Известны устройства для автоматического управления процессом|| ема накатанных на барабан формовочной машины асбестоцементных листО|В. Они состоят из датчика толщины накатанного материала, конечного выключателя, фиксирующего угловое лолол ение барабана, и электромагнитного привода ножа с магнитным тускателем.
Однако эти устройства не обеспечивают достаточно точного контроля толщины накатываемых листов.
Предлагаемое устройство лишено этого недостатка за счет того, что датчик толщины накатанного материала электрически связан с электронным дифференциально-трансформаторным показывающим и регулирующим ирибором с двумя последовательно включенными однопозиционными регуляторами, последний из .которых вместе с последовательно Подключенным к нему конечным выключателем щунтирован блок-контактами магнитного пускателя электромагнитного привода ножа. Датчик толщины накатанного материала выполнен дифференциально-трансформаторного типа.
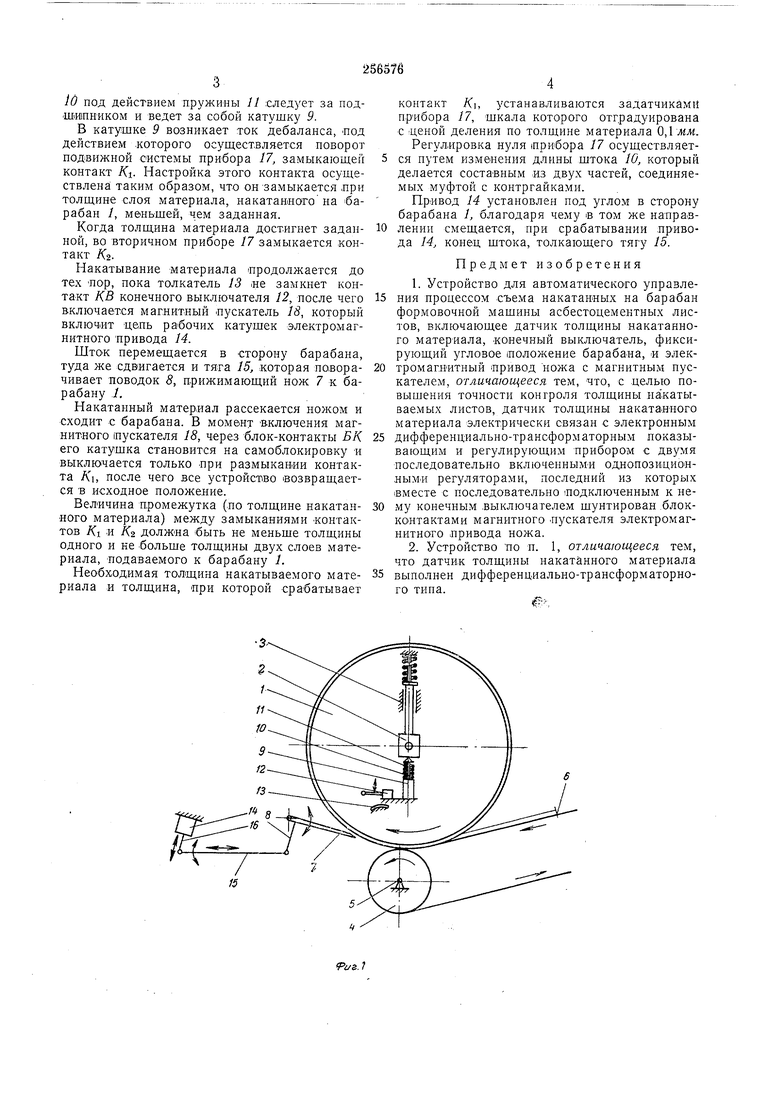
На ф)иг. 1 приведена кинематическая схема описьтваемого устройства; на фиг. 2 - функциональная схема; на фиг. 3 - прин.ципиальная электрическая схема.
барабан 4 с подшипником 5 его вала, ленту 6 (ПОдачи материала и аож 7 снятия наката с поводком 8.
Устройство для автоматического управления процессом съема содержит катущку 9, шток 10 плунжера, который под действием оружины // постояннно прижат к корпусу подшиипи.ка 2, конечный выключатель 12, толкатель 13 которого закреплен на торцовой стенке барабана /, электромагнитный привод 14, тягу 15, шарн.ирно соединенную с поводком 8 7, а с другой стороны - со штоком /5 привода 14. Управляют устройством при помощи электронного дифференциально-трансформаторного прибора (типа ДПР-1) 17, снабженного двумя парами контактов Ki и магнитного пускателя 18, в цепь катушки которого последовательно включены контакты /Сь Ks и контакт КБ конечного выключателя 12.
Блок-контакты Б К магнитного пускателя 18 включены в цепь таким образом, что ими шунтируются контакты Kz и КВ.
Рабочие контакты магнитного пускателя /6 включены в цепь катушки 9 соленоида электромагнитного привода 14.
Материал накатывается на барабан 1 и поднимается на величину, равную толщине слоя накатанного материала. При этом подшипник 2 перемещается вверх по кулисе 3. Шток Id под действием пружины 11 следует за подшипником и ведет за собой катушку 9. В катушке 9 возникает ток дебаланса, лод действием .которого осуществляется поворот подвижной системы прибора 17, замыкаюш;ей контакт /Ci. Настройка этого контакта осушествлена таким образом, что он замыкается лри толщине слоя материала, накатанного на барабан /, меньшей, чем заданная. Когда толщина материала достигнет задан- Ю ной, во вторичном приборе 17 замыкается контакт /Со. Накатывание материала продолжается до тех Нор, пока толкатель 13 «е замкнет контакт KB конечного выключателя 12, после чего 15 включается магнитный пускатель 18, который включит цепь рабочих катушек электромагнитного привода 14. ШтОК перемещается в сторону барабана. туда же сдвигается и тяга 15, .которая повора- 20 чивает поводок 8, прижимающий нож 7 к барабану /. Накатанный материал рассекается ножом и сходит с барабана. В момент включения магнитного (пускателя 18, через блок-контакты БК25 его катушка становится на самоблокировку -и выключается только -при размыкании контакта Ль после чего все устройство возвращается Б исходное положение. Величина промежутка (по толщине накатан-30 ного материала) между замыканиями «онтакТО.В Ki и /(2 должна быть не меньше толщины одного и не .больше толщины двух слоев материала, подаваемого к барабану 1. Необходимая толщина накатываемого мате-35 риала и толщина, при которой срабатывает 5 контакт К, устанавливаются задатчикамй прибора 17, шкала которого отградуирована с ценой деления по толщине материала 0, мм. Регулировка нуля лрибора 17 осуществляется путем изменения длины штока W, который делается составным из двух частей, соединяемых муфтой с контргайками. Привод 14 установлен под углом в сторону барабана /, благодаря чему в том же направлении смещается, при срабатывании лривода 14, конец щтока, толкающего тягу 15. Предмет изобретения 1. Устройство для автоматического управления процессом съема накатанных на барабан формовочной машины асбестоцементных листов, включающее датчик толщины накатанного материала, конечный выключатель, фиксирующий угловое положение барабана, -и электромагнитный привод ножа с магнитным пускателем, отличающееся тем, что, с целью повышения точности конгроля толщины накатываемых листов, датчик толщины накатанного материала электрически связан с электронным дифференциально-трансформаторным показывающим и регулирующим прибором с двумя последовательно включенными однопозидионными регуляторами, последний из которых вместе с последовательно подключенным к нему конечным .выключателем шунтирован ,блокконтактами магнитного пускателя электромагнитного привода ножа. 2. Устройство по п. 1, отличающееся тем, что датчик толщины накатанного материала выполнен дифференциально-трансформаторного тина.
/7 18/«
2206
W
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к фрезерному станку для автоматического прорезания шлицев в петушках коллектора | 1953 |
|
SU99608A1 |
| Рабочий орган для очистки поверхностей | 1984 |
|
SU1425158A1 |
| УРОВНЕМЕР СЫПУЧИХ СРЕД | 1969 |
|
SU253399A1 |
| Электромагнитный сепаратор | 1982 |
|
SU1088800A1 |
| Гранулометр | 1979 |
|
SU864064A1 |
| ВАКУУМНЫЙ ВЫКЛЮЧАТЕЛЬ | 2007 |
|
RU2344506C1 |
| ЭЛЕКТРОМАГНИТНЫЙ ТОРМОЗ | 2005 |
|
RU2279753C1 |
| Устройство для управления трубоформовочной машиной | 1976 |
|
SU551170A1 |
| СИСТЕМА ДЛЯ РЕГУЛИРОВАНИЯ СХОЖДЕНИЯ УПРАВЛЯЕМЫХ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2653662C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ СХОЖДЕНИЯ УПРАВЛЯЕМЫХ КОЛЕС АВТОТРАНСПОРТНОГО СРЕДСТВА В ПРОЦЕССЕ ДВИЖЕНИЯ | 2017 |
|
RU2654658C1 |

KI
2
