11
Изобретение относится к области сварки, в частности к сварке неповоротных стыков трубопроводов как плавящимся, так и неплавящимся электродом с подачей присадочной проволоки и без нее, и может быть использовано в химическом, атомном и других отраслях машиностроения для сварки трубопроводов, в том числ и из химически активных металлов.
Целью изобретения является обеспечение возможности сварки многоСЛОЙН61Х швов.
Поставленная цель достигается тем, что устройство для сварки непо- .воротных стыков труб снабжено корпусом, упором и копиром, корпус неподвижно закреплен на основании, упор установлен на корпусе с возможностью возвратно-поступательного перемеще- ния вдоль оси планшайбы и кинематически связан с механизмом поперечных колебаний, горелка смонтирована на планшайбе с возможностью радиального перемещения, а копир кинематически связан с горелкой и упором.
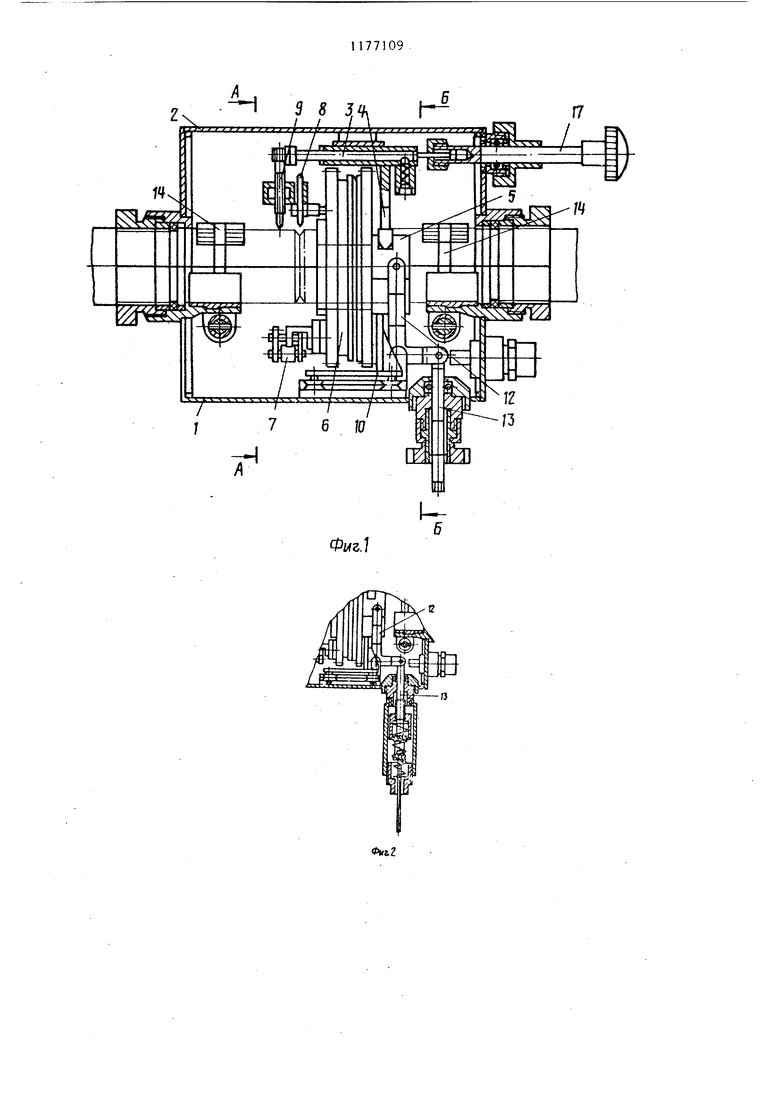
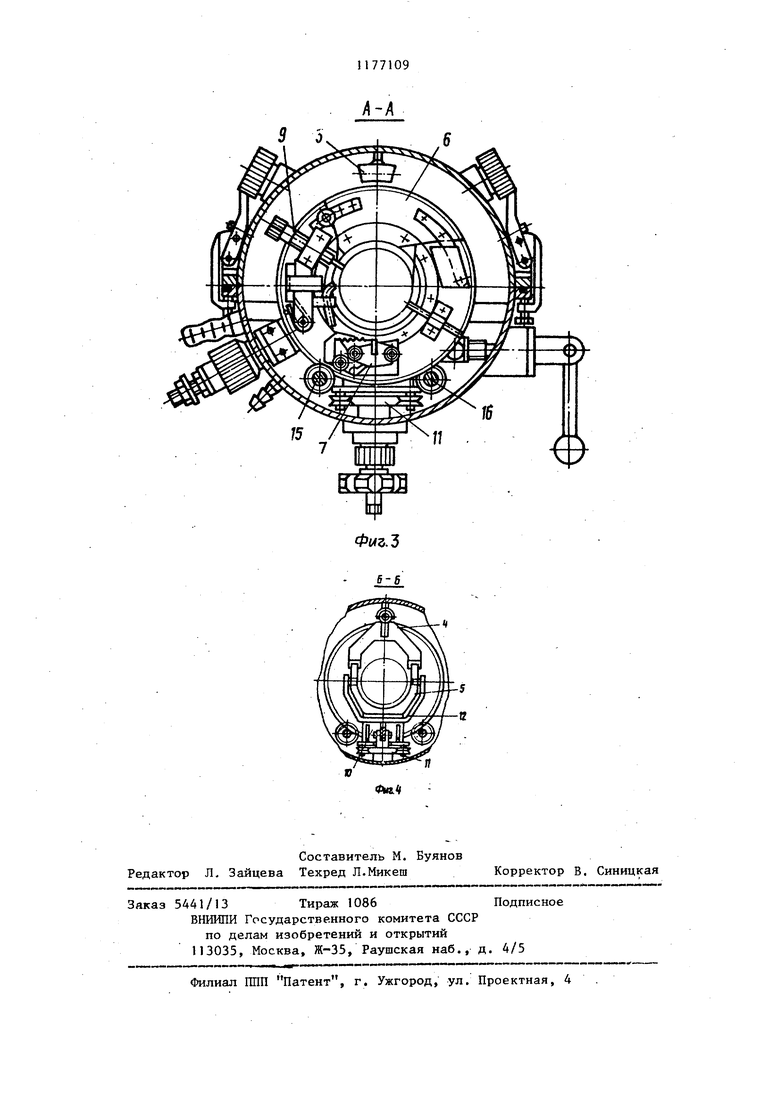
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - вариант исполнения привода механизма колебаний; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение В-Б на фиг. 1.
Устройство включает в себя корпус 1 с крышкой 2, образуюиц5х защитную камеру (для случая сварки химически активных металлов), упора 3 с вилкой 4, входящей в паз цапфы 5 планшайбы 6. На планшайбе 6 установлен механизм 7 для подачи присадочной проволоки и сварочная горелка 8с копиром 9. Горелка 8 установлена на планшайбе 6 с возможностью перемещения в радиальном направлении, а копир 9 размещен в резьбовом отверсти корпуса горелки 8 с возможностью вращения. На верхней части копира 9 выполнена накатка, обеспечивающая надежное сцепление и поворот копира 9 при его контакте с упором 3.
Цапфа 5 планшайбы 6 закреплена на каретке 10, установленной на основании 11, и соединен рычагом 12 с тягой 13 привода колебаний, расположенного вне корпуса 1 (не показан). В корпусе 1 установлены механизм 14 для крепления устройства на трубе.
92
а также приводные валы 15 и 16 планшайбы 6, с приводами вращения и подачи присадочной проволоки (не показаны).
Б крышке 2 установлена тяга 17 упора 3 для отвода его в нерабочее положениев случае необходимости.
Устройство работает следующим образом.
После установки, корпуса 1 и за--, крепления его на трубе посредством механизма 14 приводную планшайбу с механизмом 7 для подачи присадочной проволоки размещают на трубе так, чтобы сварочная горелка 8 заняла положение над свариваемым стыком.
При воздействии тягой 13 на рычаг 12 каретка 10 совершает колебательные перемещения по направляющей основания 1 1 вместе с планщайбой 6 и упором 3, при этом упор 3 совершает колебательные перемещения синхронно с колебаниями планшайбы 6. Процесс сварки ведется таким образом, чтобы начало шва совпадало с местом расположения упора 3. При завершении прохода, когда горелка 8 проходит мимо упора 3, верхняя часть копира 9 касается упора 3 и происходит поворот копира 9 в резьбовом отверстии горелки 8. Шаг резьбы, угол поворота копира 9 и направление вращения планшайбы 6 выбирают таким образом, чтобы при контакте с упором 3 копир 9 ввинчивался на величину, равную высоте наплавки. При этом горелка 8 также будет подниматься на величину, равную высоте наплавки, обеспечивая возможность сварки многопроходных швов.
При однопроходной сварке, а также при разглаживании усиления многопроходного шва упор 3 с помощью тяги 17 отводят в нерабочее положение, исключающее его контакт с копиром 9.
Обеспечение синхронных колебаний сварочной горелки и упора позволяет производить многопроходную сварку неповоротных стыков трубопроводов с автоматическим подъемом электрода при завершении каждого прохода и тем самым повысить производительность процесса и качество сварных швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU740450A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ, содержащее механизм поперечных колебаний, закрепленный на основании, смонтированную на механизме поперечных колебаний планшайбу со сварочной горелкой, отличающееся тем, что, с целый обеспечения возможности сварки многослойных швов, оно снабжено корпусом, упором и копиром, корпус неподвижно закреплен на основании, упор установлен на корпусе с возможностью возвратной поступательного перемещения вдоль оси планшайбы и кинематически связан с механизмом поперечных колебаний, горелка смонтиро вана на планшайбе с возможностью радиального перемещения, а-копир кинематически связан с горелкой и упором.
9 5
Физ.З
| Устройство для подачи присадочной проволоки | 1973 |
|
SU483210A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочное производство, 966, № 10, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
