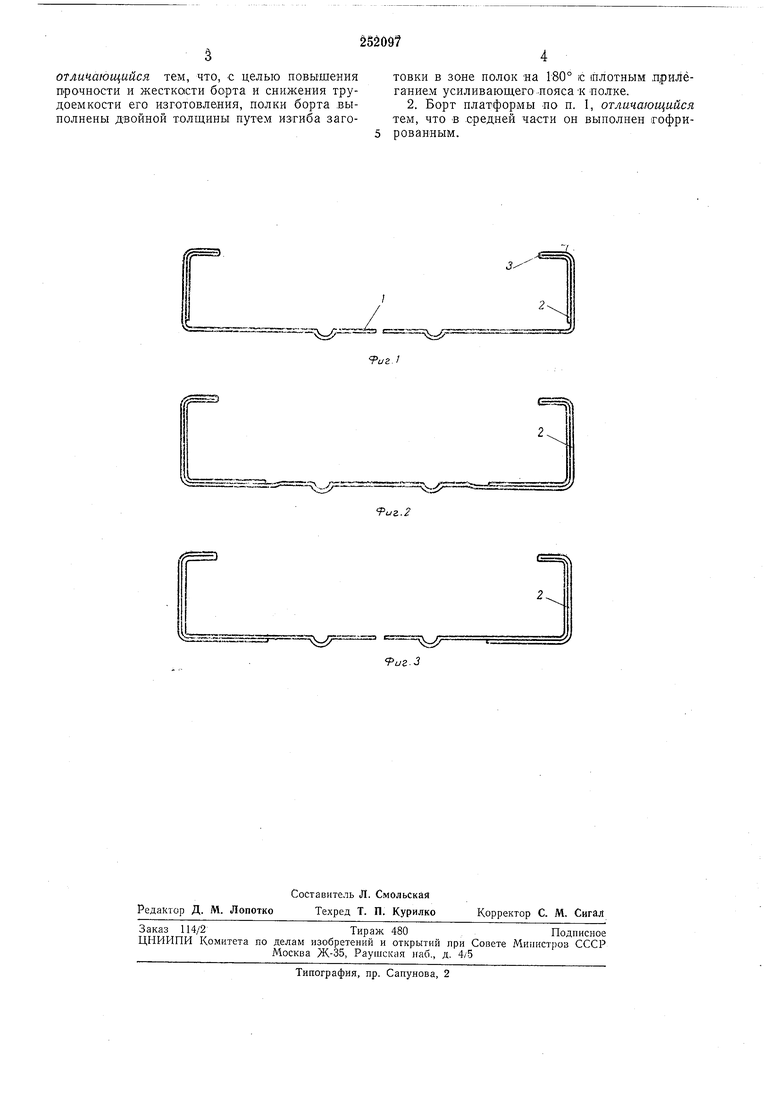
Изобретение относится « использованию холодногнутого проката в трапе порти ом машиностроении, точнее к изготовлению бортов платформ транапортных средств. Известны борта платформ транспортных Средств, имеющие полки с усиливающими поясами. Полки .представляют собой приваренные к изготовленному из стального листа борту утолщенные обвязки, например, уголкового или Щвеллерного сечения или же они образованы отбортовжой краев листа. В первом случае недостатком указанных конструкций бортов является увеличение веса платформы и трудоемкости изготовления, а во втором - недостаточная прочность и жесткость полок борта, воспринимающих основные нагрузки в эксплуатационных условиях. Увеличение же толщины листа, используемого для изготовления борта, приводит ;к утяжелению конструкции и нерациональному использованию металла. Описываемый борт платформы транспортных средств отличается от известных тем, что полки его выполнены двойной толщины путем изгиба заготовки в зоне полок на 180° с плотным прилеганием усиливающего пояса к полке. В средней части борт может быть выполнен гофрированным. при наименьщем расходе металла, а также снижение трудоемкости его изготовления. На фиг. 1-3 изображены различные варианты выполнения профиля описываемого борта. Борт 1 платформы изготовлен из холодногнутого проката, например, С-образного профиля. Полки 2 борта имеют двойную толщину благодаря изгибу листовой или полосовой заготовки на 180° в зоне полок. Образующийся при этом усиливающий пояс 3 плотно .прилегает К полке. С-образный профиль, с .полками двойной толщины обеспечивает рациональное распределение металла в поперечном сечении профиля, увеличение прочности и жесткости борта, а также момента сопротивления его изгибу. Гофрирование борта в средней части также повыщает прочностные характеристики inpoфиля. Замена сварки борта из отдельных элементов формовкой листовой или полосовой заготовки в валках профилегибочного стана значительно снижает трудоемкость изготовления борта. Предмет изобретения
отличающийся тем, что, с целью повышения прочности и жесткости борта и снижения трудоемкости его изготовления, полки борта .выполнены двойной толщины путем изгиба заготовки в зоне полок на 180° ic 1плотным дрилёганием усиливающего,пояса К полке.
2. Борт платформы по п. 1, отличающийся тем, что в средней части он выполнен гофрированным.
| название | год | авторы | номер документа |
|---|---|---|---|
| П-ИБЛИОТЕКА | 1971 |
|
SU314579A1 |
| ЛИСТОВОЙ ГОФРИРОВАННЫЙ ПРОФИЛЬ | 2003 |
|
RU2238815C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА С ГОФРАМИ | 2007 |
|
RU2354477C2 |
| ЗЕТОВЫЙ (Z-ОБРАЗНЫЙ) ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ | 2018 |
|
RU2683839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2147954C1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЦИАЛЬНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365448C1 |
-3
