Изобретение относится к области изготовления силовых полупроводниковых приборов, а именно вентильных элементов.
Для известных силовых полупроводниковых приборов на основе кремния вентильные элементы изготовляют пайкой полупроводниковых структур и термокомпенсаторов оловянными сплавами с применением активных кислотных флюсов.
Применение флюса нежелательно, а в большинстве случаев недопустимо, предпочтительно процесс пайки вести в защитной атмосфере (водород, азот, аргон и т. п.).
В получаемых паяных швах обнаруживается большое количество пор и «лысин, уменьшающих эффективную площадь спая, неравномерное распределение их приводит к локальной концентрации напряжений и растрескиванию кремния из-за того, что окисные пленки, имеющиеся на мягких припоях, не диссоциируют и не удаляются из паяного шва при температуре пайки.
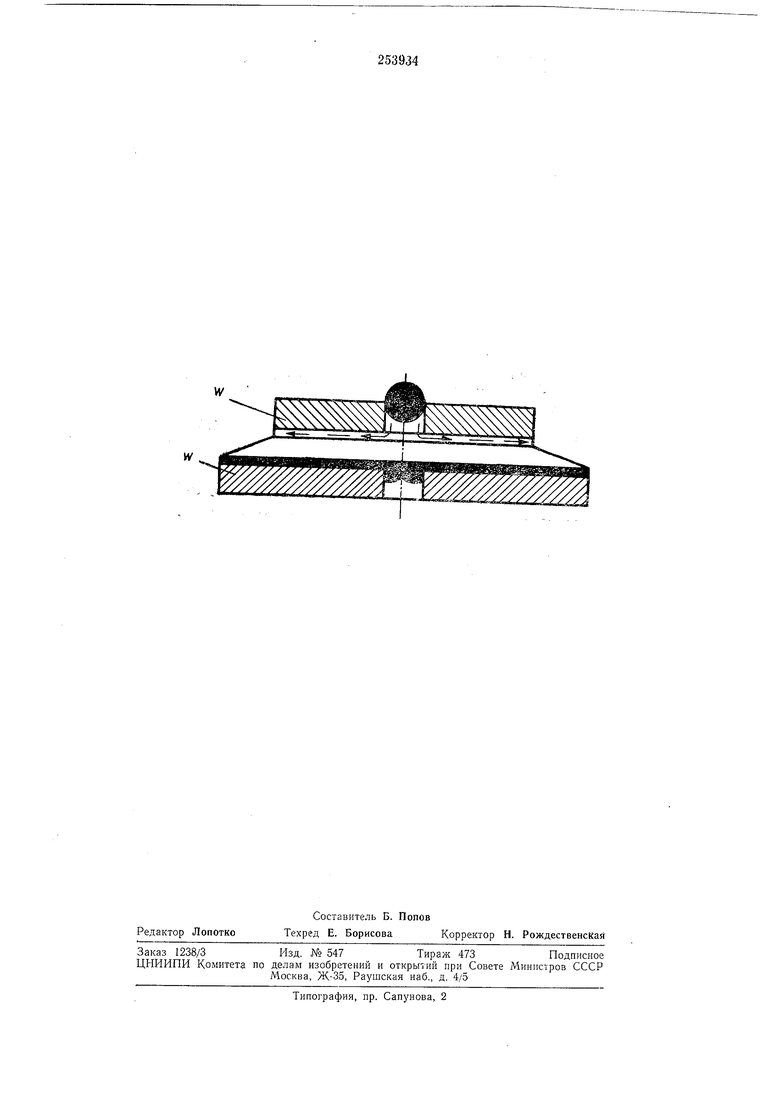
С целью получения качественных соединений выпрямительных структур с термокомпенсаторами, в верхнем и нижнем вольфраме (W) сделаны отверстия, в которые закладывают наЬеску припоя (в виде таблетки). Размер отверстия зависит от плош,ади спая и устанавливается для каждого типа прибора экспериментально.
На чертенке показано- выполнение соединения.
При такой конструкции паяного соединения после расплавления припоя окисная пленка разрывается, и припой под действием капиллярных сил поступает в зазор свободным от окислов. Паяное соединение в этом случае формируется в благоприятных энергетических условиях, т. е. припой от центра растекается в сторону более нагретых периферийных участков, причем использование флюсов исключается.
При таком способе пайки получаются беспористые паяные соединения с постоянной площадью спая. Пайка верхнего и нижнего вольфрама производится в два этапа.
Предмет изобретения
Способ изготовления вентильных элементов, содержаший пайку полупроводниковой структуры и, например, термокомпенсаторов мягкими припоями, отличающийся тем, что, с целью
повышения качества получаемых паяных соединений, термокомпенсатор выполняют с центральным отверстием, размер которого определяется плошадью спая, и в отверстие закладывают навеску припоя, например, в виде
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЛАВЛЕНИЯ | 2014 |
|
RU2564685C1 |
| Полупроводниковый прибор | 1983 |
|
SU1102065A1 |
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К КОРПУСУ | 1999 |
|
RU2167469C2 |
| Припой для пайки кремния с вольфрамом | 1988 |
|
SU1574416A1 |
| СИСТЕМА МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К ОСНОВАНИЮ КОРПУСА | 2009 |
|
RU2480860C2 |
| БЕССВИНЦОВАЯ ФОЛЬГА ПРИПОЯ ДЛЯ ДИФФУЗИОННОЙ ПАЙКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2765104C2 |
| СИСТЕМА МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К ОСНОВАНИЮ КОРПУСА | 2007 |
|
RU2336594C1 |
| ПАЙКИ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1970 |
|
SU271270A1 |