си, включающим определение скорости схватывания, скорости изменения высоты подъема смеси, вычисление заданного отношения скорости схватывания к скорости иаменения высоты подъема смеси по измеренной влажности формовочной смеси в смесителе в момент ее выгрузки в форму и управление режимом вибрационных воздействий, дополнительно контролируют процесс структурообразованияг и по нему с учетом вычисленного заданного отношения скорости схватывания к скорости вспучивания вычисляют коэффициент синхронизации физико-химических процессов схватывания и вспучивания на протяжении всего процесса формования изделий , а управление режимом вибрационных Воздействий осу1цествляют по сигналу сравнения вычисленной скорости схватвания и коэффициента синх 5онизации.
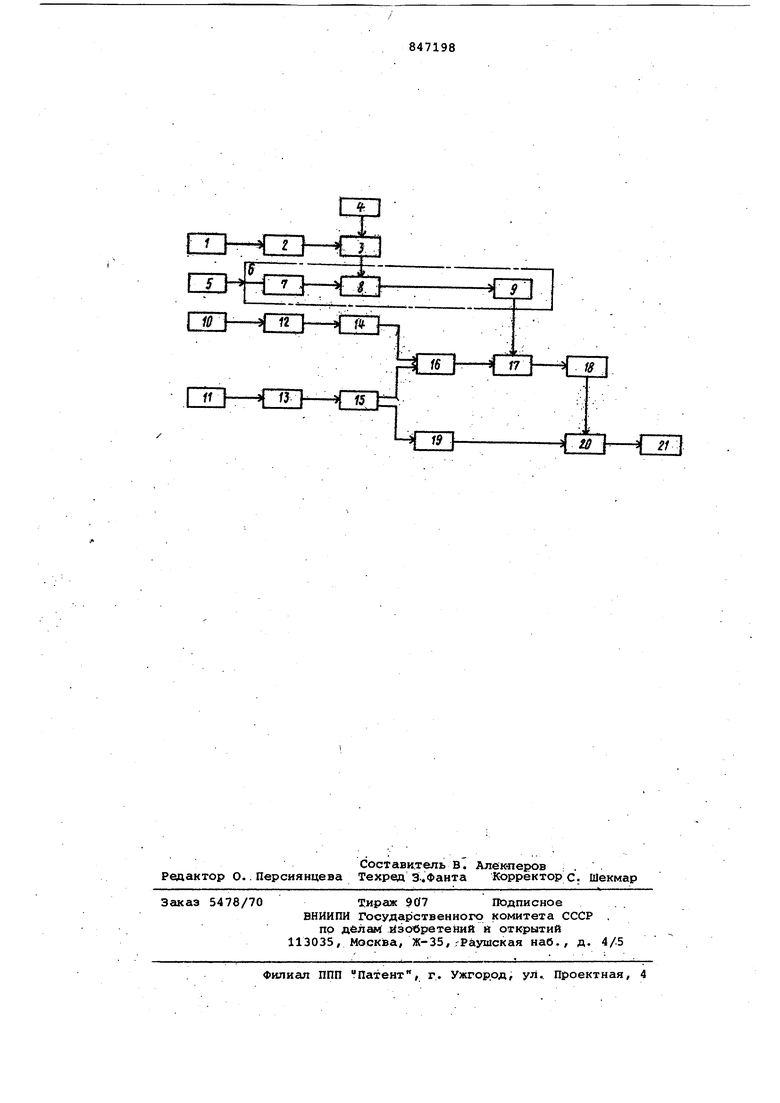
На чертеже изоб ргажена блок-схема поясняющая предлагаемый йпособ.
Способ заключается в следукжцем.
В Мокент выгрузки в форму газосиликатной смеси из смесителя датчиком 1 влажности измеряют начальную формовочную влажность смеси. Сигнал с датчика 1 влажности поступает в аналого-цифровой преобразователь 2 и далее в счетно-решающее устройство 3/ Где, в соответствии с заданным водотвердым отнетаением задатчйком.4, вычисляют требуетлое значение отношенля скорости схватывания к скорости изменения высоты вспучивания смеси.
В процессе формования, газосиликатной смеси датчиком 5 контролируют процесс структурообразования,, сигнал которого поступает в блок 6, автокор-рёкции, содержащий аналого-цифровой преобразователь 7, счетно-решающее устройство 8 и. блок 9 з.адания ко:эффициента синхронизации физико-химических процессов вспучивания и схватывания, в Яблоке 6 автокоррекции на протяжении всего процесса виброформования постоянно корректируют коэффициент синхронизации.
Выходные напряжение с датчиков температуры.10 и высоты подъема смеси 11, усиленные усилителями 12 и 13 поступают в диф.ференцирукщие устройства 14 и 15, в которых формируются сигналы, Пропорциональные скоростям, изменения: температуры, и высоты подъема, характе15изующие собственно скорость схватывания смеси. Сигналы с устройств 14 и 15 поступают в блок 16 деления. Выходной сигнал блока 16
пропорциональный отношению первых производных, сравнивается в блоке 17 сравнения с сигналом, формирующимся в блоке задания и скорректированного коэффициента синхронизации процессов схватывания и вспучивания. Сигна рассогласования, с блока 17 сравнения поступает на вход регулируйщего блока 18, на выходе которого формируется сигнал, управляющий режимом вибрационных воздействий, для обеспечения
синхронизации физико-химических процессов схватывания и вспучивания смеси.
Вибратор включается только в том случае, когда идет процесс вспучивания смеси и отключается после его прекращения. Это достигается тем, что сигнал с устройства 15, пропорциональный скорости изменения высоты подъема смеси, поступает на релейный
регулятор 19, который .производит отключение привода 20 виброплощадки 21.
Формула изобретения .
Способ автоматического регулирования процесса вибровспучивания газосиликатной смеси, включающий определ.ение скорости схватывания, скорости изменения высоты подъема смеси, вычисление заданного отношения скорости схватывания, к скорости изменения высоты подъема смеси по измеренной влажности формовочной смеси в смесителе вмомент ее выгрузки в форму и управление. режимом вибрационных воздействий, отличающийся тем, что, с целью повышения точности регулирования, дополнительно контролируют процесс структурообразования и по нему с учетом вычисленного заданного отношения скорости схватывания к скорости вспучивания вычисляют коэффициент синхронизации физико-химических процессов схватывания и вспучивания на протяжении всего процесса формования изделий, а управление режимом вибрационных .воздействи осуществляют по сигналу сравнения вычисленной скорости схватывания и коэффициента синхрониз ации.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 316011, кл. С 01 N 33/38, 1970.
2.Авторское свидетельство СССР по заявке 2558478/33
кл. G 01 N 33/38, 1977 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическогоупРАВлЕНия пРОцЕССОМ ВибРОфОРМиРОВАНияиздЕлий из ячЕиСТОбЕТОННыХ СМЕСЕй | 1979 |
|
SU795945A1 |
| Способ контроля и регулирования процесса вибровспучивания газосиликатной смеси | 1973 |
|
SU458815A1 |
| Способ управления процессом структурообразования при виброударном формовании ячеистобетонной смеси и устройство для его осуществления | 1985 |
|
SU1294607A1 |
| Способ управления процессом структурообразования при виброударном формовании ячеистобетонных смесей и устройство для его осуществления | 1980 |
|
SU905786A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВКИ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1973 |
|
SU399371A1 |
| Устройство для автоматического управления процессом виброформовки ячеисто-бетонных смесей | 1973 |
|
SU442059A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПРОЦЕССОМ ВИБРОФОРМОВАНИЯ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 1992 |
|
RU2027589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Способ управления процессом структурообразования при виброударном формовании ячеистобетонной смеси и устройство для его осуществления | 1987 |
|
SU1575114A1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ ДЛЯ НАНОСТРУКТУРИРОВАННОГО АВТОКЛАВНОГО ГАЗОБЕТОНА | 2010 |
|
RU2448929C1 |