Описываемый штамп предназначен для вырубки и реверсивной ,вытяж)К|И плоской заготовки «а прессе двойиого действия.
Известный штамп для вырубки и вытяжки плоской заготовки .содержит .верхнюю и нижнюю лодц1там повые .плиты, вырубную .малр:ицу, вырубной луансои, служащий одновременно вытяжной матрицей, вытяжной пуансон, прмжимное КОЛЬЦО и выталкиватель. Однако на этом штампе нельзя осуществить реверсивную вытяжку заготовки.
Описываемый аитамп для осуществления реверсивной .вытяжки снабжен дополццтель.ным пуансоном для окончательной вытяжки, промежуточной плитой с кольцевой выточкой по торцу и, расположенным в ней, упорным кольцом с циЛИНДрическими П|руж:инами, пр;Ичем прижиАшое кольцо вьмюлнено в виде матрицы для окончательной вытяжки, а пуансон - в виде выталкивателя.
Для Простотрл изготовления штамповочного инструмента вытяжные пуансоны, а также вытяжные матрицы ,выполнены с ра1вны.ми рабочими диаметрами.
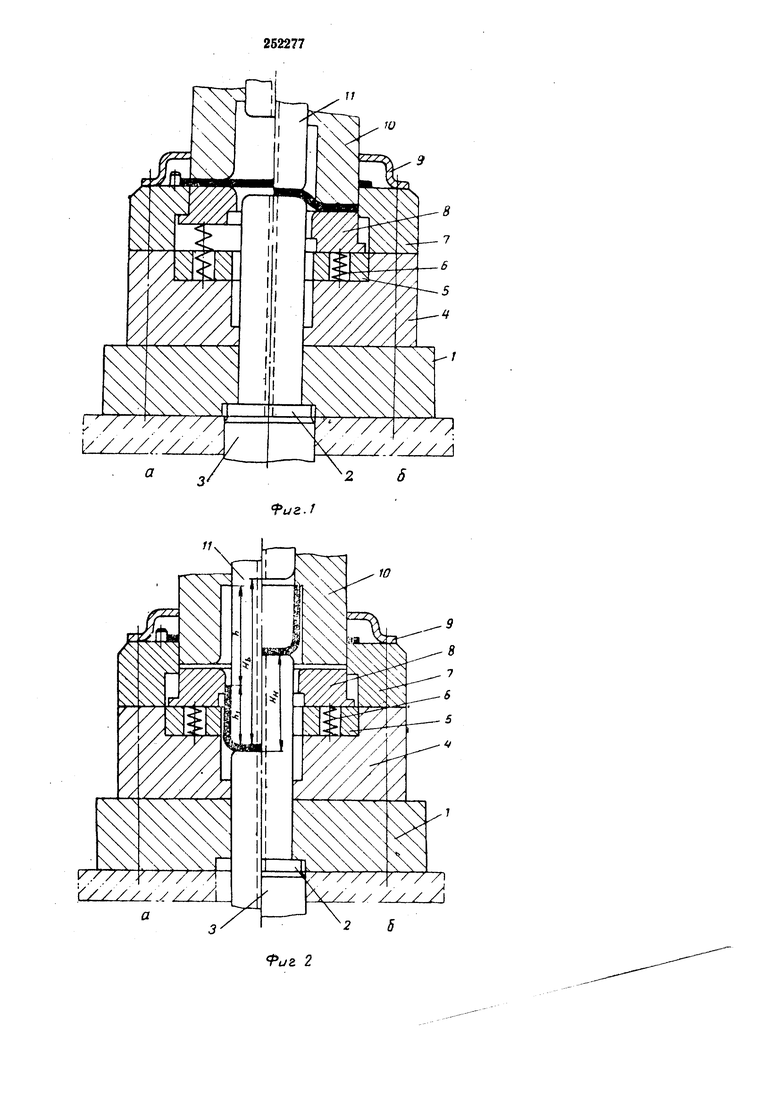
На фиг. 1 цоказаны положения рабочих частей штампа перед )вьфубкой заготовки (а) и положение инструмента « конце предварительной вытяЖКи (б); на фиг. 2 - .положение ииструмента в конце окончательной вытяжки (а) И обратного хода .внутреннего .ползуна пресса (б).
Штамп содержит нижнюю плиту /, вытяжной пуансон 2 для предварительной вытяжки, являющийся одновременно выталкивателем, толкатель 3, нромежуточную плиту 2, упорное
кольцо 5 с цилиндрическими цружинами 6, расположенное в промежуточной плите, вырубную матрицу 7, закрепленную на .промежуточной плите, прижим.ьое кольцо 8, выполненное в виде матрицы для окончательной
вытяжки, съемник 9, .неподвижно закрепленный на вырубной матрице, вырубной пуансон 10, являюгцийся одновременно матрицей для предварительной вытяжки (пуаН.сон-л1атрица), и дополнительный нуаноон // для окончательной вытяжки.
Штамп работает следующим образом. В .начале рабочего хода пуансон-матрица опускается на полосу и произ.вод.ит вырубку заготовки на .вырубной матрице. Затем «ач.инается предварительная вытяжка заготовки пуансон-матрццей и пуансоном 2 на небольшую заданную высоту, ограниченную соприкосновением .прижимного кольца с упорным кольцом. В перио.д предва.рительной вытяжки
пуансон 2 неподвижен, для чего усилие пнев.матической подушки (ил-и другого буферного устройства) должпо быть больше усилия, необходимого для предварителмюй Конечный момент предварительна
нию рабочего хода -наружного ползуна. В начале рабочего хода внутреннего ползуна «а донную часть предварительно вытянутого полуфабриката опускается пуансон 11, который производит окончательную вытяжку через прижимное кольцо, выполненное в виде матр1иды для окончательной вытяжки, ъ это время пуавсон 2 вместе с толкателем опускается вниз. Незажатая часть полуфабриката, опоясывающая головку пуаисона 2 при предварительной .вытяжке, в процессе окончательной вытяжки сначала несколько «выпучивается вверх, а затем .втягивается в зазор между пуавсоном 1И матрицей, упрочняясь и утолщаясь. Это и создает возможиость увеличения степени вытяжки, увеличивая прочность опасного сечения изделия. Ход внутреннего ползуна пресса должен быть рассчитан такшл образом, чтобы к концу окончательной вытяжки край полуфабриката не вышел из матрицы. Во время обратного хода внутреннего ползуна толкатель приводит в движение пуансон 2, который выталкивает готовое изделие из матрицы. При этом, во избежание смятия изделия, необходимо, чтобы расстояние h от его края до торца кольцевой части пуансон-матрицы, предназначенного для съема изделия, было больше величины хода Н пуансона 2.
При дальнейшем движении пуансона 11 вверх край изделия упирается в торец кольцевой части пуансон-матрицы, после чего изделие снимается с пуансона /). Для гарантии съема должно соблк даться условие:
//./11-ЬЛ.
где Я в - величина хода верхнего пуансона 11; hi - глубина изделня.
Во время обратного хода наружного ползуна матрица 8 возвращается в исходное положение под действием цилиндрических -пружин; готовое изделие .падает вниз (так как зазор между пуансоном 11 и пуансон-матрицей несколько больше зазорй между .пуансоном 2 и матрицей 8) « удаляется из штампа пинцетом или сжатым воздухом.
10
Предмет изобретения
Совмещенный штамп для вырубки и вытяжки изделий из плоской заготовки на прессе
двойного действия, содержащий верхнюю и НИЖ1НЮЮ подщтамповые плиты, вырубную матрицу, вырубной пуансон, являющийся одновременно вытялсной матрицей, вытяжной пуансон, прижимное -кольцо и выталкиватель,
отличающийся тем, что, с целью осуществления реверсивной вытяжки, включающей -предварительную и окончательную вытяжки, и увеличения степени вытяжки, он снабжен дополнительным пуа-нсоном для окончательной
вытяжки, установленным в отверстии вырубной матрицы, упорным кольцом с цилиндрическими пружинами, а также промежуточной плитой с центральным отверстием, закрепленной на нижней плите концентрично вытяжному пуансону н имеющей кольцевую выточку по торцу, в которой расположено упорное кольцо, взаимодействующее с прижимным кольцо.м, выполненным в виде матрицы для окончательной вытяжки, а вытяжной пуансон
выполнен в виде выталкивателя, свободно установленного в центральном отверстии .промежуточной и нижней ПЛИТ, при этом вытяжные пуансоны, а также вытяж-ные матрицы имеют равные рабочие диаметры.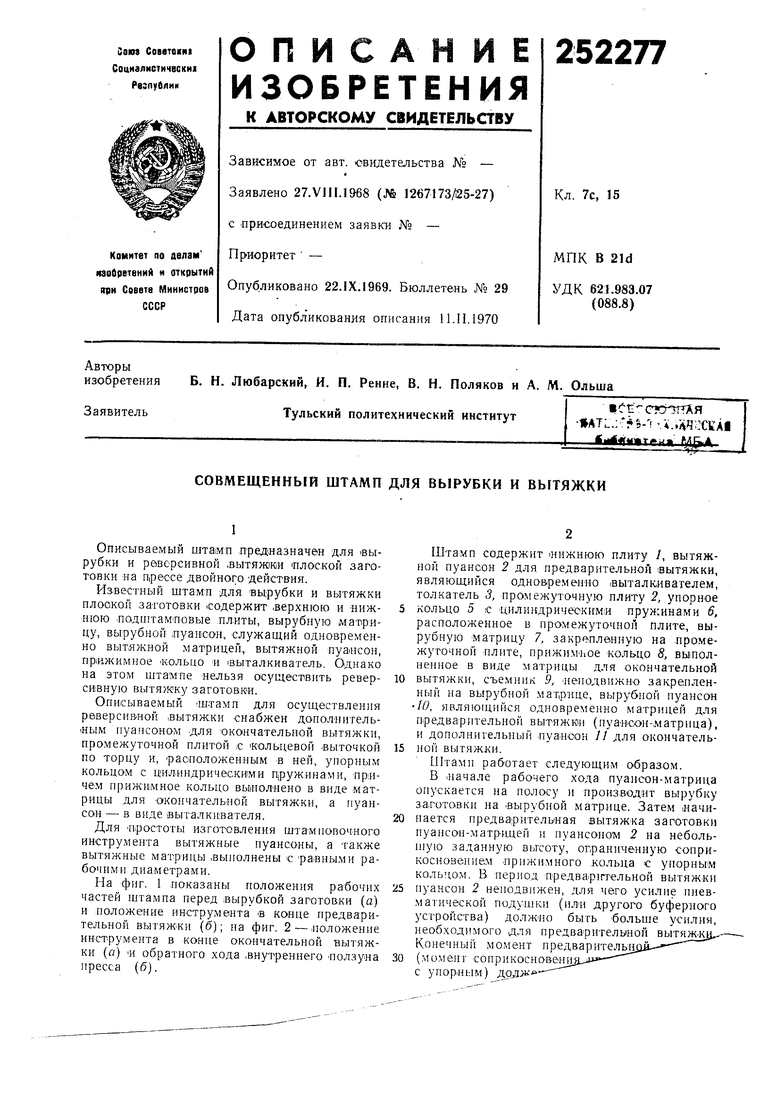
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Штамп для вырубки-вытяжки-вырубкивытяжки | 1977 |
|
SU677791A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |