Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для получения ответвлений в трубных заготовках, преимущественно для неравнопроходных тройников.
Известен пуансон для отбортовки равнопроходного патрубка в трубной заготовке (патент РФ №2304032, В21С 37/29, B21D 19/00, опубл. 10.06.2007), выполненный в виде сочленения конуса с цилиндрическим пояском, диаметр которого равен внутреннему диаметру трубной заготовки. Пуансон имеет дополнительную рабочую секцию в виде размещенных по периферии торцевой поверхности цилиндрического пояска двух разомкнутых кольцевых выступов, внешняя образующая которых выполнена в виде обратного конуса.
Однако известный пуансон предназначен для изготовления равнопроходных тонкостенных тройников, и его использование не обеспечивает требуемых геометрических параметров магистрали тройника.
Известен пуансон для отбортовки отверстия (а.с. СССР №1690904, B21D 22/00, B21D 19/00, опубл. 15.11.1991), имеющий крепежную часть, цилиндрическую рабочую часть, тороидальный участок, на торце которого расположен фигурный ловитель с коническим заходным участком.
Недостатком пуансона является его использование только для изготовления тонкостенных изделий холодной штамповкой.
Известен пуансон для отбортовки фланца в стенке трубной заготовки (а.с. СССР №1466834, B21D 19/02, B21D 41/02, опубл. 23.03.1989), выбранный в качестве прототипа. Пуансон содержит хвостовик и рабочий элемент в виде направляющей, формообразующей и формоизменяющей частей, расположенных последовательно с возможностью регулировки зазора между ними. Направляющая и формообразующая части выполнены по форме усеченного конуса, формоизменяющая часть образована двумя плоскими основаниями, плавно соединенными боковой выпуклой поверхностью, при этом большее основание соответствует форме отбортовываемого фланца - круга, эллипса или квадрата.
Недостаток пуансона заключается в ограниченных возможностях использования, связанных со сложной сборкой пуансона и установкой в процессе штамповки, что исключает возможность его применения при горячей штамповке и изготовлении толстостенных изделий.
Задачей, на решение которой направлено изобретение, является повышение универсальности применения пуансона для изготовления широкой номенклатуры тройников и повышения производительности.
Технический результат заключается в получении за один проход штамповки ответвления требуемой высоты, без его разрывов при изготовлении тройников с большим перепадом толщин стенок магистрали и ответвления.
Поставленная задача по первому варианту решается за счет того, что в пуансоне для отбортовки ответвления в стенке трубной заготовки, выполненном в виде тела вращения со сквозным центральным отверстием, двумя плоскими основаниями, большее из которых соответствует внутреннему диаметру ответвления, боковой поверхностью с выпуклыми участками и состоящем по меньшей мере из трех частей, две из которых являются формоизменяющей и формообразующей, согласно изобретению между формоизменяющей и формообразующей частями выполнена стабилизирующая часть, образованная цилиндрической поверхностью и плавно сочлененная с ними, формоизменяющая часть образована меньшим основанием пуансона и боковой поверхностью, выполненной сопряжением соосных торообразного и конического участков, формообразующая часть образована большим основанием пуансона и боковой поверхностью, состоящей из последовательно сочлененных соосных конического, торообразного и цилиндрического участков, последний из которых примыкает к большему основанию пуансона. Кроме того, на большем основании пуансона жестко закреплены приспособления для фиксации пуансона на штоке.
Поставленная задача по второму варианту решается за счет того, что в пуансоне для отбортовки ответвления в стенке трубной заготовки, выполненном в виде тела вращения с двумя основаниями, большее из которых соответствует внутреннему диаметру ответвления, боковой поверхностью с выпуклыми участками и состоящем по меньшей мере из трех частей, две из которых являются формоизменяющей и формообразующей, согласно изобретению между формоизменяющей и формообразующей частями выполнена стабилизирующая часть, образованная цилиндрической поверхностью и плавно сочлененная с ними, на меньшем основании пуансона жестко закреплен ловитель, выполненный в виде усеченного конуса и плавно сочлененный с формоизменяющей частью, боковая поверхность которой выполнена сопряжением соосных торообразного и конического участков, формообразующая часть образована большим основанием пуансона и боковой поверхностью, состоящей из последовательно сочлененных соосных конического, торообразного и цилиндрического участков, последний из которых примыкает к большему основанию пуансона, при этом пуансон снабжен опорной частью, сочлененной с цилиндрическим участком формообразующей части таким образом, чтобы в поперечном сечении контур опорной части не выступал за пределы контура цилиндрического участка формообразующей части. Кроме того, основания ловителя выполнены в виде круга или в виде эллипса.
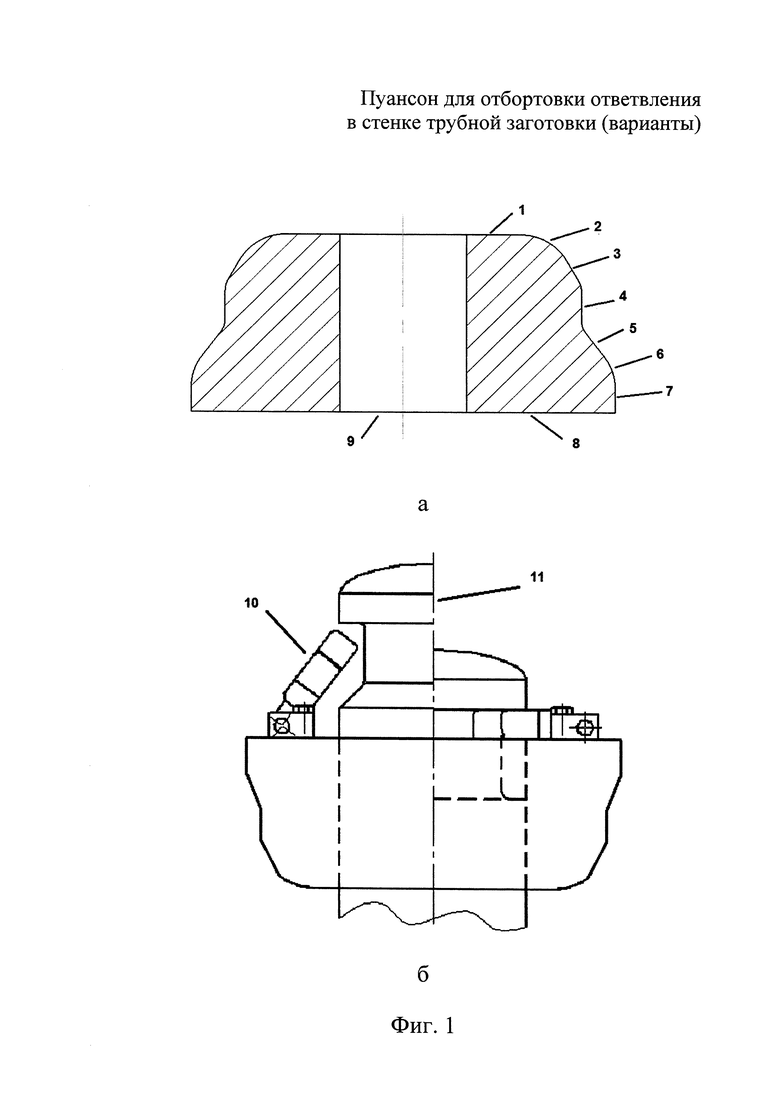
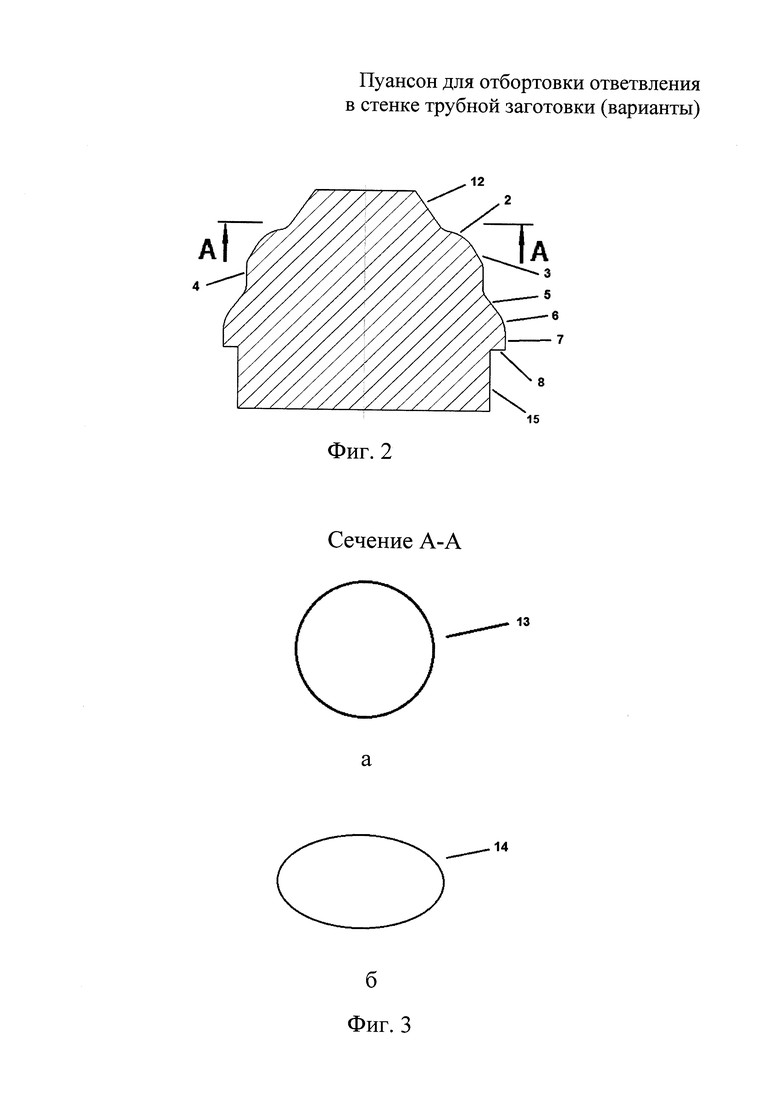
Изобретение иллюстрируется чертежами, где на фиг. 1,а схематично представлен пуансон со сквозным центральным отверстием, на фиг. 1,б - фиксация пуансона на штоке, на фиг. 2 схематично показан пуансон с ловителем в виде усеченного конуса и опорной частью, на фиг. 3,а и 3,б показаны поперечные сечения ловителя пуансона А-А на фиг. 2, соответствующие форме выполненного в заготовке отверстия.
Пуансон, изображенный на фиг. 1, состоит из формоизменяющей, стабилизирующей и формообразующей частей и выполнен со сквозным центральным отверстием для фиксации на штоке. Пуансон, изображенный на фиг. 2, состоит также из формоизменяющей, стабилизирующей и формообразующей частей и выполнен с ловителем в виде усеченного конуса и опорной частью.
Формоизменяющая часть пуансона (фиг. 1) образована меньшим основанием 1, боковой поверхностью, образованной торообразным 2 и коническим 3 участками, затем расположена стабилизирующая часть, образованная цилиндрической поверхностью 4 и плавно сочлененная с формоизменяющей и формообразующей частями, боковая поверхность формообразующей части образована коническим 5, торообразным 6 и цилиндрическим 7 участками и примыкает к большему основанию 8 пуансона.
Пуансон по первому варианту выполнен со сквозным центральным отверстием 9, на большем основании 8 пуансона могут быть выполнены приспособления 10 для фиксации пуансона на штоке 11.
Пуансон по второму варианту (фиг. 2) выполнен с ловителем 12 в виде усеченного конуса, жестко закрепленным на меньшем основании 1 пуансона и плавно сочлененным с формоизменяющей частью. Основания ловителя 12 могут быть выполнены в виде круга 13 или в виде эллипса 14. Пуансон снабжен опорной частью 15, сочлененной с цилиндрическим участком 7 формообразующей части таким образом, чтобы в поперечном сечении контур опорной части не выступал за пределы контура цилиндрического участка формообразующей части.
Выполнение формоизменяющей части пуансона с боковой поверхностью, образованной сопряжением соосных торообразного и конического участков, исключает появление концентраторов напряжений при штамповке, снижает усилия при формообразовании, исключает возможность образования разрыва ответвления при окончательной отбортовке и позволяет получить большую высоту отбортовки.
Выполнение пуансона со стабилизирующей частью, образованной цилиндрической поверхностью и плавно сочлененной с формоизменяющей и формообразующей частями, позволяет восстановить ресурс пластичности металла после формоизменения поверхности изделий и тем самым предотвратить образование трещин (разрывов) ответвлений при окончательном формообразовании поверхности изделий независимо от толщины стенки исходной заготовки.
Формообразующая часть пуансона, боковая поверхность которой образована сочленением соосных конического, торообразного и цилиндрического участков, служит для окончательного формирования ответвления тройника с требуемой геометрией.
Плавное сочленение функциональных частей пуансона, выполненное, например, в виде фаски или радиуса скругления, исключает образование дефектов, в частности задиров, наплывов, расслоений на внутренней поверхности ответвления.
Выполнение пуансона с ловителем в виде усеченного конуса обеспечивает центровку заготовки при штамповке и получение требуемой геометрии изделий.
Оба основания ловителя могут быть выполнены либо в виде круга, либо в виде эллипса, при этом большее основание повторяет форму и размеры предварительно выполненного в заготовке отверстия, тем самым центрируя заготовку на пуансоне. При изготовлении неравнопроходных тройников с соотношением диаметра магистрали к диаметру ответвления более чем в 2,5 раза большее основание ловителя выполняют в виде круга, в остальных случаях, в том числе и при штамповке равнопроходных тройников, большее основание ловителя выполняют в виде эллипса.
Выполнение пуансона с опорной частью, сочлененной с цилиндрическим участком формообразующей части, служит для установки или крепления пуансона на брусе при отбортовке ответвлений. Причем в поперечном сечении контур опорной части не должен выступать за пределы контура цилиндрического участка формообразующей части, чтобы при отбортовке ответвлений не произошло заклинивания отбортованного ответвления тройника на пуансоне.
Пуансон может быть выполнен как монолитным, так и наборным по высоте по меньшей мере из трех основных частей. Пуансон предлагаемой конструкции может быть снабжен дополнительной формообразующей частью, что позволит расширить ассортимент изделий, изготавливаемых с его применением. Использование такого пуансона позволит штамповать без разрывов тройники с соотношением толщин магистрали и ответвления более четырех.
Пуансон, выполненный по заявляемым вариантам, был использован при изготовлении тройников на АО «Трубодеталь».
Пример 1. Изготовление неравнопроходного тройника штампованного 406,4x114-28-16 с применением пуансона, выполненного с центральным отверстием и закрепленного на штоке
В трубной заготовке диаметром 406,4 мм и длиной 4200 мм высверливали, в частности, 4 отверстия диаметром 50 мм, осуществляли локальный нагрев зоны вокруг отверстий до температуры 940÷960°С, выполняли отбортовку ответвлений пуансоном с центральным отверстием и закрепленным на штоке, что позволило получить необходимую высоту отбортовки ответвлений - 30 мм без разрывов.
Пример 2. Изготовление неравнопроходного тройника штампосварного 1020x168-34-9 (коэффициент утонения 3,5) с применением пуансона, выполненного с центральным отверстием и закрепленного на штоке
В трубной заготовке диаметром 1020 мм и длиной 1000 мм вырезали отверстие диаметром 90 мм, осуществляли локальный нагрев зоны вокруг отверстия до температуры 940÷960°С, выполняли отбортовку ответвления пуансоном с центральным отверстием и закрепленным на штоке, что позволило получить необходимую высоту отбортовки - 50 мм и толщину ответвления тройника не более 10 мм без разрыва.
В приведенных примерах заданную геометрию возможно получить при штамповке последовательно двумя пуансонами с дополнительным подогревом зоны вокруг отверстия в заготовке после первой отбортовки. Однако существующий метод является более трудоемким и технологически сложным ввиду необходимости центрирования заготовки после первой отбортовки.
Пример 3. Изготовление неравнопроходного тройника штампосварного 1020x426-46-18 с применением пуансона, выполненного с ловителем и опорной частью и установленного на опорной поверхности, например на брусе
В трубной заготовке диаметром 1030 мм и длиной 920 мм вырезали отверстие диаметром 170 мм, нагрели заготовку в печи до температуры 940÷960°С, установили нагретую заготовку на пуансон, выполненный с ловителем с основаниями в виде круга, и осуществляли отбортовку ответвления пуансоном, что позволило получить необходимую высоту отбортовки - 110 мм и толщину ответвления тройника - 20 мм без разрыва.
Для изготовления изделий, у которых соотношение толщины магистрали к толщине ответвления более четырех, может быть использован пуансон, выполненный, в частности, с двумя формообразующими частями, что позволит осуществить штамповку тройника за один проход пуансона без разрывов ответвления и с получением большой высоты отбортовки.
При применении пуансона для отбортовки ответвлений нагретой заготовки обеспечивается равномерное распределение деформации по окружности отбортованного ответвления (равномерная толщина стенки по окружности).
Использование пуансона предлагаемой конструкции расширяет арсенал технических средств, увеличивает номенклатуру изготавливаемых с его применением изделий, позволяет получать за один проход штамповки ответвления требуемой высоты, без разрывов ответвлений при изготовлении тройников с большим перепадом толщин стенок магистрали и ответвления. Применение пуансона обеспечивает выполнение нескольких ответвлений по длине заготовки, высокое качество внутренней поверхности ответвлений тройников и снижение трудоемкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тройника | 2018 |
|
RU2696120C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| СПОСОБ ТРАФАРЕТНОГО НАГРЕВА В ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКЕ НЕФТЕ-ГАЗО-ТЕПЛО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2481168C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для получения ответвлений в трубных заготовках. Пуансон выполнен в виде тела вращения со сквозным центральным отверстием, двумя плоскими основаниями, большее из которых соответствует внутреннему диаметру ответвления. Формоизменяющая часть пуансона образована его меньшим основанием и боковой поверхностью, выполненной сопряжением соосных торообразного и конического участков. Стабилизирующая часть расположена между формообразующей и формоизменяющей частями и образована цилиндрической поверхностью. Формообразующая часть образована большим основанием пуансона и боковой поверхностью, состоящей из последовательно сочлененных соосных конического, торообразного и цилиндрического участков. Пуансон по второму варианту дополнительно содержит ловитель в виде усеченного конуса, плавно сочлененный с формоизменяющей частью, и снабжен опорной частью. Повышается качество изготавливаемых тройников за счет устранения разрывов. 2 н. и 3 з.п. ф-лы, 3 ил.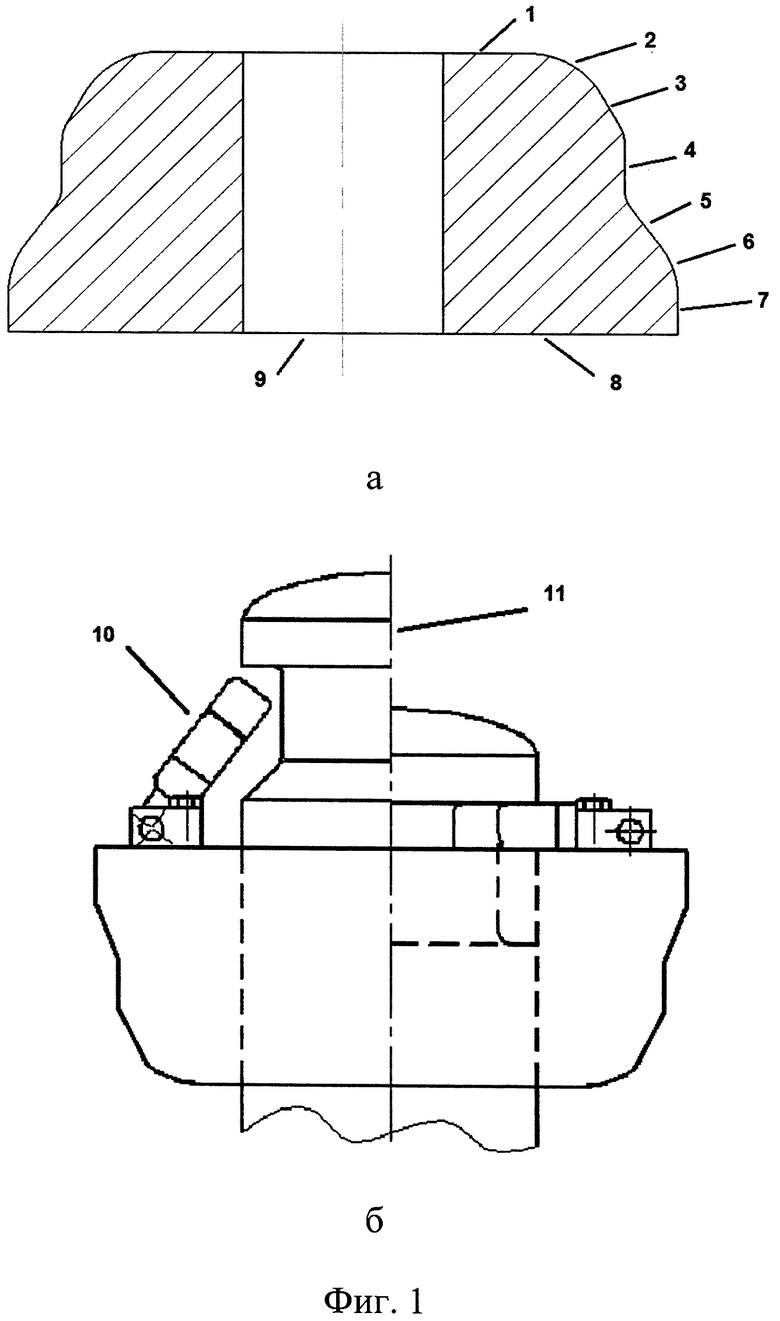
1. Пуансон для отбортовки ответвления в стенке трубной заготовки, выполненный в виде тела вращения со сквозным центральным отверстием, двумя плоскими основаниями, большее из которых соответствует внутреннему диаметру ответвления, боковой поверхностью с выпуклыми участками и состоящий по меньшей мере из трех частей, две из которых являются формоизменяющей и формообразующей, отличающийся тем, что он выполнен с расположенной между формоизменяющей и формообразующей частями и плавно сочлененной с ними стабилизирующей частью, образованной цилиндрической поверхностью, формоизменяющая часть образована меньшим основанием пуансона и боковой поверхностью, выполненной сопряжением соосных торообразного и конического участков, при этом формообразующая часть образована большим основанием пуансона, а ее боковая поверхность, состоит из последовательно сочлененных соосных конического, торообразного и цилиндрического участков, последний из которых примыкает к большему основанию пуансона.
2. Пуансон по п. 1, отличающийся тем, что на большем основании пуансона жестко закреплены приспособления для фиксации пуансона на штоке.
3. Пуансон для отбортовки ответвления в стенке трубной заготовки, выполненный в виде тела вращения с двумя основаниями, большее из которых соответствует внутреннему диаметру ответвления, боковой поверхностью с выпуклыми участками и состоящий по меньшей мере из трех частей, две из которых являются формоизменяющей и формообразующей, отличающийся тем, что он выполнен с расположенной между формоизменяющей и формообразующей частями и плавно сочлененной с ними стабилизирующей частью, образованной цилиндрической поверхностью, на меньшем основании пуансона жестко закреплен ловитель, выполненный в виде усеченного конуса, плавно сочлененного с формоизменяющей частью, боковая поверхность которой выполнена сопряжением соосных торообразного и конического участков, формообразующая часть образована большим основанием пуансона и боковой поверхностью, состоящей из последовательно сочлененных соосных конического, торообразного и цилиндрического участков, последний из которых примыкает к большему основанию пуансона, при этом пуансон снабжен опорной частью, сочлененной с цилиндрическим участком формообразующей части без выступания в поперечном сечении контура опорной части за пределы контура цилиндрического участка формообразующей части.
4. Пуансон по п. 3, отличающийся тем, что основания ловителя выполнены в виде круга.
5. Пуансон по п. 3, отличающийся тем, что основания ловителя выполнены в виде эллипса.
| Пуансон для отбортовки фланца в стенке трубной заготовки | 1987 |
|
SU1466834A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| ОБРАБОТКА СООБЩЕНИЯ | 2005 |
|
RU2369029C2 |

