Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, металлургической промышленности и других смежных отраслях при изготовлении холодногнутых профилей проката с элементами двойной толш,ины из полосового и ленточного материала.
Известен способ изготовления гнутых профилей проката с элементами двойной толщины, включающий закрытую гибку металлической заготовки по всей ширине, свободную гибку, обеспечивающую образование желобчатого сечения, и последующую осадку. При этом при закрытой гибке профиль подгибают последовательно по элементам по формующему радиусу на рабочих валках, а подгибаемые участки на всех переходах формообразования остаются плоскими.
Основным недостатком известного способа формообразования мест изгибов на 180° ири изготовлении холодногнутых профилей с элементами двойной толщины является деформирование сравнительно небольщого участка в поперечном сечении профилируемой заготовки, тогда как прилегающие к изгибаемому участки остаются плоскими и непосредственной деформации не подвергаются. При таком способе изгиба ка участке малой ширины происходит копцентрация напряжений, и деформироваппый объем металла упрочияется
уже на первых этапах формоизменения. В процессе последующей гибки до угла 180° происходит дальнейшая локализация напряженного состояния и повышение степени упрочнения деформированного объема металла. Отформованные таким образом места изгибов на 180° получаются чрезмерно упрочненными и не всегда пригодны для последующей пластической деформации без разрушения металла па этих участках профиля.
Кроме того, при формовке мест изгиба на 180° по известному способу не всегда удается обеспечить плотность взаимного прилегания элементов двойной толщины ввиду возникающего нружинеиия подгибаемых плоских участков заготовки, особенно при формовке мест изгиба на 180° по малым радиусам. Отслоение в элементах двойной толщины является недостатком профилей.
Целью изобретения является снижение степени упрочнения в местах изгиба заготовки на 180° и обеспечение плотного взаимного прилегания эле.мептов двойной толщины.
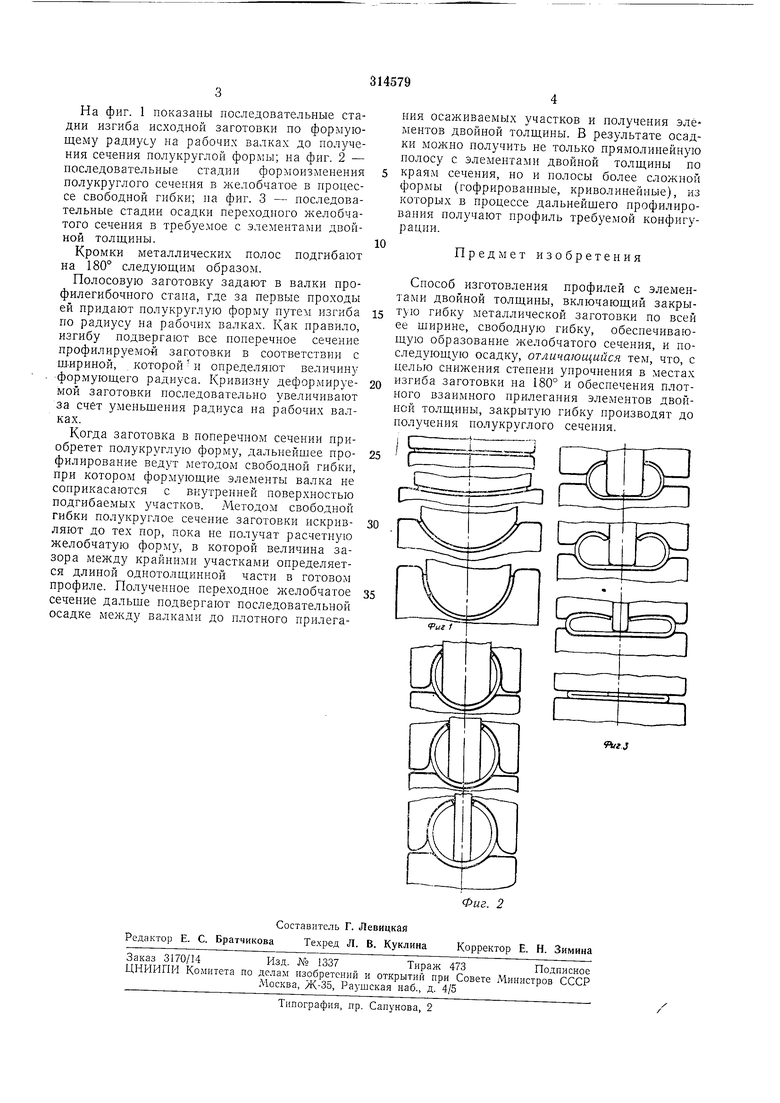
Для этого предлагается способ, по которому закрытую гибку пропзводят до получения переходпого сечепия преимуществеппо полукруглой формы, которое путем свободной гибки переводят в желобчатое сечение, подвергаемое осадке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1978 |
|
SU749489A1 |
| Способ изготовления профилей с элементами двойной толщины | 1980 |
|
SU956095A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| Способ изготовления гнутых профилей с элементами двойной толщины | 1984 |
|
SU1169774A1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1977 |
|
SU650691A1 |
| БОРТ ПЛАТФОРМЫ ТРАНСПОРТНОГО СРЕДСТВА | 1969 |
|
SU252097A1 |
