Известны режуш;ие головки для изготовления конических иробок. Они состоят из пустотелого корпуса с жестко укрепленными на нем резцаМ:И и установленного внутри корпуса с возможностью возвратно-поступательного перемещения штока.
Однако они не обеспечивают достаточно высокой производительности и чистоты .обработки.
Предлагаемая режущая головка выполнена с дополнительным подвижным резцом, соединенным при помощи регулируемого поводка со щтоком, что повышает производительность и чистоту обработки.
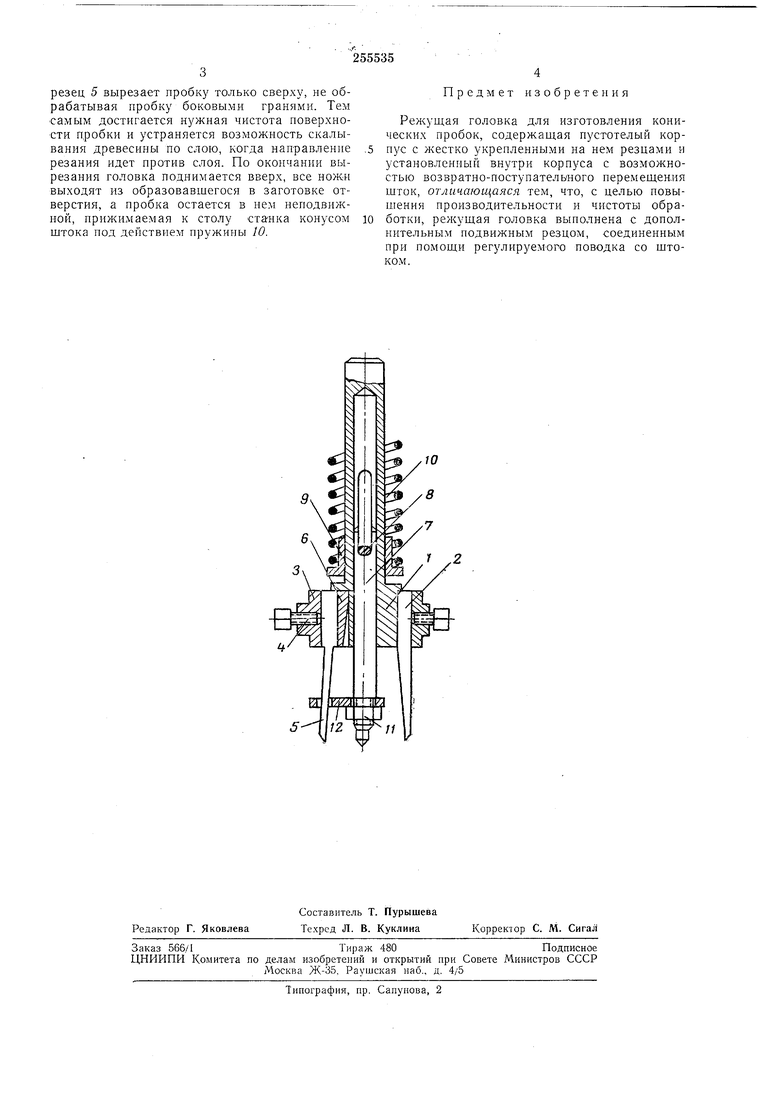
На чертеже схематически изображена предлагаемая режущая головка. Она состоит из корпуса 1, в котором закреплены неподвижные резцы 2, например, с помощью болтов. В корпусе / имеется вырез, в который вставлено гнездо 3. В гнезде закреплен с помощью болта 4 подвижной резец 5. Гнездо зафиксировано шпилькой 6 и может качаться в радиальном направлении. В корпусе выполнено отверстие, в котором помещена верхняя часть щтока 7. Шток, соединенный с помощью шпильки 8 с опорным фланцем 9 пружины W, имеет возможность перемещаться в отверстии корпуса в вертикальном направлении. Паз, выполненный в корпусе, служит в качестве направляющей для шпильки 8. Кроме
того, шпилька 8 служит для передачи вращения корпуса / штоку 7.
На нижнем конце штока 7 с помощью гайки 11 закреплен поводок 12 с прорезью, через которую пропущен подвилчной резец 5. Нижняя часть щтока в виде конуса выступает ниже резцов и для удержания и выталкивания вырезанных пробок. Поводок имеет возможность регулировки за счет перемещения в продольном и радиальном направлении относительно штока, в результате чего обеспечивается необходимая величина конусности и размер пробки.
Работа происходит следующим образом. При включенном моторе производится подача головки на заготовку. Конус штока, упираясь в поверхность заготовки, гасит выбрацию головки и прекращает поступательное движение, а корпус с ножами продолжает двигаться вниз. Первым вступает в работу подвил ной резец 5, который начинает вырезать пробку. Неподвижные резцы 2, вступив в работу следом, вырезают кольцевую цилиндр.ическую щель для освоболстения иространства вокруг вырезаемой пробки. По мере увеличения глубины резания подвил ной резец 5, скользя по прорези поводка 12, меняет свое положение относительно оси вращения, обеспечивая тем самым необ.ходимую величину конусности и форму пробки. Подвижной
резец 5 вырезает пробку только сверху, не обрабатывая пробку боковыми гранями. Тем самым достигается нужная чистота поверхности пробки и устраняется возможность скалывания древесины по слою, когда направление резания идет против слоя. По окончании вырезания головка поднимается вверх, все ножи выходят из образовавшегося в заготовке отверстия, а пробка остается в нем неподвижной, нрижимаемая к столу ста-нка конусом штока под действием пружины 10.
Предмет изобретения
Режущая головка для изготовления конических пробок, содержащая пустотелый корпус с жестко укрепленными на нем резцами и установленный внутри корпуса с возможностью возвратно-поступательного перемещения шток, отличающаяся тем, что, с целью повышения производительности и чистоты обработки, режущая головка вынолнеиа с дополнительным подвижным резцом, соединенным при помощи регулируемого поводка со штоком .
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая головка для изготовления деревянных пробок | 1980 |
|
SU870132A1 |
| Устройство для выполнения отверстий в костной ткани при трепанации черепа | 1974 |
|
SU731961A1 |
| Режущая головка для изготовления конических пробок | 1972 |
|
SU442054A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074699A2 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1143571A1 |
| Устройство для прошивки лысок на токарном станке | 1979 |
|
SU869981A1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1722696A1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА | 1994 |
|
RU2069606C1 |
| Резцовая головка | 1978 |
|
SU667335A1 |
| Устройство для сверления глубоких отверстий | 1975 |
|
SU576709A1 |
