11
Изобретение относится к конструированию силовых полупроводниковых приборов с паяными контактами и может быть использовано на предприятиях электротехнической промышленности
Важным требованием, предъявляемым к приборам паяной конструкции, является обеспечение качественного соединения полупроводниковой структуры с электродами. От качества шва зависят тепловое сопротивление приборов, устойчивость их к механическим воздействиям и циклическим изменениям температуры, напряжение поверхностного пробоя структуры - параметры, определяющие надежность приборов. Паяный шов должен быть тонким, за счет уменьшения массы припоя снижают уровень механических напряжений, передаваемых на структзфу. В объеме его не должно содержаться включений флюса и пузырьков газа, ухудшающих теплопроводность и механическую прочность спая. Во избежание сколов полупроводниковой структуры и ухудшения вольт-амперной характеристики в процессе травления выпрямительных элементов по контуру шва не должно быть щелей. .
Известен полупроводниковый прибор с паяными контактами, вьшрямительный элемент которого состоит из плоской полупроводниковой шайбы и соединенной с ней мягким припоем металлической подложки, имеющей со стороны полупроводниковой шайбы вьшуклую поверхность. Выпуклая форма подложки обеспечивает свободный выход газов и флюса из зоны пайки во внешнюю сторону и, как следствие, хорошее качество паяного шва С 1
Недостаток конструкции в том,что для ее осуществления требуется толстая металлическая подложка. Толщина ее должна быть такой, чтобы при формировании выпуклой поверхности, например, путем удаления части матери.ала подложки на сферическом шлифовальнике, обеспечивалась заданная кривизна поверхности и при этом не происходило деформации подложки. Использование толстой подложки из термокомпенсирутощего материала в качестве верхнего электрода ведет к снижению ударного тока полупроводниковых: приборов.
Наиболее близким к предлагаемому техническим решением является полупроводниковый прибор, выпрямительный
020652
элемент которого содержит плоскую полупроводниковую структуру, соединенную мягким припоем с двумя плоскими термокомпенсирующими дисками
разной толщины. Один из них, более
тонкий, изготавливаемый из молибдена, соединен с медным доньш1ком. Последнее заполнено мягким припоем, посердством которого;выпрямительный элеJQ мент присоединен к, гибкому токоввоДУ 21
Недостатками этой конструкции яв ляются невысокая устойчивость приборов к циклическим изменениям темпеJ ратуры из-за наплывов припоя вокруг тонкого термокомпенсирующего диска и снижение выхода годных за счет отбраковки выпрямительных элементов, имеющих щели между термокомпенсирующим диском и структурой. Низкое качество паяного шва (наличие наплывов припоя, щелей) вызвано неплоскостностью тонких термокомпенсирукнцих дисков, коробящихся в процессе выJ рубки. Поскольку неплоскостность дисков различна, а навески припоя дозированы, на части приборов имеет место избыток припоя в виде наплывов, на других - щели вследствие недостатка его. Степень коробления тонких термокомпенсирующих дисков зависит от материала, из которого они изготовлены. Сильное коробление некоторых термокомпенсирующих материалов, например ковара, препятствует
5 использованию их для изготовления плоских электродных дисков, особенно малой толщины и большой площади. Цель изобретения - повышение надежности в работе и технологичности конструкции.
Поставленная цель достигается тем, что в полупроводниковом приборе,содержащем плоскую полупроводниковую структуру и соединенные с ней термо5 компенсирующие диски, по крайней мере один из термокомпенсир5П(дих дисков выполнен с кольцевым гофром, вогнутость которого обращена к полупроводниковой структуре,
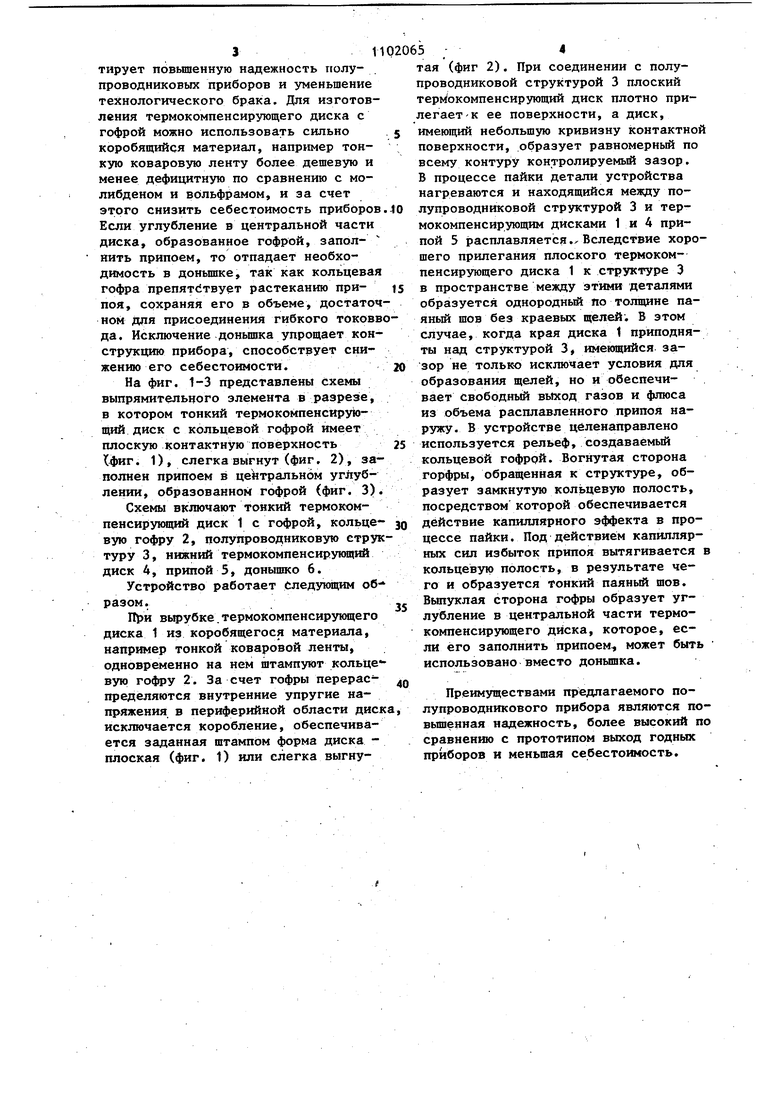
0 Посредством гофры точно вьщерживгцот раданную форму контактной поверхности тонкого термокомпенсирующего диска, обеспечивают действие капиллярного эффекта в процессе пай5 ки выпрямительных элементов и за счет этого получают тонкий пaянiIй шов без объемных и краевых дефектов. Высокое качество паяного шва гарантирует повышенную надежность полупроводниковых приборов и уменьшение технологического брака. Для изготовления термокомпенсирующего диска с гофрой можно использовать сильно коробящийся материал, например тонкую коваровую ленту более дешевую и менее дефицитную по сравнению с молибденом и вольфрамом, и за счет этого снизить себестоимость приборов Если углубление в центральной части диска, образованное гофрой, заполнить припоем, то отпадает необходимость в доньш1ке, так как кольцевая гофра препятбтвует растеканию припоя, сохраняя его в объеме, достаточ ном для присоединения гибкого токовв да. Исключение доньш1ка упрощает конструкцию прибора, способствует снижению его себестоимости. На фиг. 1-3 представлены схемы выпрямительного элемента в разрезе, в котором тонкий термокомпенсируйщий диск с кольцевой гофрой имеет плоскую контактную поверхность 1.ФИГ, 1), слегка выгнут (фиг. 2), заполнен припоем в центральном углублении, образованном гофрой (фиг. 3) Схемы включают тонкий термокомпенсирующий диск 1 с гофрой, кольцевую гофру 2, полупроводниковую струк туру 3, нижний термокомпенсирукщий диск 4, припой 5, донышко 6. Устройство работает Следующим образом. вырубке.термокомпенсирующего диска 1 из коробящегося материала, например тонкой коваровой ленты, одновременно на нем штампуют кольце вую гофру 2. За счет гофры перераспределяются внутренние упругие напр яжения в периферийной области диск исключается коробление, обеспечивается заданная штампом форма диска плоская (фиг. 1) или слегка выгнутая (фиг 2). При соединении с полупроводниковой структурой 3 плоский терг.окомпенсирующий диск плотно прилегает к ее поверхности, а диск, имеющий небольшую кривизну контактной поверхности, образует равномерный по всему контуру контролируемый зазор. В процессе пайки детали устройства нагреваются и находящийся между полупроводниковой структурой 3 и термокомпенсирующим дисками 1 и 4 припой 5 расплавляется., Вследствие хорошего прилегания плоского термокомпенсирующего диска 1 к структуре 3 в пространстве между этими деталями образуется однородный по толщине паяный шов без краевых щелей. В этом случае, когда края диска 1 приподняты над структурой 3, имеющийся зазор не только исключает условия для образования щелей, но и обеспечивает Свободнь выход газов и флюса из объема расплавленного припоя наружу. В устройстве целенаправлено используется рельеф, создаваемый кольцевой гофрой. Вогнутая сторона горфры, обращенная к структуре, образует замкнутую кольцевую полость, посредством которой обеспечивается действие капиллярного эффекта в процессе пайки. Под действием капиллярных сил избыток припоя вытягивается в кольцевую полость, в результате чего и образуется тонкий паяный шов. Выпуклая сторона гофры образует углубление в центральной части термокомпенсирующего диска, которое, если его заполнить припоем, может быть использовано вместо донышка. Преимуществами предлагаемого полупроводникового прибора являются повьш1енная надежность, более высокий по сравнению с прототипом выход годных приборов и меньшая себестоимость.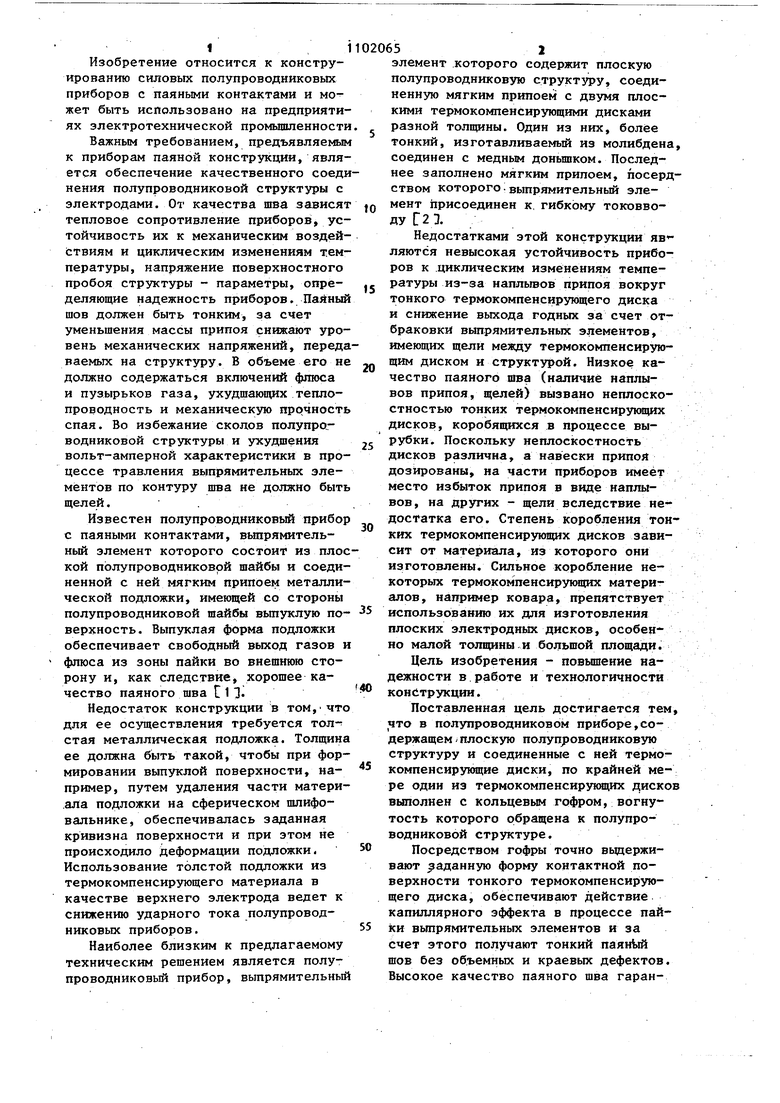
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЛАВЛЕНИЯ | 2014 |
|
RU2564685C1 |
| ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 1969 |
|
SU253931A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕНТИЛЬНЫХ ЭЛЕМЕНТОВ | 1969 |
|
SU253934A1 |
| СИСТЕМА МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К ОСНОВАНИЮ КОРПУСА | 2007 |
|
RU2336594C1 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ СОЕДИНЕНИЙ ДИОДНЫХ ЛАЗЕРОВ И ЛИНЕЕК | 2008 |
|
RU2364985C1 |
| ВРАЩАЮЩИЙСЯ АНОД РЕНТГЕНОВСКОЙ ТРУБКИ | 1992 |
|
RU2022394C1 |
ПОЛУПРОВОДНИКОВЫЙ ПРИБОР, содержащий плоскую полупроводниковую структуру и соединенные с ней термокомпенсирующие диски, отличающийся тем, что, с целью повьшения надежности в работе и технологичности конструкции, по крайней мере один из термокомпенсирующих дисков выполнен с кольцевым гофром, вогнутость которого обращена к полупроводниковой структуре. 7/////////Х///////////77-г У/////////////А X Т) V i ///////////////.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3532944, кл, 317-234 (Н 01 L 21/02), 1972 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
