Изобретение относится к обработке металлов давлением, в частности к способам изготовления неравнополочных уголковых профилей с отбортовками и элементами двойной толщины у кромок типа козырьков клеточных батарей для содержания птицы.
Целью изобретения является повышение качества профилей за счет предупреждения винтообразного скручивания.
На фиг. 1 показан неравнополочный уголковый профиль с элементами двойной толщины у кромок; на фиг. 2-12 - технологические переходы изготовления профиля.
Неравнополочный уголковый профиль с элементами двойной толщины у кромок состоит из прямолинейных участков, полки 1 длиной bi, полки 2 длиной Ь2, криволинейного участка 3 сопряжения полок 1 и 2 с внутренним радиусом R и углом гибки а, элементов двойной толщины 4 и 5 у кромок полок 1 -и 2, которые состоят из закругленных участков 6 с внутренним радиусом г, радиусных участков 7 с внутренним радиусом кривизны Ri, обратным по знаку радиусу г, прямолинейных участков 8, прилегающих за счет обратной кривизны к полкам 1 и 2.
При изготовлении профиля по предложенному способу формовку осуществляют из тонколистовой полосовой заготовки 9 шириной в и толщиной S. Ось профилирования разделяет заготовку 9 по ширине на участк t и Га. Участок Fi состоит из суммы разверток левой части участка 3 относительно, оси профиля, участка 2 и участков 6, 7, 8, прилегающего к полке 2 элемента двойной толщины. Участок Ь состоит из суммы развернутой длины участка 1, прилегающей к нему правой части участка 3 относительно оси профиля и участков 6, 7, 8, прилегающего к полке 1 элемента двойной толщины 5.
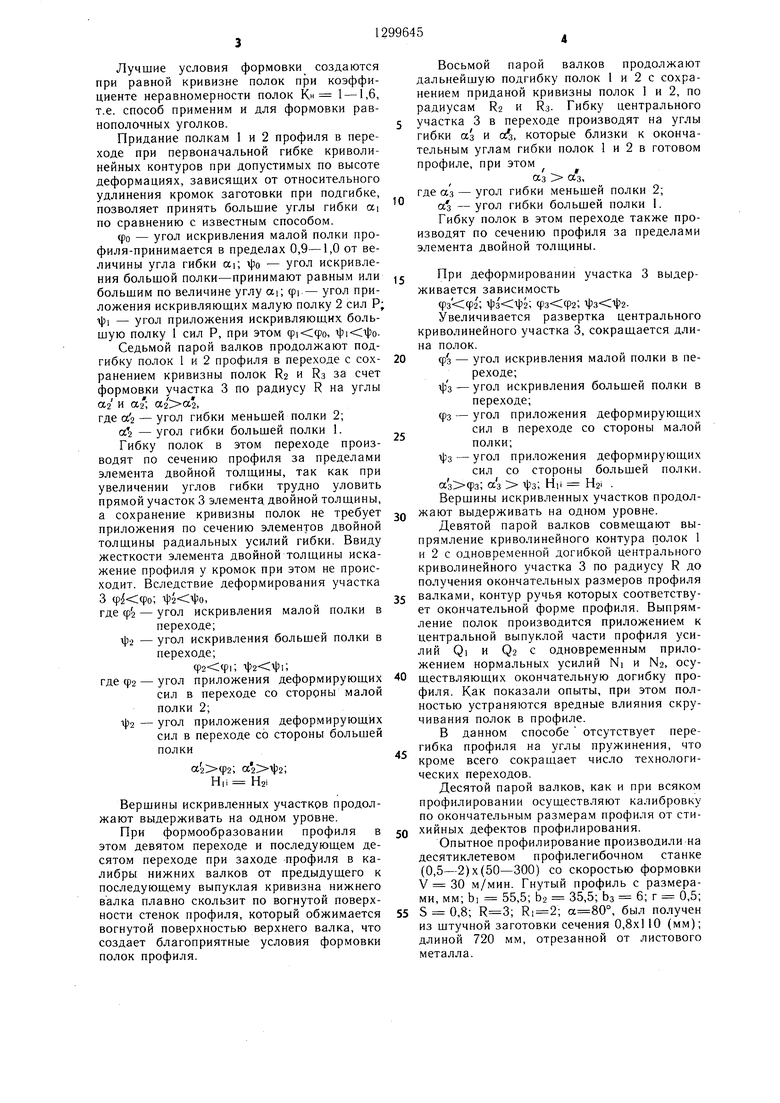
Формовку элементов 5 двойной толщины производят от начала формовки до полного их получения при неизменных величинах горизонтальных площадок шириной Сз и {4 оттносительно оси профиля (Ь - сумма разверток участка 2 и левой части участка 3; 1 -сумма разверток участка 1 и правой части участка 3).
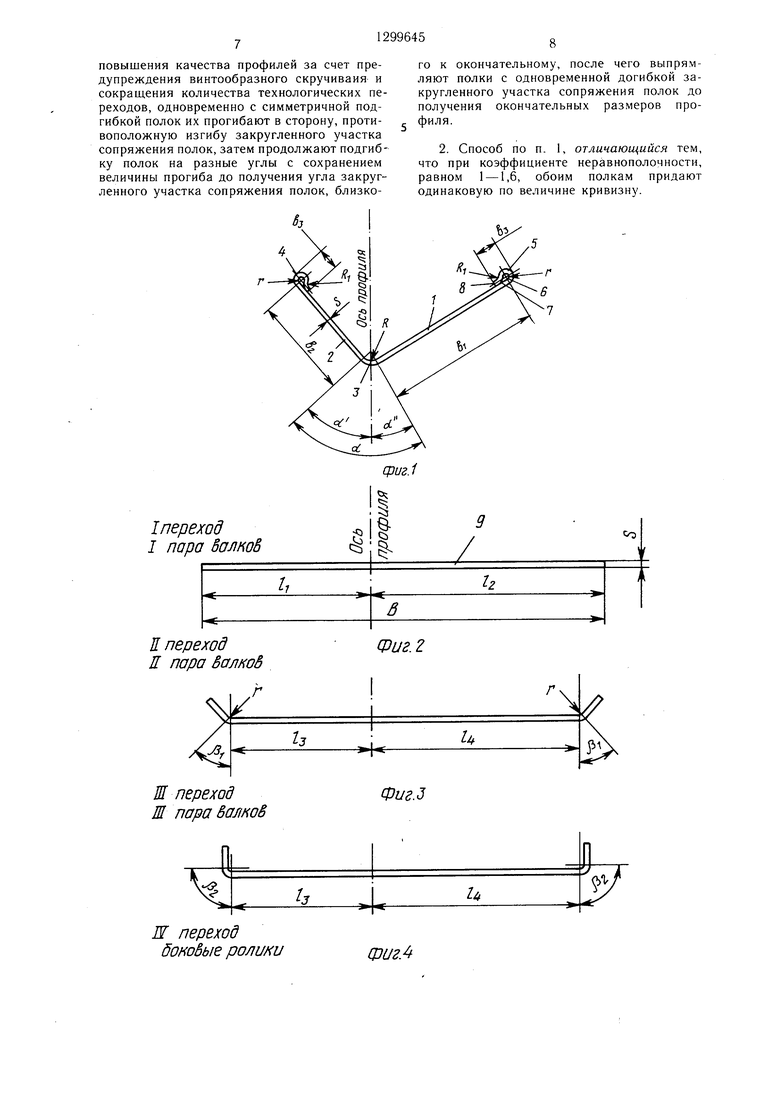
Формовку элементов двойной толщины сначала осуществляют тремя парами валков и боковыми роликами на углы р,. , 2, Рз, Р4, р5 постепенной подгибкой загругленного участка 6 по внутреннему радиусу г до углов гибки 165-175°, а затем одной пятой парой валков осуществляют за счет сложной формовки окончательную деформовку элементов 5 двойной толщины.
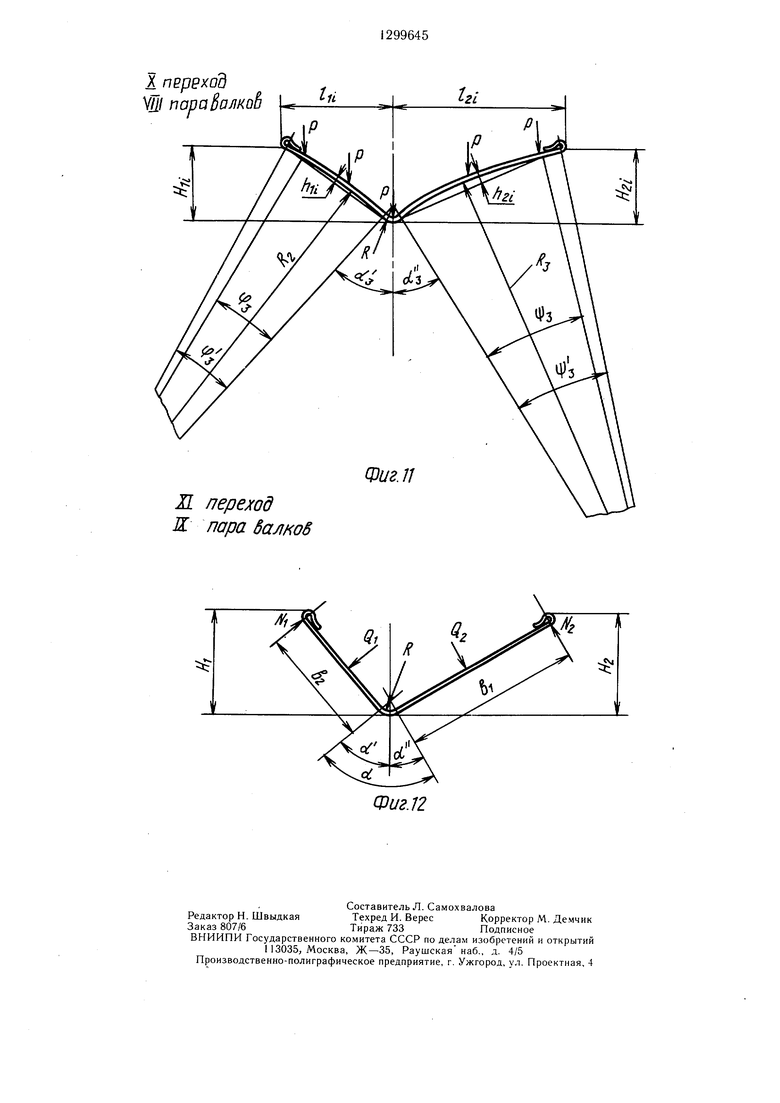
Шестой парой валков начинают формовку полок 1 и 2 с симметричной подгибки на углы а относительно оси профиля центрального криволинейного участка 3 сопряжения полок 1 и 2 по радиусу R с одновременным приданием плоским участкам
5
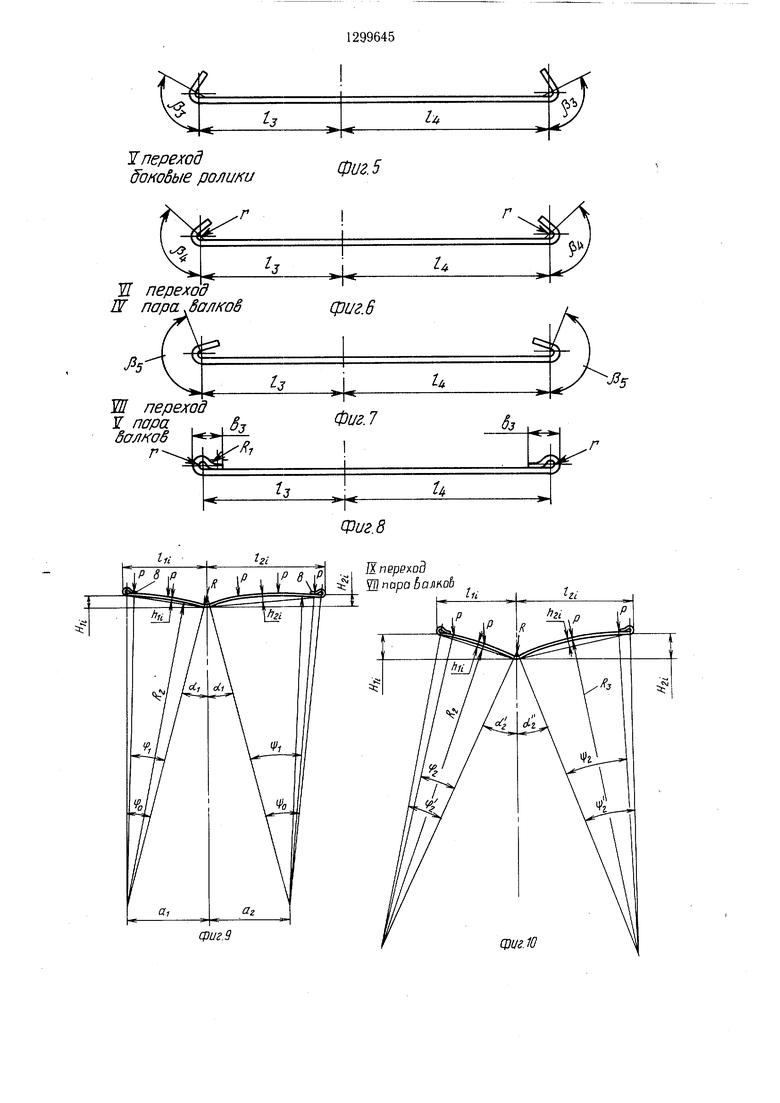
ПОЛОК 1 и 2 криволинейных контуров по радиусам R2 и Ra с кривизной противоположного знака кривизне центрального криволинейного участка 3 по радиусу R. Гибку
профиля в переходе осуществляют радиальными усилиями Р верхнего валка в ручье нижнего валка (форма валков не показана), выдерживая вершины искривленного участка полок 1 и 2 по внутренним радиусам R2 и Ra на одном уровне, т.е. Ни H2i, где Hii - высота левой части профиля по радиусу Н it - высота правой части профиля по радиусу Rs.
Первоначальное искривление полкам 1 и 2 может быть задано одним или раз5 ными радиусами или им может быть придана и более сложная кривизна. При коэффициенте неравнополочности полок К 1 -1,6 целесообразно величины кривизны R2 и Rs принимать одинаковыми, где К« bi - величина прямого участка
0 большей полки; Ь2 - величина прямого участка меньшей полки.
Радиус кривизны задается таким образом, чтобы геометрическое место точек, центр окружности радиуса R2 был расположен со стороны меньшей полки 2 относительно оси профиля на расстоянии ai, приблизительно равном расстоянию IP, где lii - ширина левой части профиля со стороны короткой полки 2.
Другим фактором при выборе радиуса
д кривизны является величина прогиба искривленных полок (высота сегмента искривленного участка), зависящая от радиусов R2 и Ra и углов искривления полок в переходе. Величину прогиба и hii, разную у полок 1 и 2, принимают в пределах 2-5 толщин исходного материала, позволяющую выпрямить искривление полок в одном переходе одной парой валков, т.е. величина прогиба Ьци h2i должна быть меньше величине Hii и Н21.
0 Аналогично подбирают и радиус кривизны Ra большей полки 1.
При равной кривизне полок 1 и 2 R2 : Ra и а 32, при этом усилия Р прилагают по сечению профиля, начиная от прямого участка 8 элемента двойной толщины 5 со стороны короткой полки до другого прямого участка 8 со стороны длинной полки; приложение усилий по криволинейным участкам элемента двойной толщины искажает профиль элемента двойной толщины.
0 Придание криволинейного контура прямым участкам полок 1 и 2 сопровождается приложением радиальных усилий Р почти по всему сечению профиля и при соблюдении равенства высот Ни H2t это не вызывает скручивание профиля в переходе
5 в отличие от гибки уголков по известному способу, когда прилагают усилия к крайним точкам в ручье валка и эти усилия создают скручивающие моменты.
Лучшие условия формовки создаются при равной кривизне полок при коэффициенте неравномериости полок Кн 1 -1,6, т.е. способ применим и для формовки рав- нополочных уголков.
Придание полкам 1 и 2 профиля в переходе при первоначальной гибке криволинейных контуров при допустимых по высоте деформациях, зависящих от относительного удлинения кромок заготовки при подгибке, позволяет принять большие углы гибки oci по сравнению с известным способом.
фо - угол искривления малой полки про- филя-принимается в пределах 0,9-1,0 от величины угла гибки ai; x|5o - угол искривления большой полки-принимают равным или большим по величине углу af, 91 - угол приложения искривляющих малую полку 2 сил Р; ij5i - угол приложения искривляющих большую полку 1 сил Р, при этом , )o.
Седьмой парой валков продолжают подгибку полок 1 и 2 профиля в переходе с сохранением кривизны полок Rg И Rs за счет формовки участка 3 по радиусу R на углы аз и а , где а 2 - угол гибки меньшей полки 2;
а з - угол гибки большей полки 1.
Гибку полок в этом переходе производят по сечению профиля за пределами элемента двойной толщины, так как при увеличении углов гибки трудно уловить прямой участок 3 элемента двойной толщины, а сохранение кривизны полок не требует приложения по сечению элементов двойной толщины радиальных усилий гибки. Ввиду жесткости элемента двойной толщины искажение профиля у кромок при этом не происходит. Вследствие деформирования участка
3 ,
где ф 2 - угол искривления малой полки в
переходе; - угол искривления большей полки в
переходе;
где ф2 - угол приложения деформирующих сил в переходе со стороны малой полки 2;
i)j2 - угол приложения деформирующих сил в переходе со стороны большей полки
a2 i|52;
H|i H2i
Вершины искривленных участков продолжают выдерживать на одном уровне.
При формообразовании профиля в этом девятом переходе и последующем десятом переходе при заходе профиля в калибры нижних валков от предыдущего к последующему выпуклая кривизна нижнего валка плавно скользит по вогнутой поверхности стенок профиля, который обжимается вогнутой поверхностью верхнего валка, что создает благоприятные условия формовки полок профиля.
5
Восьмой парой валков продолжают дальнейшую подгибку полок I и 2 с сохранением приданой кривизны полок 1 и 2, по радиусам R2 и Ra- Гибку центрального 5 участка 3 в переходе производят на углы гибки аз и , которые близки к окончательным углам гибки полок 1 и 2 в готовом профиле, при этом
а з а з, где аз - угол гибки меньшей полки 2;
аз - угол гибки большей полки 1.
Гибку полок в этом переходе также производят по сечению профиля за пределами элемента двойной толщины.
5 При деформировании участка 3 выдерживается зависимость
.
Увеличивается развертка центрального криволинейного участка 3, сокращается длина полок.
0 фз - угол искривления малой полки в переходе;ф з - угол искривления большей полки в
переходе;
фз - угол приложения деформирующих сил в переходе со стороны малой полки;
1|зз - угол приложения деформирующих сил со стороны большей полки. а з -фз; HP H2i . Вершины искривленных участков продол- 0 жают выдерживать на одном уровне.
Девятой парой валков совмещают выпрямление криволинейного контура полок 1 и 2 с одновременной догибкой центрального криволинейного участка 3 по радиусу R до получения окончательных размеров профиля 5 валками, контур ручья которых соответствует окончательной форме профиля. Выпрямление полок производится приложением к центральной выпуклой части профиля усилий QI и Q2 с одновременным приложением нормальных усилий NI и N2, осу- 0 ществляющих окончательную догибку профиля. Как показали опыты, при этом полностью устраняются вредные влияния скручивания полок в профиле.
В данном способе отсутствует перегибка профиля на углы пружинения, что кроме всего сокращает число технологических переходов.
Десятой парой валков, как и при всяком профилировании осуществляют калибровку по окончательным размерам профиля от сти- 0 хийных дефектов профилирования.
Опытное профилирование производили на десятиклетевом профилегибочном станке (0,5-2)х(50-300) со скоростью формовки V 30 м/мин. Гнутый профиль с размерами, мм; bi 55,5; 62 35,5; Ьз 6; г 0,5; 5 5 0,8; , был получен из штучной заготовки сечения 0,8x110 (мм); длиной 720 мм, отрезанной от листового металла.
В рабочем ручье первой пары валков в первом переходе ось профиля разделяла заготовку на участки li 45,84 мм, Ь 64,16 мм.
В переходах с второго по седьмой формовка элементов двойной толщины происходила при неизменных величинах составляющих горизонтальных площадок относительно оси профиля Ь 38,45 мм; U 56,77 мм.
Постепенную формовку элементов двойной толщины производили соответственно на углы гибки: р, 45°; 2 90°; Рз 115°; р4 135°; ps 165°.
Формовку четвертого и пятого переходов осуществляли боковыми роликами.
Пятой парой валков осуществляли полную формовку элементов двойной толщины у кромок.
Шестой парой валков в восьмом переходе формовку начинали с симметричной подгибки полок относительно оси профиля на углы гибки ai 15 по радиусу мм с одновременным приданием плоским участкам полок 1 и 2 кривизны по радиусу Rg Rs 150 мм, ai а2 39 мм.
Коэффициент неравнополочности профиля составил
Ки 1,56 1,6;
Высота формовки в восьмом переходе составляла мм, ,4 мм, l2i 57,9 мм; усилия гибки Р подбирались опытным путем давлением верхнего валка на профиль в ручье нижнего валка.
Величина прогиба искривленных полок 1 и 2 составляла hii 1,5 мм; h2i 3 мм.
Углы искривления , полок составляли фо 14°22; -фо 21°22; углы приложения искривляющих сил приняли ф1 13°; г|3| 20°.
Седьмой и восьмой парой валков гибку полок 1 и 2 производили на разные углы гибки относительно оси профиля, так как при сохранении заданной кривизны при равных углах гибки невозможно выдерживать верщины искривленных полок на одном уровне и поддерживать одинаковые противоскручивающие моменты вследствие того, что больщая полка деформировалась бы на большую высоту профиля.
Седьмой парой валков в девятом переходе осуществляли дальнейшую формовку полок 1 и 2 на углы гибки а.2 25°; а2 22° с сохранением приданной кривизны по мм.
Углы искривления полок сокращались до ф2 14°8; |)2 21°14 , а углы приложения искривляющих сил уменьшались до ср2 12°; 1|)2 19°.
Высота формовки полок составляла Hi Н2{- 12 мм.
Восьмой парой валков в десятом переходе продолжали формовку полок 1 и 2 на углы гибки аз 33°; аз 42° формовкой
участка 3 по радиусу R 3 мм с сохранением приданной кривизнь полок по R2 150мм.
Углы искривления полок сокращались до Ф з 13°45 ; i|)3 20°58 , а углы приложения сил Р уменьшались до фз 11°45 ; .
Высота формовки полок составляла мм.
Девятой парой валков в одиннадцатом переходе производили выпрямление искривленных полок 1 и 2 с одноврем.енной догибкой центрального криволинейного участка на углы гибки а 50°, di 30° с окончательным получением угла по радиусу R 3 мм.
Вершины профиля у кромок 32 мм.
Десятой парой валков калибровалась форма сечения профиля.
Полученный профиль характеризовался хорошим внешним видом, стабильностью геометрических размеров в сечении про- филя по длине детали, которые получались в пределах допуска отклонений по чертежу.
Отсутствовало видимое скручивание, сер- повидность, пропеллерность по длине детали, равной длине заготовки.
5 Неплоскостность полок не превышала 1 мм по длине детали и была в пределах допуска чертежа.
Отклонение центрального угла а за счет сил остаточного пружинения от номинального размера угла по длине детали не превышала 0°45 , что было в пределах допуска по чертежу.
Предлагаемый способ по сравнению с известным улучшает качество деталей за счет исключения винтообразного скручивания, пропеллерности, которые при поштучном профилировании по известному способу неизбежны, выходят за пределы допустимых и требуют введения правки в конце процесса профилирования. При поштучном профилировании это не всегда осуществимо и 0 процесс правки зачастую вследствие отклонений металла по толщине и технически.м условиям не дает стабильных результатов.
Формула изобретения
5 1. Способ изготовления гнутых профилей, преимущественно неравнополочных уголков с полками, сопряженными закругленным участком и отбортовками или элементами двойной толщины у кромок, преимущественно козырьков клеточных батарей для содержания птицы, путем последовательной подгибки элементов профиля по переходам в валках профилегибочного стана, в котором на первых переходах осуществляют подгибку концевых участков за5 готовки, а затем осуществляют симметричную подгибку полок относительно оси профиля, выдерживая кромки профиля на одном уровне, отличающийся тем, что, с целью
0
повышения качества профилей за счет предупреждения винтообразного скручиваия и сокращения количества технологических переходов, одновременно с симметричной подгибкой полок их прогибают в сторону, противоположную изгибу закругленного участка сопряжения полок, затем продолжают подгибку полок на разные углы с сохранением величины прогиба до получения угла закругленного участка сопряжения полок, близкого к окончательному, после чего выпрямляют полки с одновременной догибкой закругленного участка сопряжения полок до получения окончательных размеров профиля.
2. Способ по п. 1, отличающийся тем, что при коэффициенте неравнополочности, равном 1 -1,6, обоим полкам придают одинаковую по величине кривизну.
Sj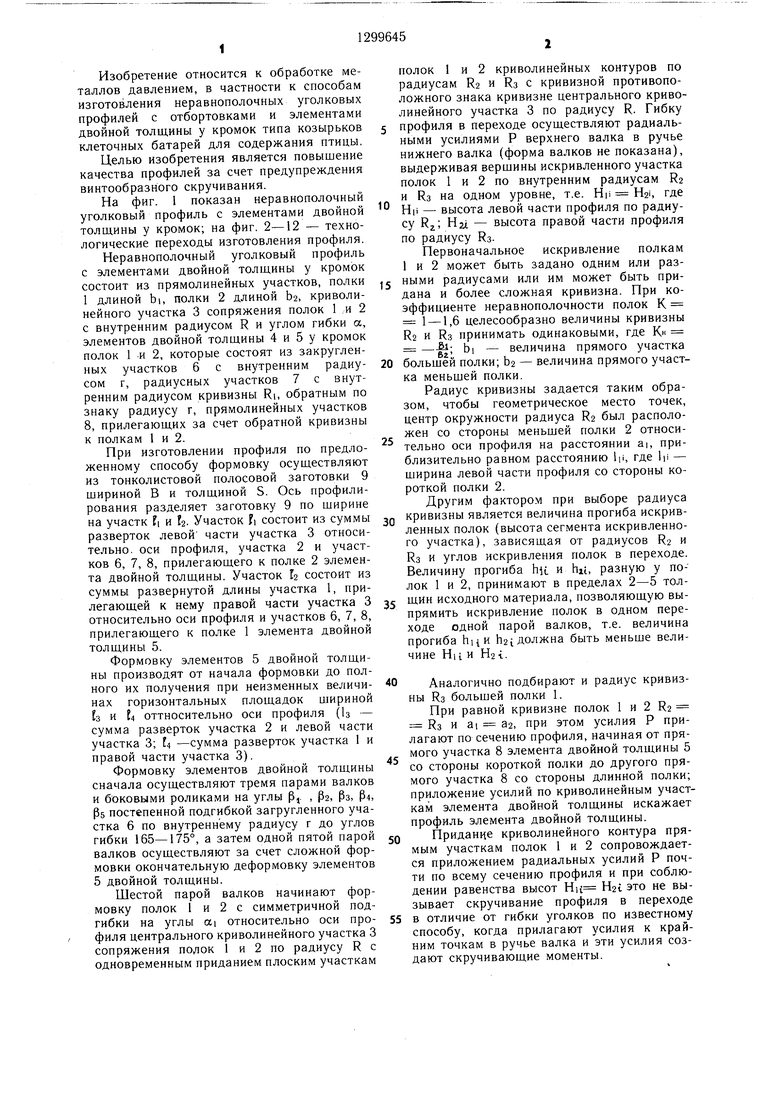

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| Способ изготовления элементов двойной толщины у кромок гнутых профилей | 1984 |
|
SU1159682A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗЕТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2065791C1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления неравнополочных уголковых профилей с отбортовками и элементами двойной толщины у кромок типа козырьков клеточных батарей для содержания птицы. Целью изобретения является повышение качества профилей за счет предупреждения винтообразного скручивания. При изготовл ении профиля на первых переходах осуществляют формовку элементов двойной толщины у кромок. Затем производят формовку полок, которую начинают с симметричной подгибки относительно оси профиля центрального криволинейного участка сопряжения полок с одновременным приданием участкам полок криволинейных контуров с кривизной, противоположной кривизне центрального участка. Придание криволинейного контура полкам осуществляется приложением радиальных усилий по сечению профиля при условии выдерживания вершин полок на одном уровне. Это не вызывает скручивания профиля. На последних переходах выпрямляют полки профиля при догиб- ке центрального участка до окончательных размеров. 1 з.п. ф-лы, 12 ил. с S (Л N3 СО о 05 сд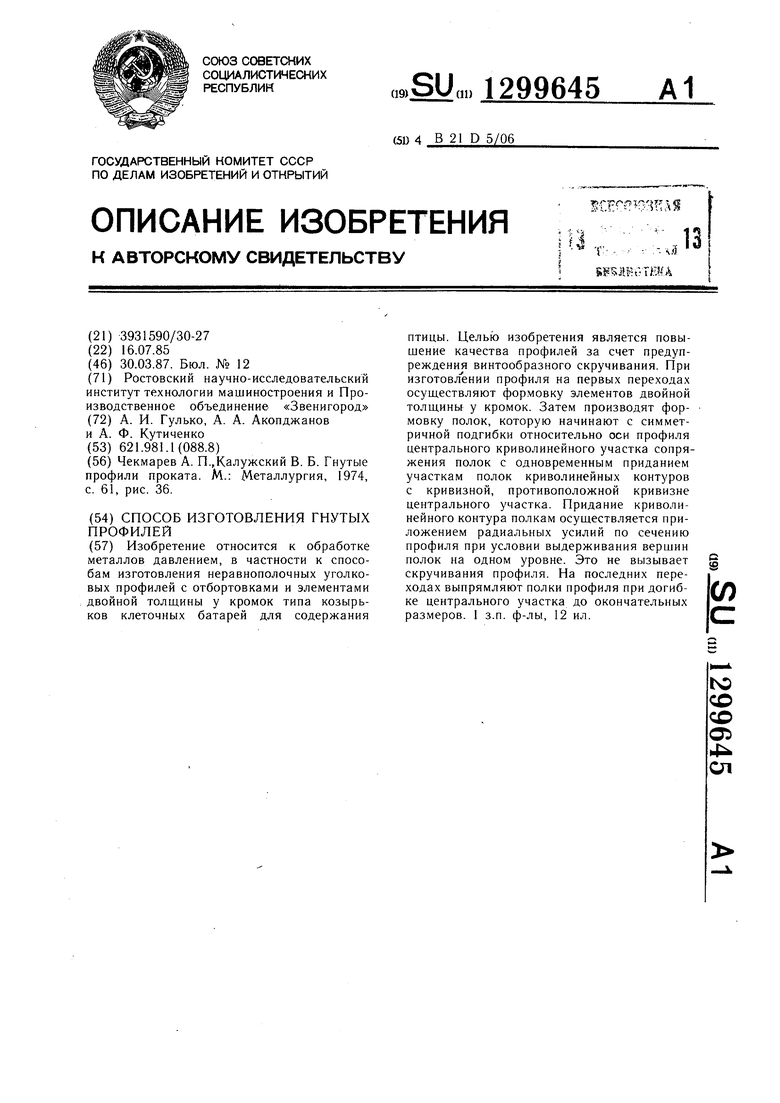
Е переход И пора Валкое
Фиг. г
Ж переход Ш пара Вамоё
Л переход боноёые роли/ и
Фиг.З
ФигА
Jnepexod оноВые роли/ и
фиг. 5
Л переход Л пара.Валкое
фиг. 6
Л
W nepejfod I пара долноё
Фиг.8
,г
фиг.9
ж пере ход параЬалмЬ
X перрхоЭ.
VW параёолко }
IL переход Ж пора балноб
Фиг.П
| Чекмарев А | |||
| П.Далужский В | |||
| Б | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, с | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
