Известен способ контроля и регулирования процесса вибровспучивания газосиликатной смеси по скорости вибровсиучивания.
Целью изобретения является повышение Точности контроля и регулирования процесса вибровспучивания.
Достигается это тем, что определяют скорость газовыделения по электропроводности и температуре газосиликатной с.меси, а скорость вибровспучивания регулируют по скорости изменения электропроводности смеси.
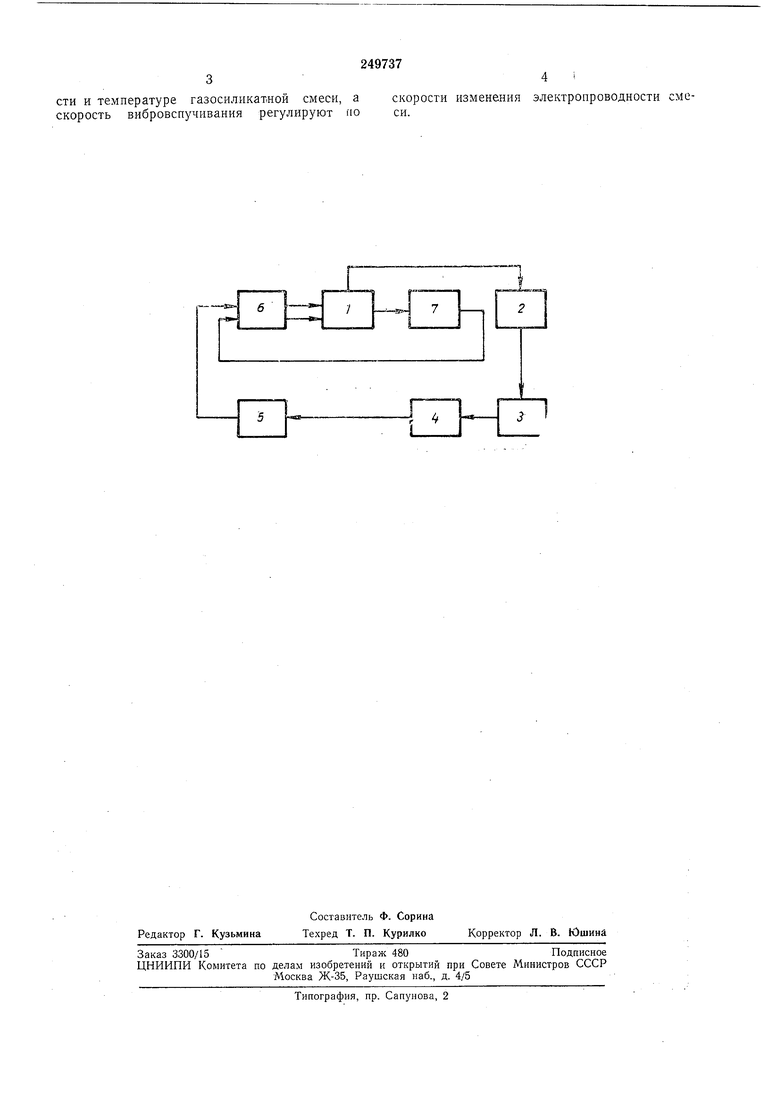
На чертеже показана блок-схема автоматического регулирования процесса вибровспучквааия газосиликата.
Объектом автоматического . регулирования является виброформовочная смесь.
Процесс автоматического регулирования осуществляется следующим образом.
С момента включения виброустановки с датчиков температуры / и электропроводности 2 начинают подаваться сигналы на соответствующие усилительное 5 и решающее 4 устройства.
Решающее устройство определяет величину производной от тока электропроводности и при приближении к электрошуму дает сигнал на исполнительное устройство 5. Последнее воздействует на виброустановку 6, изменяя интенсивность ее колебаний таким образом, чтобы процесс вибровспуч ивания газосиликата Протекал равномерно. Ток электропроводности принят за косвенный параметр, харакгеризующий процесс вибровспучивания качественно.
Таки.м образом, обратная связь по электропроводности газосиликата является главной обратной связью системы авто.матического регулирования, контролирующей качество процесса во времени.
Контроль температуры смеси позволяет осуществить вторую обратную связь по готовности продукта.
От датчика температуры сигнал поступает на электронный потенциометр 7. Когда температура достигает заданного значения, подается импульс на отключающее устройство виброуста-новки, и процесс вибровспучивания заканчивается.
Изменение заданной конечной температуры
производится с помощью регулирующи.к дисков потенциометра.
Предмет изобретения
Способ контроля и регулирования процесса вибровспучивания газосиликатной смеси по скорости вибровспучивания, отличающийся тем, что, с целью повышения точности контроля и регулирования процесса, определяют 3 сти и температуре газосиликатной смеси, а скорость вибровспучивания регулируют по 4 i скорости изменения электропроводности смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ и РЕГУЛИРОВАНИЯ ПРОЦЕССА ВИБРОВСПУЧИВАНИЯ ГАЗОСИЛИКАТНОЙ СМЕСИ | 1969 |
|
SU245441A1 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ПРОЦЕССА ВИБРОВСПУЧИВАНИЯ ГАЗОСИЛИКАТНОЙ СМЕСИ | 1971 |
|
SU316011A1 |
| Способ контроля и регулирования процесса вибровспучивания газосиликатной смеси | 1973 |
|
SU458815A1 |
| Устройство для автоматического управления процессом виброформовки ячеисто-бетонных смесей | 1973 |
|
SU442059A1 |
| Способ контроля и регулирования процесса виброспучивания ячеистой смеси | 1974 |
|
SU494687A1 |
| Способ автоматического регулированияпРОцЕССА ВибРОВСпучиВАНия гАзОСилиКАТ-НОй СМЕСи | 1979 |
|
SU847198A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВКИ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1973 |
|
SU399371A1 |
| Способ регулирования процесса виброформования ячеистобетонной смеси | 1983 |
|
SU1137387A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU375468A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU200708A1 |