Известен способ автоматической сварки неповоротных стыков труб одновременно несколькими горелками.
Предложенный способ отличается от известного тем, что, с целью повышения производительности сварки толстостенных труб, оварлваемый стык р азбивают на „.несколько отличных между собой по необходимым оптимальным режимам сварки участков, сварку каждого из которых .-производят отдельной горелкой как при прямом, так и -при обратном ходе ее .на постоянном режиме.
Это позволяет автоматизировать сварку неповоротных стьжов толстостенных труб с увеличением производительности по сравнению с прИменяемыми способами.
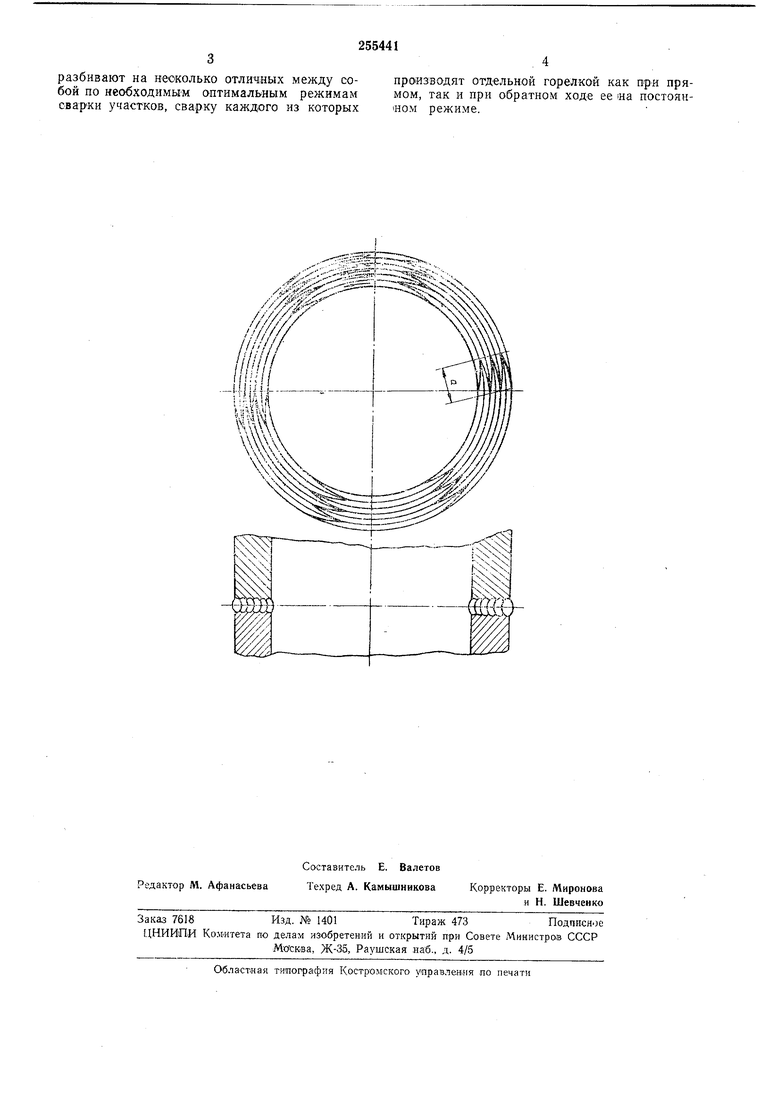
На чертеже дана схема, иллюстрирующая предлагаемый спюсоб.
Он заключается в следующем.
Сварку производят в щелевидную разделку стыка со скосом кромок под углом от О до 10° неплавящимся электродом в среде защитного газа. Присадочная проволока подается в сварочную ванну по касательной к -поверхности наплавки как при прямом, так и при обратном направлении перемещения сварочных горелок, симметрично расположенных по периметру стыка, причем присадочная проволока перемещается навстречу движению сварочной горелки то с одной, то с другой стороны от горелки.
На чертеже стрелками показано направление сварки кольцевых щвов; а - участки перекрытия швов.
Перемещаясь вокруг свариваемого стыка со скоростью, одинаковой для всех горелок, каждая из них производит сварку соответствующего ей участка стыка с некоторым перекрытием шва, наложенного предыдущей горелкой. Каждый шов, наложенный одной горелкой, имеет в начале и конце перекрытия, на которых скорость подачи присадочной проволоки меняется от нуля до максимального значения (в начале шва) и от максимального значения до нуля (в конце шва). После замыкания (перекрытия) участков шва направление перемещения сварочных горелок реверсируют, производят подъем горелок на определенную величину и наплавку следующего слоя кольцевого щва.
Таким образом, за несколько циклов осуществляют сварку непаворотного стыка.
Предмет изобретения
Способ автоматической сварки неповоротных стыков труб одновременно несколькими горелками, отличающийся тем, что, с целью повыш ння Производительности сварки толстостенных труб, свариваемый стык по периметру
разбивают на несколько отличных между собой по необходимьш оптимальным режимам сварки участков, сварку каждого из которых
производят отдельной горелкой как при прямом, так и при обратном ходе ее «а постоянном режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1177109A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ автоматической сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU831462A1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
- , - -t
///
