ИзоГфегение относится к области сварочного ироизводсша и может быть использовано при илазменпо-дуговой х:зке металлов.
Язвссте) способ плазменно-дуговой резки металлов, при котором плазменную струю стабиjuniipyioT водяным вихревым потоком.
Одпако при гаком способе длительность горепия плазмеппой струи незначительна из-за быстрого выхода из строя графитовых электродов.
1ред11ожепный способ отличается от известного тем, тго нодяпой вихревой поток подают на выходе из сопла, зтом плазменную струю дополнительно стабилизируют воздушным вихревым потоком, подаваемым в катодную область и обеспеадвающим защиту катода от попадання воды.
Такое репюние позволяет повысить мощность плазменной струи и долговеадюсть горелки за счет использования циркониевого катода.
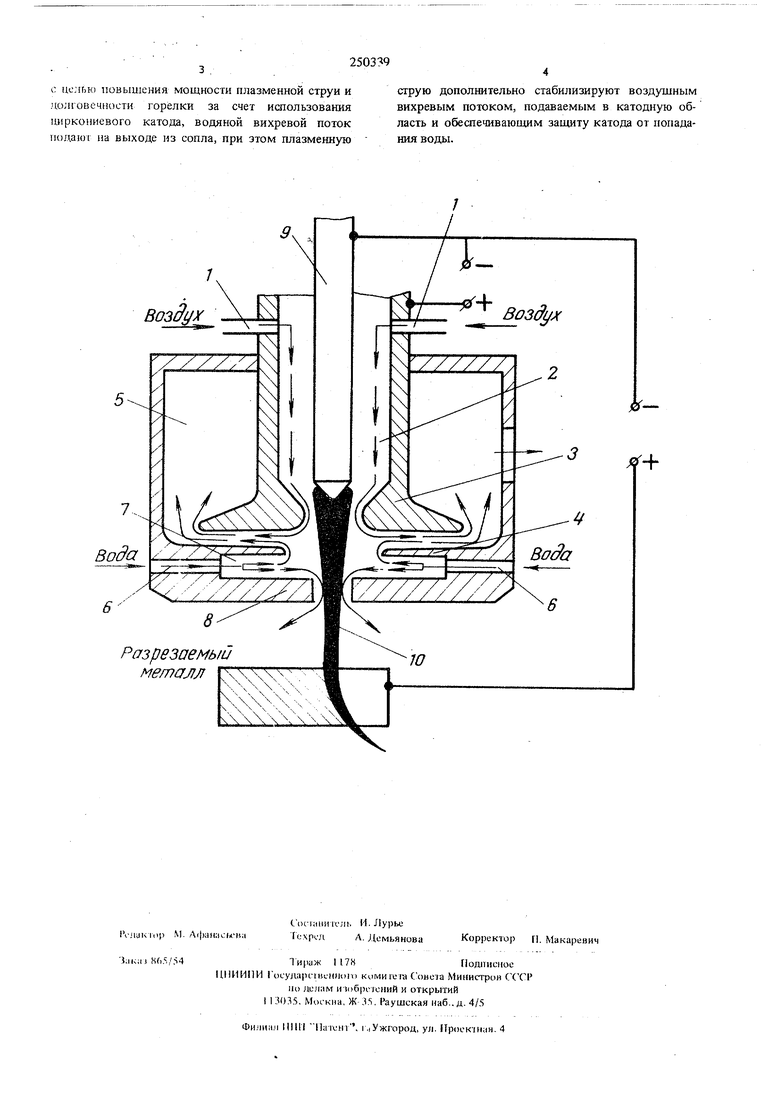
Сушпость способа поясняется чертежом.
Под давлением 5--6 атм воды и сжатый воздух одновременно поступают в плазмотрон. Сжатый шу.щу через тангеппиальные отверстия 1 попадает в катодную область 2, прилегая к стенкам внутрсмнск) формирующего сопла 3 профилированной iimu-i)xnoLiM, ||(юходит в кольцевой зазор, образованный между промежуточным кольцом 4 и впутренним формирующим соплом 3, и попадает в водосборник 5. Вода, в свою очередь, через тангенциальные отверстия 6 попадает в камеру завихрения 7, образуя водяную пленку, часть которой, омывая отверстия наружного формирующего сопла 8, выходит наружу, а другая, омывая промежуточное кольцо 4, через кольцевой зазор вместе с воздушным вихрем попадает в водосборник 5.
Возбуждается вспомогательная малоамперная дуга между циркониевым электродом 9 и внутренним формирующим соплом 3. Факел вспомогательной душ выдувается из стабилизацио1шого канала и при соприкосновении его с разрезаемым металлом образуется плазменная струя 10, после чего вспомогательную дугу отключают и начинают процесс плазменной резки металла вдоль заданной линии.
20
Формула изобретения
с целью повышения мощности плазменной струи и нолгсшечности горелки за счет использования циркониевого катода, водяной вихревой поток подаю на выходе из сопла, при этом плазменную
струю дополнительно стабилизируют воздушным вихревым потоком, подаваемым в катодную область и обеспечивающим защиту катода от попадания воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН С ВОДЯНОЙ СТАБИЛИЗАЦИЕЙ ДУГИ | 2012 |
|
RU2506724C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРОДУГОВОГО РАЗРЯДА В ПЛАЗМОТРОНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2115269C1 |
| ПЛАЗМАТРОН ДЛЯ РЕЗКИ МЕТАЛЛОВ | 1965 |
|
SU172419A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 2011 |
|
RU2564534C2 |
| Способ дуговой обработки | 1979 |
|
SU870041A1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2001 |
|
RU2222121C2 |
| УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА | 1995 |
|
RU2113331C1 |
| ГОРЕЛКА ДЛЯ РЕЗКИ МЕТАЛЛОВ ПЛАЗМЕННОЙ ДУГОЙ ПРЯМОГО ДЕЙСТВИЯ | 1973 |
|
SU365223A1 |
Разрезаемый металл
