Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке, предназначенной для вытяжки листовых заготовок квадратной формы, в результате которой получают цилиндрические или квадратные в плане оболочки.
При получении цилиндрических или квадратных в плане оболочек из листовых материалов используют комбинированные штампы для одновременной вырубки кружка и вытяжки (Романовский В.П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отд-ние, 1979. - 520 с.) В штампе имеется вырубная матрица, вытяжной пуансон, матрица-пуансон, служащая для вырубки пуансоном и вытяжной матрицей. При вытяжке необходим прижим, создаваемый прижимным кольцом. Сила прижима действует от нижнего буфера.
При вытяжке с использованием квадратной заготовки в известном штампе возникает существенная корончатость на открытом торце оболочки. В процессе формоизменения плоской заготовки (круглой или квадратной) наблюдается локализация деформаций с возможным разрушением материала в области контакта плоской заготовки с тороидальной поверхностью пуансона, что связано с наличием в этой области растягивающих напряжений, в результате чего ограничиваются технологические возможности формоизменения заготовки.
Известен штамп для вытяжки (А.С. №741994, МПК8 B21D 22/02, B21D 37/12/ Опубл. 25.06.1980, бюлл. №23) принятый за прототип, содержащий верхнюю и нижнюю плиты, пуансон, матрицу, прижим с равномерно расположенными по окружности радиальными пазами, в которых установлены с возможностью радиального смещения ползуны, а также привод перемещения ползунов, который выполнен в виде неподвижно закрепленного на нижней плите кольца, охватывающего прижим и несущего подпружиненные в радиальном направлении толкатели, каждый из которых взаимодействует с боковой поверхностью соответствующего ползуна, при этом боковая поверхность каждого ползуна выполнена профилированной, профиль которой рассчитывается по формуле, учитывающей начальный радиус заготовки, ее толщину, радиус матрицы вытяжки, зазор между матрицей и пуансоном и плоскостную анизотропию материала.
Недостатком устройства является возможность создания только торцевого подпора в радиальном направлении, тогда как для устранения коронок в полученной полой оболочке требуется деформировать угловые участки квадратной заготовки до входа этих участков в полость матрицы для вытяжки.
Задачей изобретения является экономия листового металла путем обеспечения формоизменения угловых участков квадратной заготовки, позволяющий уменьшить или устранить коронки в полой оболочке в процессе вытяжки, расширение технологических возможностей при получении цилиндрических и квадратных в плане оболочек.
Для решения поставленной задачи предлагается устройство, содержащее нижнюю и верхнюю плиты, пуансонодержатель, пуансон, пуансон-матрицу для вырубки и вытяжки, опорное кольцо, прижим с равномерно расположенными по окружности радиальными Т-образными пазами и установленными ползушками с профильной боковой поверхностью, буферное устройство с толкателями, при чем на нижней плите установлены стойки, на которых закреплена промежуточная плита с отрезным ножом и направляющими планками, на верхней плите закреплена пуансон-матрица с прямоугольной формой пуансона для отрезки и матрицей для вытяжки, на прижиме выполнены трафареты, толщина которых на 0,1…0,2 мм больше толщины листовой квадратной заготовки, в Т-образных пазах расположены ползушки в форме двутавра с боковой поверхностью выполненной под углом Q, равным 30…45°.
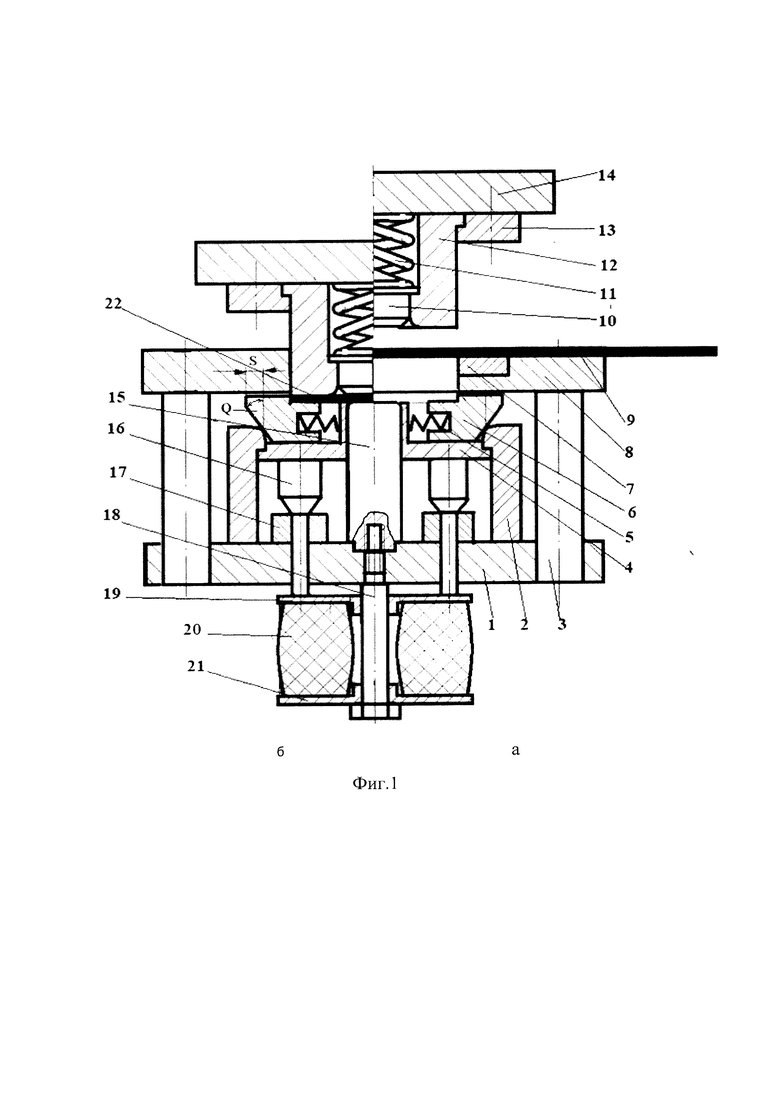
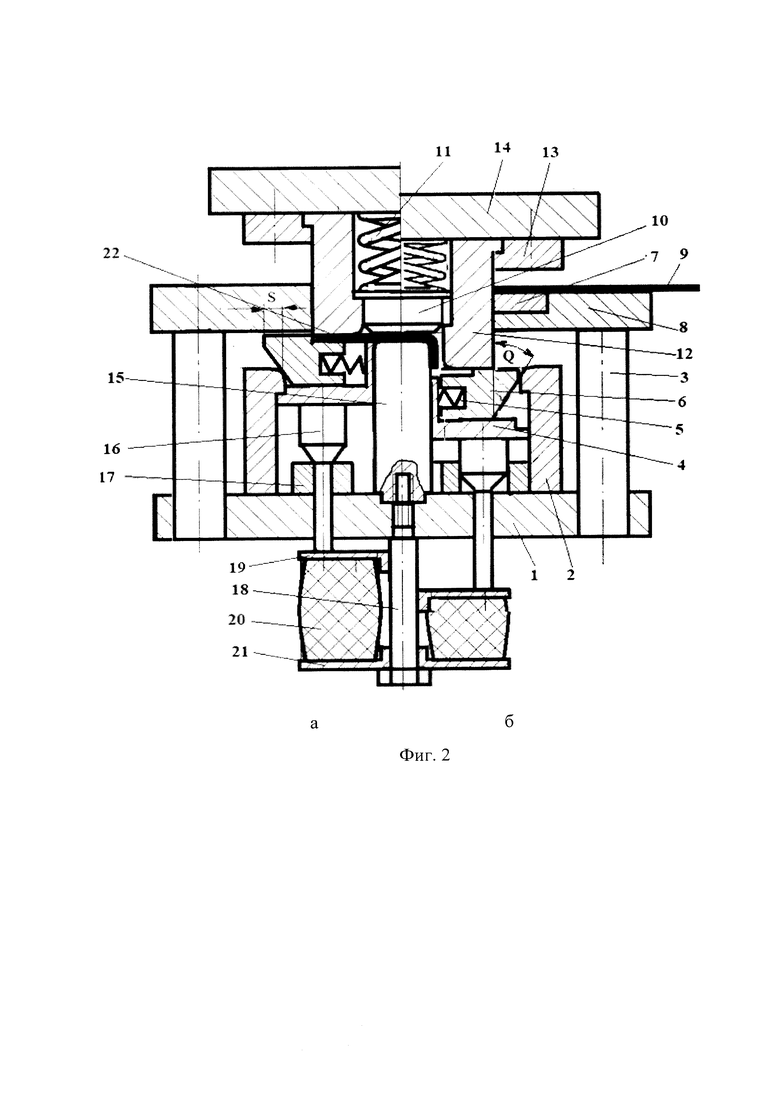
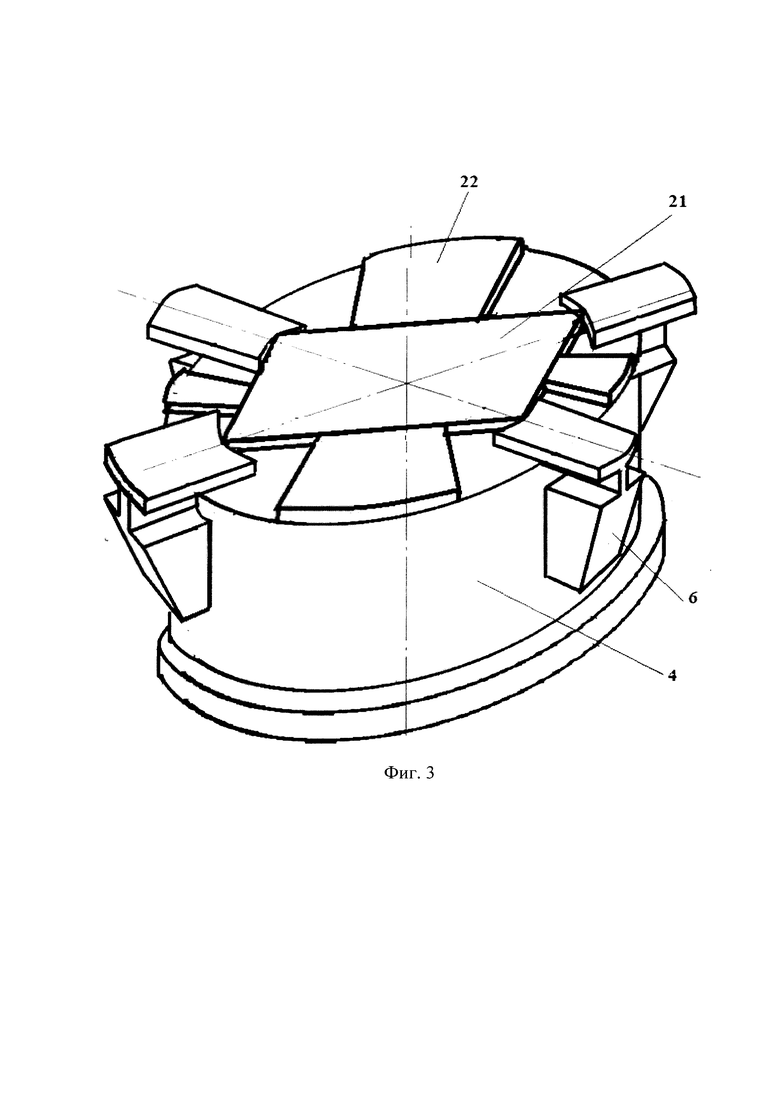
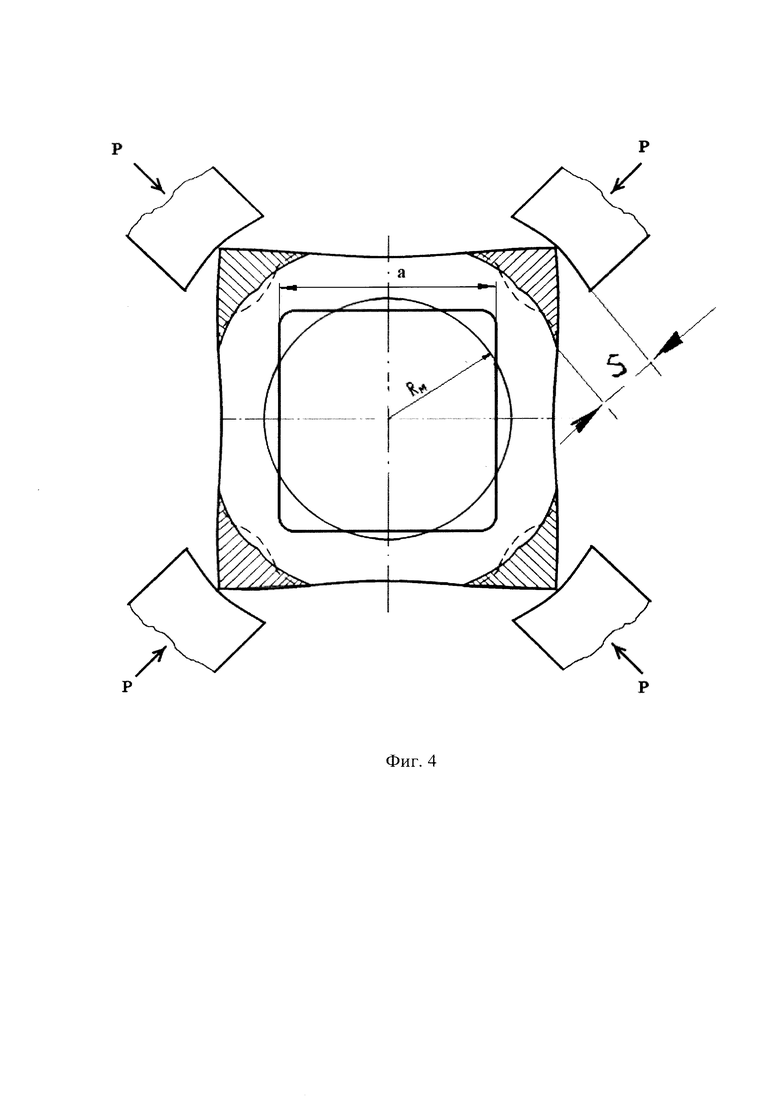
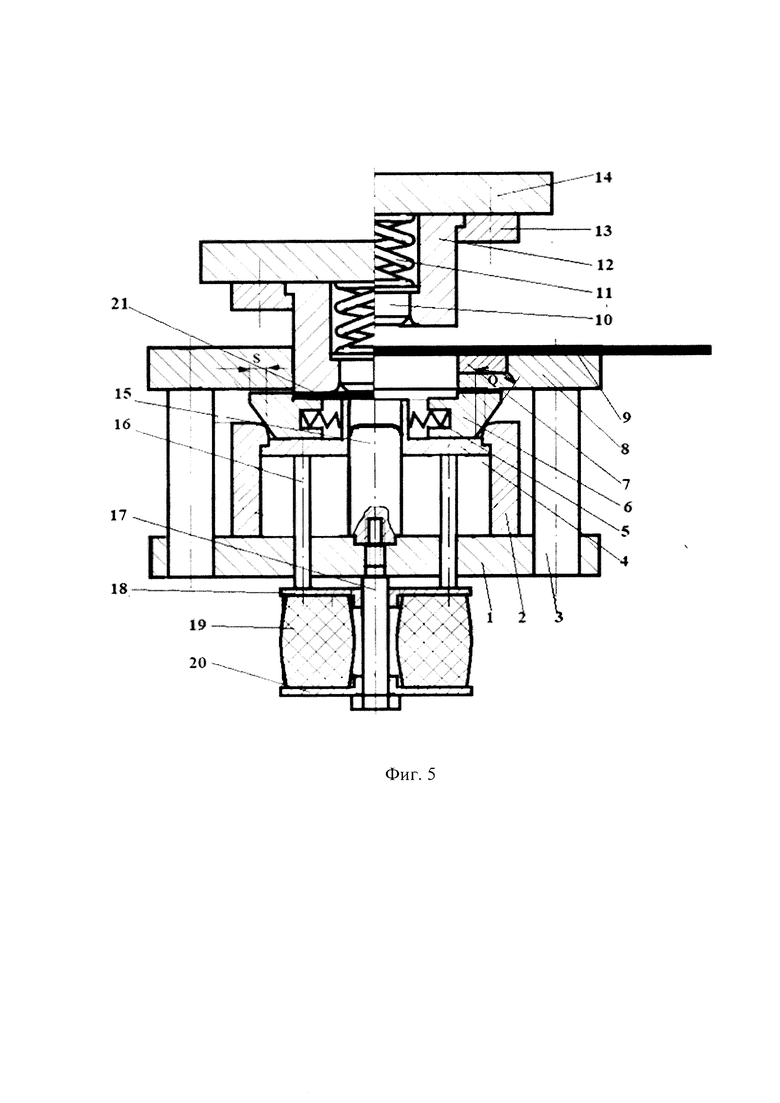
На фиг. 1, а показано устройство в исходном положении перед началом операции отрезки и вытяжки, на фиг. 1, 6 устройство после операции отрезки и перед началом операции вытяжки, на фиг. 2, а устройство перед началом операции вытяжки, на фиг. 2, 6 после окончания операции вытяжки, на фиг. 3 дан вид на прижим устройства с квадратной плоской заготовкой и ползушками перед началом выдавливания угловых участков квадратной заготовки, на фиг. 4 показан вид в плане на заготовку с ползушками, на фиг. 5 устройство настроенное на последовательное выполнение операций выдавливания, а затем вытяжки.
Устройство содержит нижнюю плиту 1, опорное кольцо 2, стойки 3, прижим 4, пружины 5, ползушки 6, отрезной нож 7, промежуточную плиту 8 с направляющими планками, по которым ориентируется полоса или лента 9, выталкиватель 10, пружины 11, пуансон-матрицу 12, матрицедержатель 13, верхнюю плиту 14, пуансон 15, толкатели 16, винт специальный 17, верхнюю шайбу 18, упругий элемент 19, нижнюю шайбу 20. В устройстве установлена квадратная заготовка 21. На прижиме 4 (Фиг. 3) расположены трафареты 22.
Устройство работает следующим образом. Для получения цилиндрических оболочек в устройство на нижнюю плиту 1 устанавливают цилиндрический пуансон 15, а на верхнюю плиту 14 пуансонодержатель 13 и пуансон-матрицу 12 с рабочей полостью матрицы диаметром dм и пуансоном прямоугольной формы. При получении оболочек квадратной формы, соответствующий пуансон 15 и пуансон-матрицу 12, с рабочей полостью матрицы, выполненной размером «ам» (фиг. 4). При этом пуансон выполнен также прямоугольной в плане формы. В радиальные пазы прижима 4 устанавливают подпружиненные ползушки 6, ширина полок которых составляет (0,8÷0,9)0,5dм√2 для цилиндрических оболочек и (0,8÷0,9)ам для оболочек квадратной формы. В исходном положении (фиг. 1, а) полосу 9 (или ленту), установленную в направляющих (не показаны) промежуточной плиты 8 подают до упора. Включают пресс и при рабочем ходе происходит отрезка квадратной заготовки 21 пуансон-матрицей 12 и ножом 7. Квадратная заготовка 21 помещается между трафаретами 22 и ползушками 6 (фиг. 3). Одновременно пуансон-матрица 12 входит в соприкосновение своим торцом с поверхностью боковых трафаретов 22, не соприкасаясь с поверхностью квадратной заготовки 21. Для этого трафареты 22 изготавливаются толщиной на 0,1…0,2 мм больше, чем толщина листовой заготовки 21. Прижим 4 под воздействием силы упругого элемента 19 через толкатели 16 контактирует с заплечиками опорного кольца 2, находясь в верхнем положении. Под действием пружин 5 ползушки 6 расположенные в т-образных пазах прижима 4 раздвинуты и контактируют боковой поверхностью с углом наклона Q с поверхностью опорного кольца 2. Далее происходит перемещение прижима 4 совместно с пуансон-матрицей 12 вниз. При этом ползушки 6 в результате контакта своей наклонной поверхностью под углом Q с поверхностью опорного кольца 2 сдвигаются в радиальном направлении на длину S (фиг.1, б), сжимая пружины 5 и воздействуя силой Р (фиг. 4) на угловые участки квадратной заготовки 21. Одновременно центральная часть квадратной заготовки соприкасается с торцом пуансона 15 для вытяжки и происходит операция вытяжки. При вытяжке в угловых участках квадратной заготовки 21 возникает жесткая зона (заштрихована), которая в известных устройствах не подвергается деформации и создает корончатость на открытом торце оболочки. Ползушки 6, перемещаясь в радиальном направлении на величину хода S (фиг. 1, б; фиг. 4) со скоростью превышающей скорость перемещения края заготовки в процессе вытяжки, выдавливают материал заготовки 21, формоизменяют ее в кружок. В процессе выдавливания угловых участков течение материала происходит только в радиальном направлении. Для устранения перемещения материала заготовки 21 в направлении по нормали к поверхности в устройстве используется нижний буфер, который создает требуемую силу, воздействующую на прижим 4, кроме того сила прижима также создается составляющей силы выдавливания, в результате чего ограничивается течение материала заготовки, с сохранением ее первоначальной толщины. В процессе рабочего хода происходит перемещение толкателей 16 вниз и упругое деформирование упругого элемента 19 буфера между верхней 18 и нижней 20 шайбами, установленными на специальном винте 17 с обеспечением требуемой при выдавливании силы прижима. При вытяжке квадратная заготовка 21 вступает в контакт с выталкивателем 10 и сжимает пружину 11.
При обратном ходе под действием буфера штампа толкатели 16 перемещают прижим 4 вверх до упора в опорном кольце 2, а ползушки 6 под действием пружин 5 перемещаясь в радиальном направлении занимают исходное положение. Готовая оболочка снимается с пуансона 15 прижимом 4, или удаляется из пуансон-матрицы выталкивателем 10 под воздействием упругой силы пружины 11.
В результате совмещения операций выдавливания угловых участков и вытяжки получается цилиндрическая или квадратная в плане оболочка с ровным открытым торцом. Совмещение операций выдавливания в радиальном направлении и вытяжки приводит не только к экономии материала, но и существенно уменьшает величину растягивающих напряжений, возникающих в радиальном направлении на участке контакта торца пуансона 15 с поверхностью заготовки 22 (опасном сечении), предотвращая ее разрушение. Устройство позволяет при использовании листовых заготовок квадратной формы для получения цилиндрических и квадратных оболочек при более значительных степенях деформаций, сокращая число операций. Технологические возможности также расширяются при формоизменении заготовок из малопластичных материалов.
Уменьшая длину пуансона вытяжки 15 и создавая просвет между торцом пуансона и квадратной заготовкой 21 (фиг. 5) устройство позволяет последовательно выполнять сначала операцию выдавливания, а затем вытяжку, что также расширяет его технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2710198C1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2775663C1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке, предназначенной для вытяжки листовых заготовок квадратной формы. На нижней плите установлены стойки, на которых закреплена промежуточная плита с отрезным ножом и направляющими планками. На верхней плите закреплена пуансон-матрица с прямоугольной формой пуансона для отрезки и матрицей для вытяжки. При этом на прижиме имеются трафареты, толщина которых превышает толщину листовой квадратной заготовки. В Т-образных пазах прижима расположены ползушки в форме двутавра с боковой поверхностью, выполненной под углом. Имеется также буферное устройство с толкателями. Повышается качество оболочек за счет уменьшения образования коронки в полой оболочке в процессе вытяжки. 5 ил.
Устройство для вытяжки оболочек из листовых заготовок квадратной формы, содержащее нижнюю и верхнюю плиты, пуансонодержатель, пуансон, опорное кольцо, прижим с равномерно расположенными по окружности радиальными Т-образными пазами и установленными ползушками с профильной боковой поверхностью, буферное устройство с толкателями, отличающееся тем, что оно снабжено установленными на нижней плите стойками, закрепленной на них промежуточной плитой с отрезным ножом и направляющими планками, закрепленной на верхней плите пуансон-матрицей, имеющей пуансон прямоугольной формы для отрезки квадратной заготовки и матрицу для вытяжки, установленными на прижиме трафаретами, толщиной на 0,1…0,2 мм превышающей толщину листовой квадратной заготовки, при этом упомянутые ползушки имеют форму двутавра с профильной боковой поверхностью, выполненной под углом Q, равным 30…45°.
| Штамп для вытяжки | 1978 |
|
SU741994A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| US 4193285 A, 18.03.1980. | |||

