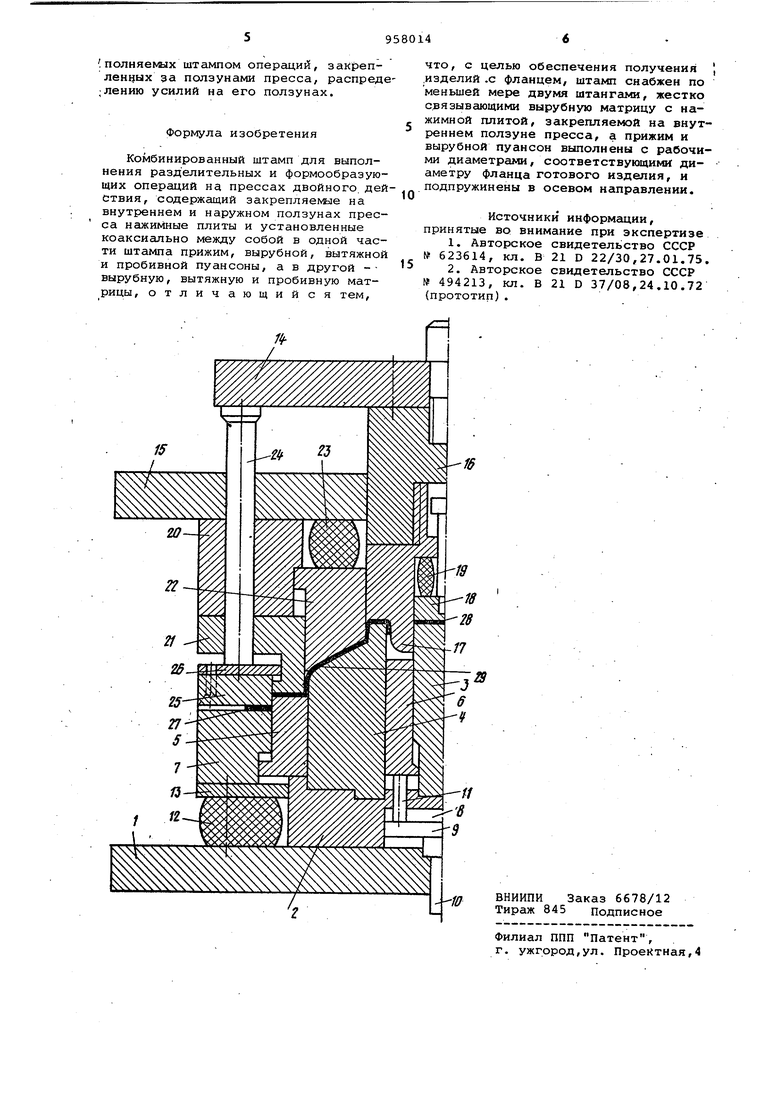
Изобретение относится к обработке металлов давлением и относится к шта повой оснастке. Известен штамп для вырубки заготовок/ вытяжки, пробивки отверстия и его отбортовки, содержащий разделительные и формообразующие инструменты 1J. Однако, этот штамп не обеспечивает обрезки припуска по фланцу изделия. Наиболее близким по технической , сущности и достигаемому результату изобретению является комбинированны .штамп для выполнения разделительных Iформообразующих операций на прессах двойного деистВИЯ,содержащий закреп eikObie на внутреннем и наружном ползунах пресса нажимные плиты и установленные коаксиально между собой в одной части штс1мпа прижим, вырубной, вытяжной и пробивной пуансоны, а в другой - вырубную, вытяжную и пробивную матрицы 2. Однако такой штамп не позволяет получать изделия с фланцем, так как обрезные пуансоны и матрица в нем имеют рабочие размеры, соответствующие размерам заготовок. Вследствие того, что в штампе обрезка фланца вытянутого изделия не производится. то фланец будет неровным, что требует выполнения последующей операции обрезки на другом штампе. Целью изобретения является получение изделий с фланцем заданного размера. Указанная цель достигается тем, . что в комбинированном штатипе для выполнения разделительных и формооб разующих операций на прессах двойного действия, содержащем закрепляе.мае на внутреннем и наружном ползунах пресса нажимные плиты и установленные коаксисшьно между собой в одной части штампа прижим, вырубной, вытяжной и пробивной пуансоны, а в другой - вырубную, вытяжную и пробивную матрицы, штамп снабжен по меньшей мере двумя штангами, жестко связывающими вырубную матрицу с нажимной плитой , закрепляемой на внутреннем ползуне пресса,а .прижим и вырубной пуансон выполнены с рабочими диаметрами,соответствующими диаметру фланца готового изделия,и подпружинены в осевом направлении. На чертеже схематически представлено предлагаемое устройство, продольный разрез. Штамп содержит неподвижную плиту 1 с опорой 2, на которой установлены коаксиально друг другу пробивной 3, вытяжной 4 и вырубной 5 пуансоны, съемник 6 и прижим 7, размещенную в полости 8 опоры 2 траверсу 9, связанную с толкателем 10 и посредством пальцев 11 со съемником 6, ус тановленный на неподвижной плите 1 под прижимом 7 и вырубным пуансоном 5 упругий элемент 12 из эластичного материала с металлической прокладкой 13, закрепляемые на внутреннем и наружном ползунах пресса (на чертеже не показаны) нажимные плиты 14 и 15, на первой из которых посредством промежуточной плиты 16 закреплена пробивная матрица 17, служащая одновременно отбортовочным пуансоном внутри которой установлен выталкиватель 18 отхода, подпрух иненный в осевом направлении упругим элементом 19, а на второй - при помощи промежуточной плиты 20 вытяжная матрица 21, внутри которой установлено формовочное кольцо 22, подпружиненное в осевом направлении упругим элементом 23, штанги 24, жестко связывающие нажимную плиту 14 с вырубной матрицей 25 через сегменты 26, удерживающие матрицу 25 на вытяжной матрице 21. Формовочное кольцо 22 играет также роль выталкивателя готового изделия. Вырубной пуансон 5 выполнен одной высоты с прижимом 7, а высота вырубной матрицы 25 вместе с сегментами 26 равна глубине полости вытяжной матрицы 21. Штамп работает следующим образом Плоскую заготовку 27 укладывают на прижим 7 и вырубной пуансон 5, которые в нерабочем положении штампа под действием упругого элемента 12 устанавливаются заподлицо друг с дру гом. При ходе наружного ползуна пресса в момент соприкосновения с заготовкой 27 вырубная матрица 25, выбирая зазор в полости вытяжной матрицы 21 устанавливается заподлицо с ней. После этого заготовка 27 оказывается зажатой между вырубной матрицей 25 и вытяжной матрицей 21 с одной стороны и вырубным пуансоном 5 и при жимом 7 с другой. При дальнейшем ходе наружного пол зуна пресса зажатая таким образом заготовка 27 обтягивается по пуансону 4. При этом вырубной пуансон 5 совместно с прижимом 7 опускается, сдавйивая упругий элемент 12, преПЯТСТВУЮ14ИЙ складкообразованию. Когда вытяжка изделия заканчивается, вырубной пуансон упирается в опору 2, а формовочное кольцо 22 уступ промежуточной плиты 20, что соответствует моменту калибровки обвода изделия и крайнему нижнему положению наружного ползуна пресса. В таком зафиксированном положении изделие остается до начала работы инструмента, закрепленного на внутреннем ползуне пресса. При ходе внутреннего ползуна пресса вступает в работу пробивной пуансон 3, производя пробивку отверстия и его отбрртовку с помощью матрицы 17 и пуансона 4. При этом выталкиватель 18 сжимает упругий элемент 19, а матрица 17 перемещает вниз съемник 6. К концу хода внутреннего ползуна нажимная плита 14 нажимает штансГи 24, которые передают усилие вырубной матрице 25. Последняя производит вырубку фланца уже готового изделия по строго заданному размеру с помощью вырубного пуансона 5. При этом прижим 7 опускается вниз на величину хода матрицы 25 при вырубке. Йри обратном ходе пресса первым уходит вверх внутренний ползун с плитой 14, которая освобождает штанги 24, ас ними и матрица 17, из которой силами упругости элемента 19, воздействующего на выталкиватель 18 .удаляется вырубанный отход 28. Затем начинает обратный ход наружный ползун с плитой 15 и матрицей 21. Вместе с ними под действием упругого элемента 12 перемещается вверх сначала прижим 7, поднимая отход и вырубную матрицу 25, а затем и вырубной пуансон 5, до исходного положения. При ходе наружного ползуна , в определенный момент, приходит в движение и толкатель 10, который, воздействуя на траверсу 9 посредством пальцев 11, приводит в движение съемник 6. А последний заканчивает свой ход одновременно с пуансоном 4 и прижимом 7, снимая изделие 29 с пуансона 4. Когда же вытяжная матрица 21, поднимаясь, размыкается с пуансоном 5 и прижимом 7, то под действием сил упругости элемента 23 формовочное кольцо 22 выталкивает изделие из матрицы 21. Оказавшись без контакта. Матрица 25 под действием гравитационных сил повисает на сегментах 26 в матрице 21. Все детали штампа занимают свое исходное положение. Изделие 29 и отходы удаляют из рабочей зоны штампа, после чего процесс повторяется. Предлагаемый комбинированный штамп создает положительный эффект, который .определяется возможностью обрезки фланца у изделий, выполняемой за один ход пресса вместе с вытяжкой и получением равного фланца наперед заданного размера/упрощением работы штампа ввиду отсутствия промежуточных звеньев сочленения инструментов штампа; увеличением ресурса пресса, выражающегося в соответствии энергоемкости вы

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
