройством 14 сброса дефектного волокнистого слоя на возврат, подпрессовщика 15 многослойного ковра. Линия содержит также делительную пилу 16, дробилку 17 для измельчения дефектных брикетов, транспотер 18, подъемное устройство 19, ускоряющий транспортер 20, установку 21 для напыления воды и спецдобавок на поверхность брикета, транспортер 22, этажерки 23, горячий пресс 24, устройство 25 для приема и кондиционирования отпрессованных плит и разгрузочный трансрортер 26. Устройство 8 для поперечной ориентации ленты формирующего транспортера состоит из опорного ролика 27, формирующего транспортера, вертикальных роликов 28, установленных по щирине ленты с зазором и закрепленных на поперечной тяге 29, направляющей 30 поперечной тяги с зубчатыми рейками 31, зубчатых секторов 32 на осях 33 с пальцами 34, вставленными в пазы 35 опорного ролика 27. Линия работает следующим образом. Мащина 1 известной конструкции производит формирование бесконечного нижнего волокнистого слоя, высота которого обеспечивается путем калибрования верхней поверхности слоя при помощи устройства 2. Откалиброванный по высоте нижний волокнистый слой проходит предварительное уплотнение в подпрессовщике 4, после которого транспортабельный нижний волокнистый слой по наклонномупереходному мостику 5 опускается на синхронно с нити движущуюся ленту формирующего ленточного транспортера 7 с опорными роликами. Некондиционный нижний волокнистый слой может быть сброщен с линии на возврат при помощи устройства 6, смонтированного на наклонном переходном мостике 5 (положение устройства в .момент сброса некондиционного нижнего волокнистого слоя показано на. фиг. 1 пунктиром). С целью поперечной ориентации положения ленты формирующего транспортера 7 относительно общей осевой линии, в том числе относительно осей формирующих мащин и настилаемых ими слоев, на формирующем ленточном транспортере 7 после переходного мостика 5 перед формирующими мащинами 9 установлено устройство 8 для ориентации ленты формирующего транспортера 7. Работает устройство 8 следующим образом. При малейщем смещении ленты формирующего ленточного транспортера 7 вертикальные ролики 28, контактирующие с лентой, перемещаются совместно с тягой 29 в направляющих 30 на длину смещения лентьь Зубчатая рейка 31 поворачивает зубчатый сектор.32 вокруг оси 33 и пальцем 34 разворачивает опорный ролик 27. Последний устанавливается под Непрямым углом к продольной оси ленты формирующего транспортера 7. Для предотвращения задира ленты транспортера при смещении вертикальных роликов 28 расстояние между ними берется больще щирины ленты, чтобы обеспечить необходимый рабочий зазор. В результате сила трения ОА ленты о ролик, направленная всегда по касательной к образующей ролика 27, раскладывается на продольную силу ОС и смещающую силу ОВ. Последняя удерживает ленту от смещения и перемещает ленту в исходное положение при малейщих смещениях. Таким образом, лента транспортера 7 со сформированным слоем ковра на ней при подходе в зону насыпки следующего слоя всегда находится под контролем вертикальных роликов 28 устройства 8 поперечной ориентации ленты формирующего транспортера и при малейших отклонениях восстанавливается опорным роликом 27. На движущийся .с лентой формирующего транспортера 7 нижний волокнистый слой производится настил средних слоев ковра при помощи формирующих мащин 9, количеством и режимом работы которых можно изменять конструкцию формируемого ковра. После настила средних слоев бесконечная лента ковра движется к мащине 10, на которой описанным выще способом формируется и с синхронной скоростью опускается по наклонному переходному мостику 1,3 бесконечный верхний слой, совмещаясь с бесконечной лентой ковра на формирующем транспортере 7. После настила среднего стружечного слоя перед спуском верхнего волокнистого слоя по наклонному мостику 13 на формирующем транспортере 7 установлено устройство 8 для повторной поперечной ориентации ленты формирующего транспортера 7. Сформированный многослойный ковер далее бесконечной лентой поступает в подпрессовШик 15, в котором производится непрерывная подпрессовка ковра. При дальнейщем продвижении непрерывная лента подпрессованного ковра поступает на участок раскроя ковра и горячего прессования плит, где сначала при помощи делительной пилы 16 прсгизводится раскрой подпрессованного ковра на кондиционные брикеты необходимой длины или вырезка и обрезка некондициогГных участков ковра, образующихся при нарушении технологии или работ,ы оборудования, а также при начале и при окончании работы линии. Некондиционные брикеты или их участки сбрасываются в дробижу 17 путем подъема транспортера 18 подъемным устройством 19. Кондиционный брикет по транспортеру 18 с увеличенной скоростью уносится далее на ускоряющий транспортер 20 и поступает на загрузочный транспортер 22, проходя мимо установок 21, которые напыляют воду или специальный раствор на верхнюю и нижнюю поверхности брикета. Загрузочным транспортером 22 брикеты передаются на загрузочную этажерку 23, которая выносит брикеты в горячий пресс 24 и оставляет их на нагревательных плитах пресса при возврате ее назад. При входе в горячий пресс 24 загрузочная этажерка 23 выталкивает отпрессованные йлиты на устройство 25 для приема и кондиционирования плит, откуда они.по одной выносятся транспортером 26 для дальнейшей обработки их по известной технологии. В описанной линии увеличен полезный выход плит при обрезке на 3%, например, при производстве плит шириной 1750 мм уменьшается ширина обрезки продольных кромок на 50 мм. Таким образом, линия для производства многослойных древесностружечных плит позволяет снизить количество отходов при обезке плит в размер, т.е. сокращается расход вдрья и материалов. Формула изобретения Линия для производства многослойных ревесностружечных плит с наружными слоями из волокна, включающая формирующий ленточный транспортер с опорными роликами, машины для. настила внутреннего стружечного слоя и формирования верхнего и нижнего волокнистых слоев, подпрессовщик многослойного ковра и горячий пресс, отличающаяся тем, что, с целью снижения количества отходов при обрезке плит в размер, перед машинами для настила внутреннего стружечного слоя и формирования верхнего волокнистого слоя установлены устройства поперечной ориентации ленты формирующего транспортера, каждое из которых выполнено, например, в виде двух, установленных по ширине ленты транспортера с зазором и жестко соединенных поперечной тягой, вертикальных роликов,, которые через зубчатое зацепление связаны с опорными роликами Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 7140379, кл. 39 а 5/04, 1972, (промышленный образец). 2.Патент ФРГ № 1206147, кл. 39 а 5/04, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства древесностружечных плит | 1982 |
|
SU1092048A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| Автоматическая линия производства древесностружечных плит | 1983 |
|
SU1165579A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| Машина для формирования стружечного ковра | 1985 |
|
SU1289689A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ НЕПРЕРЫВНОЙ ЛЕНТЫ БРИКЕТА ИЗ ПОДПРЕССОВЩИКА В ПРЕСС | 1973 |
|
SU381559A1 |