Известны способы контроля качества неразъемных соединений двух деталей, в частности, их спайки, заключающиеся в том, что на исследуемый объект воздействует ультразвуковыми колебаниями повышенной мощности, а затем определяют качество соединения по амплитуде ультразвуковых колебаний в разных точках поверхности в зоне соединения деталей.
Новизна предложенного способа контроля качества неразъемных соединений заключается в том, что снимают амплитудно-частотную характеристику соединения изделия, затем подвергают изделие знакопеременным папряжениям ультразвуковой частоты с амплитудой, несколько меньшей предела усталостной прочности материала изделия, после чего повторно снимают его амплитудно-частотную характеристику и, сопоставляя обе характеристики, судят о качестве соединения изделия.
Это позволяет увеличить точность контроля стыковых неразъемных соединений в изделиях.
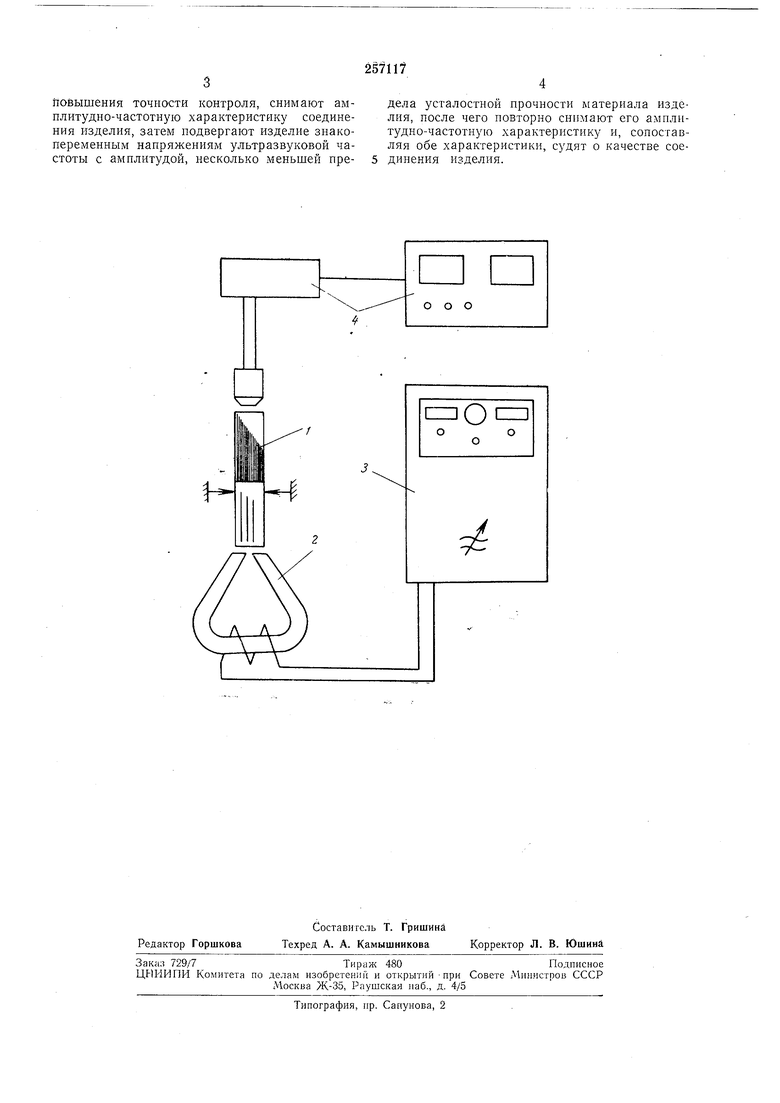
На чертеже изображена схема устройства, реализующая предложенный способ.
Способ ультразвукового контроля качества стыковых неразъемных соединений в изделиях заключается в следующем.
таемого от ультразвукового генератора 3, возбуждают упругие колебания, амплитуда которых измеряется бесконтактным виброметром 4. Изменяя частоту электрических колебаний
генератора 3, снимают амплитудно-частотную характеристику изделия /. Затем в изделии / возбуждаются контактным способом колебания ультразвуковой частоты с такой амплитудой, чтобы знакопеременные напряжения, возникающие в материале изделия 1, были бы достаточны для вскрытия дефектов, но не превышали предела усталостной прочности материала изделия. После воздействия ультразвуковых колебаНИИ большой мощности с изделия / вновь снимается амплитудно-частотная характеристика, которая сравнивается с предыдущей характеристикой. В случае, если изделие / бездефектное, характеристики полностью совпадают, в
случае же наличия дефекта в изделии / характеристики резко отличаются.
Предмет изобретения
Способ ультразвукового контроля качества стыковых неразьемных соединений в изделиях (пайки, клейки, сварки), основанный на использовании необратимого воздействия мощных ультразвуковых колебаний на дефектное
повышения точности контроля, снимают амплитудно-частотную характеристику соединения изделия, затем подвергают изделие знакопеременным напряжениям ультразвуковой частоты с амплитудой, несколько меньшей предела усталостной прочности материала изделия, после чего повторно снимают его амплитудно-частотную характеристику и, сопоставляя обе характеристики, судят о качестве соединения изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ КАЧЕСТВА КРИСТАЛЛИЧЕСКИХ И ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ И СОЕДИНЕНИЙ | 2014 |
|
RU2594626C2 |
| Способ контроля готовности твердеющих материалов | 1988 |
|
SU1746296A1 |
| Способ контроля дефектности изделия | 1989 |
|
SU1714492A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТАЛОСТНОГО ПОВРЕЖДЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 2007 |
|
RU2337348C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 1973 |
|
SU368541A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2461820C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2021 |
|
RU2769080C1 |
| СПОСОБ КОНТРОЛЯ НАЛИЧИЯ ОТСЛОЕНИЙ АРМАТУРЫ В ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ | 2006 |
|
RU2327136C1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037819C1 |
| Ю. И. Китайгородский, Н. А. Белоусов, В. П. Володин, А. В. Стамов-Витковский и Н. А. Дикова | 1971 |
|
SU302658A1 |
000
оо
