Р1зобретение относится к обработке металлов давлением, в частности к отбортовке изделий некруглой формы.
Известные способы отбортовки стенок изделий некруглой формы, включающие операции вьгрезки отверстия и последуюгцей отбортовки не позволяют получать изделия с минимальной разницей толщин по контуру кромки борта, что ограничивает технологические возможности процесса отбортовки.
Цель изобретения - расширение те.хнологических возможностей процесса « снижение степени утонения вогнутых участков.
Достигается она тем, что вначале производят полную отбортовку прямых и выпуклых участков и частичную вогнутых с образованием выступов в виде продольных гофр, выполненных по заданному радиусу и с увеличивающейся ,к кромке отверстия высотой, а затедм эти гофры выворачивают до образования ирямых углов между стенками изделия.
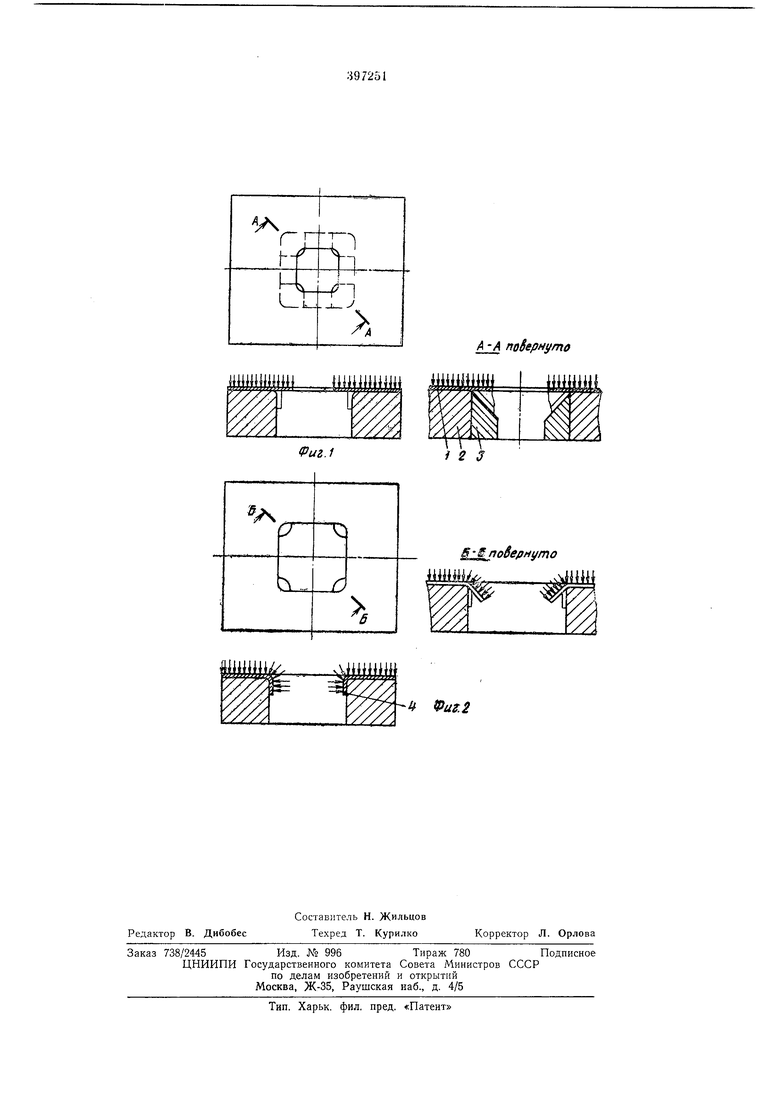
На фиг. 1 показан первый переход отбортонки; на фиг. 2 - второй переход.
Заготовку / с предварительно вырезанным или пробиты.м отверстием укладыв ают на матрицу 2 первого перехода и эластичным пуансоном или жидкой средой отбортовывают внутрь с образованием формы борта, отвечающий внутренней поверхности матрицы 2 с вкладышами 3, вставленными в вогнутые ее участки. При этом вкладыши 3 имеют плавную округлую форму рабочей поверхности контура в вертикальных сечениях. После удаления из матрицы 2 вкладышей 3 окончательно отбортовывают изделие 4 до образования прямых УГЛОВ между стенками изделия.
Предмет изобретения
Способ отбортовки эластичной средой и жидкостью изделий некруглой формы, имеющих прямые и фигурные участки бортов, сопряженные с вогнутыми участками большой кривизны, содержащий онерации вырезки отверстия и последующей отбортовки, отличающийся тем, что, с целью расширения технологических возможностей процесса и снижения степени утонения вогнутых участков, вначале производят полную отбортовку прямых и выпутстых участков и частичную вогнутых с образованием выступов в виде продольных гофр, выполненных по заданному радиусу и с увеличивающейся к кромке отверстия высотой, а затем эти гофры выворачивают до образования прямых углов между стенками изделия.
f( -A повернуто
iPuz.i
/ 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННОЙ ЛИСТОВОЙ ДЕТАЛИ | 2011 |
|
RU2477665C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| Способ получения горловин | 1987 |
|
SU1454544A1 |
| Устройство для отбортовки цилиндрических изделий | 1977 |
|
SU747574A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| Способ получения борта на деталях с незамкнутым наружным контуром и инструмент для его осуществления | 1990 |
|
SU1770005A1 |
| СПОСОБ ФОРМОВКИ ПАТРУБКОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 2013 |
|
RU2542034C2 |
| ШТАМП ДЛЯ ОТБОРТОВКИ КРОМОК ЛИСТОВЫХ | 1973 |
|
SU362660A1 |
| Штамп совмещенного действия | 1987 |
|
SU1423230A2 |
иг.2
