Пуансон относится к области листовой штамповки.
Пзвсстн пуансоны для отбортовки деталей из листового материала, имеющие рабочий торец, обращенный в рабочем положении пуансона к плоскости отбортовываемого листа, и рабочую боковую поверхность, обращенную к поверхности борта.
В предлагаемом пуансоне для повышения производительности и качества отбортовки рабочий торец скошен, выполнен в виде двух сопряженных цилиндрических поверхностей разной кривизны и сопрягается с боковой поверхностью выпуклой криволинейной поверхностью, кривизна которой плавно увеличивается в направлении от начала участка предварительной отбортовки до конца участка окончательной отбортовкп.
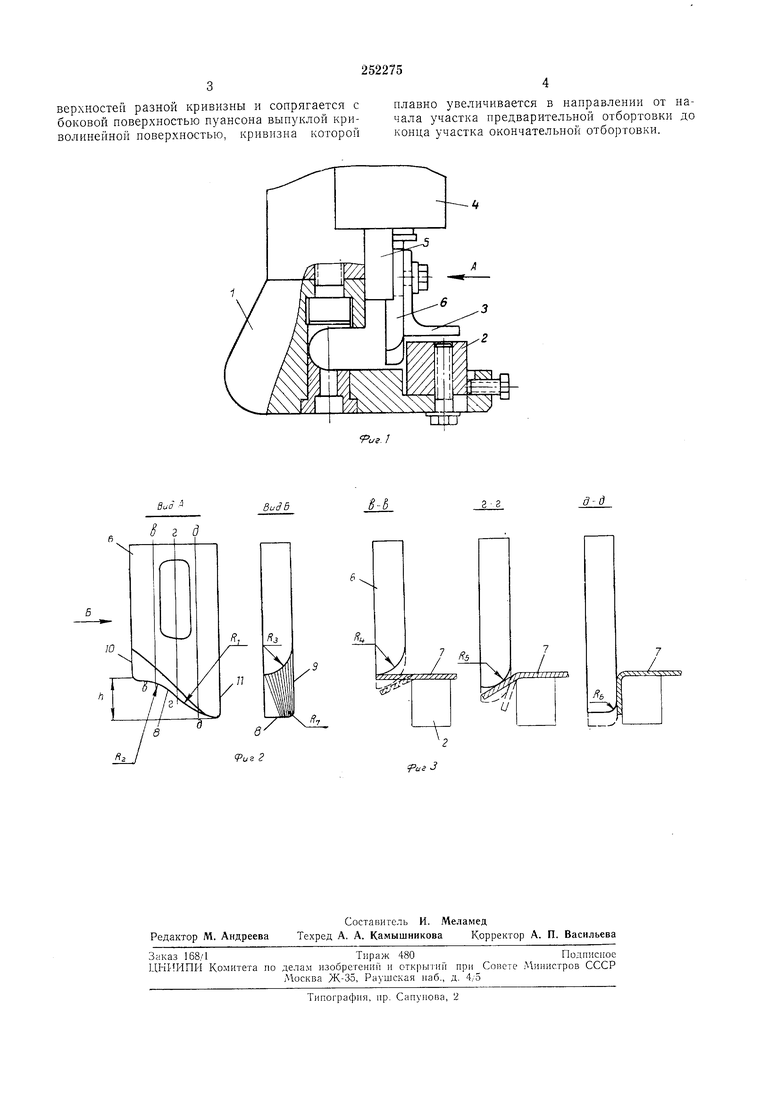
На фиг. 1 представлено предлагаемое устройство для отбортовки; на фиг. 2 - вид по стрелке А на пуансон; на фиг. 3 - сечения пуансона на фиг. 2.
Перепосное устройство для огбортовки содержит корпус Л матрицу 2, прижим 3 и пневмопривод 4 ползуна 5, несущего пуансон 6.
Пуансон 6 имеет скошенный рабочий торец 8, выполненный в виде двух сопряженных цилиндрических поверхностей разных радиусов RI, RZ и сопряженный с боковой новерхностью 9 посредством выпуклой криволинейной поверхности радиусов Rs - /.
При этом участок, расположенный ближе к стороне 10, обеспечивает предварительную отбортовку и имеет радиус больший, чем участок, расположенный к стороне 11 и обеспечивающий окончательную отбортовку. Величина радиусов Rs- R- плавно уменьшается в направлении от начала участка предварительной отбортовки до конца участка окончательной отбортовки.
Размер Л и радиусы Ri, Rz определяются толщиной обрабатываемого материала.
20Предмет изобретения
Пуансон для отбортовки деталей из листового материала, имеющий рабочий торец, обращенный в рабочем положении пуансона к
25 плоскости отбортовываемого листа, и рабочую боковую поверхность, обращенную к поверхности борта, отличающийся тем, что, с целью повышения пропзводительпости и качества отбортовки, рабочий торец скошен, выполнен в 3 верхностен разной кривизны и сопрягается с боковой поверхностью пуансона выпуклой криволинейной поверхностью, кривизна которой 4 плавно увеличивается в направлении от начала участка предварительной отбортовки до конца участка окончательной отбортовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| СПОСОБ ОТБОРТОВКИ | 1973 |
|
SU397251A1 |
| Способ изготовления труб с фальцевым швом | 1983 |
|
SU1303211A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ И ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО C ЖИДКОСТНЫМИ ФИЛЬТРАМИ И ФИЛЬТРУЮЩИМ ЭЛЕМЕНТОМ | 2018 |
|
RU2778432C2 |
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| Способ получения борта на деталях с незамкнутым наружным контуром и инструмент для его осуществления | 1990 |
|
SU1770005A1 |
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ изготовления полых деталей из листовых заготовок | 1976 |
|
SU659243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |