(54) СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ
НЕПОВОРОТНЫХ СТЫКОВ
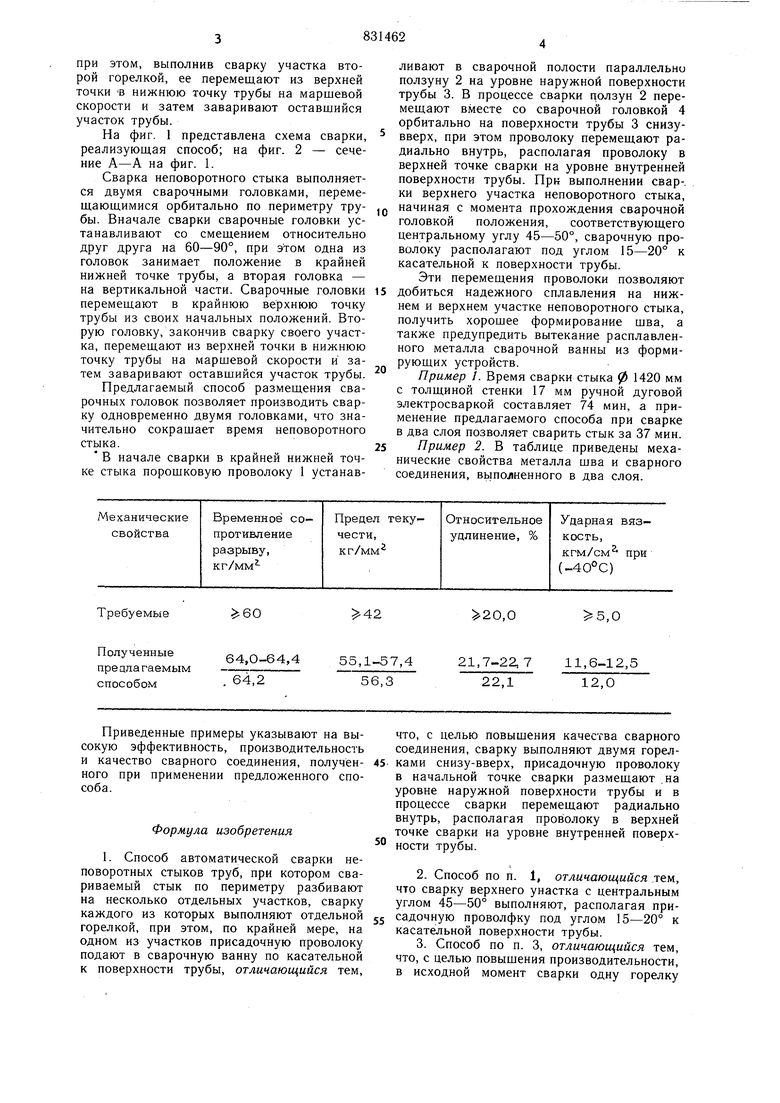
ТРУБ при этом, выполнив сварку участка второй горелкой, ее перемещают из верхней точки В нижнюю точку трубы на маршевой скорости и затем заваривают оставшийся участок трубы. На фиг. 1 представлена схема сварки, реализующая способ; на фиг. 2 - сечение А-А на фиг. 1. Сварка неповоротного стыка выполняется двумя сварочными головками, перемещающимися орбитально по периметру трубы. Вначале сварки сварочные головки устанавливают со смещением относительно друг друга на 60-90°, при этом одна из головок занимает положение в крайней нижней точке трубы, а вторая головка - на вертикальной части. Сварочные головки перемещают в крайнюю верхнюю точку трубы из своих начальных положений. Вторую головку, закончив сварку своего участка, перемещают из верхней точки в нижнюю точку трубы на маршевой скорости и затем заваривают оставшийся участок трубы. Предлагаемый способ размещения сварочных головок позволяет производить сварку одновременно двумя головками, что значительно сокращает время неповоротного стыка. В начале сварки в крайней нижней точке стыка порошковую проволоку 1 устанавливают в сварочной полости параллельно ползуну 2 на уровне наружной поверхности трубы 3. В процессе сварки ползун 2 перемещают вместе со сварочной головкой 4 орбитально на поверхности трубы 3 снизувверх, при этом проволоку перемещают радиально внутрь, располагая проволоку в верхней точке сварки на уровне внутренней поверхности трубы. При выполнении свар-, ки верхнего участка неповоротного стыка, начиная с момента прохождения сварочной головкой положения, соответствующего центральному углу 45-50°, сварочную проволоку располагают под углом 15-20° к касательной к поверхности трубы. Эти перемещения проволоки позволяют добиться надежного сплавления на нижнем и верхнем участке неповоротного стыка, получить хорошее формирование щва, а также предупредить вытекание расплавленного металла сварочной ванны из формирующих устройств. Пример 1. Время сварки стыка 0 1420 мм с толщиной стенки 17 мм ручной дуговой электросваркой составляет 74 мин, а применение предлагаемого способа при сварке в два слоя позволяет сварить стык за 37 мин. Пример 2. В таблице приведены механические свойства металла шва и сварного соединения, вь1по.лненного в два слоя.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| ОРБИТАЛЬНОЕ СВАРОЧНОЕ УСТРОЙСТВО ДЛЯ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 2004 |
|
RU2355539C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
QO
Требуемые
Приведенные примеры указывают на высокую эффективность, производительность и качество сварного соединения, полученного при применении предложенного способа.
Формула изобретения
5,0
42
20,0
что, с целью повышения качества сварного соединения, сварку выполняют двумя горелками снизу-вверх, присадочную проволоку в начальной точке сварки размещают .на уровне наружной поверхности трубы и в процессе сварки перемещают радиально внутрь, располагая проволоку в верхней точке сварки на уровне внутренней поверхности трубы.
