ИзОбретение относится к области упрочнения изделий механическим наклепом.
Известно устройство для упрочнения поверхности изделий, содержащее механизм обкатки с приводом.
Предлагаемое устройство предназначено для упрочнения поверхности цилиндрических отверстий и отличается от извест1ного тем, что механизм обкатки снабжен приводной пла«шайбой, подвешенной на эксцентриках, которые связаны с механизмом регулирования эксцентриситета, и соединенной с приводом упрочнителя гибким валом.
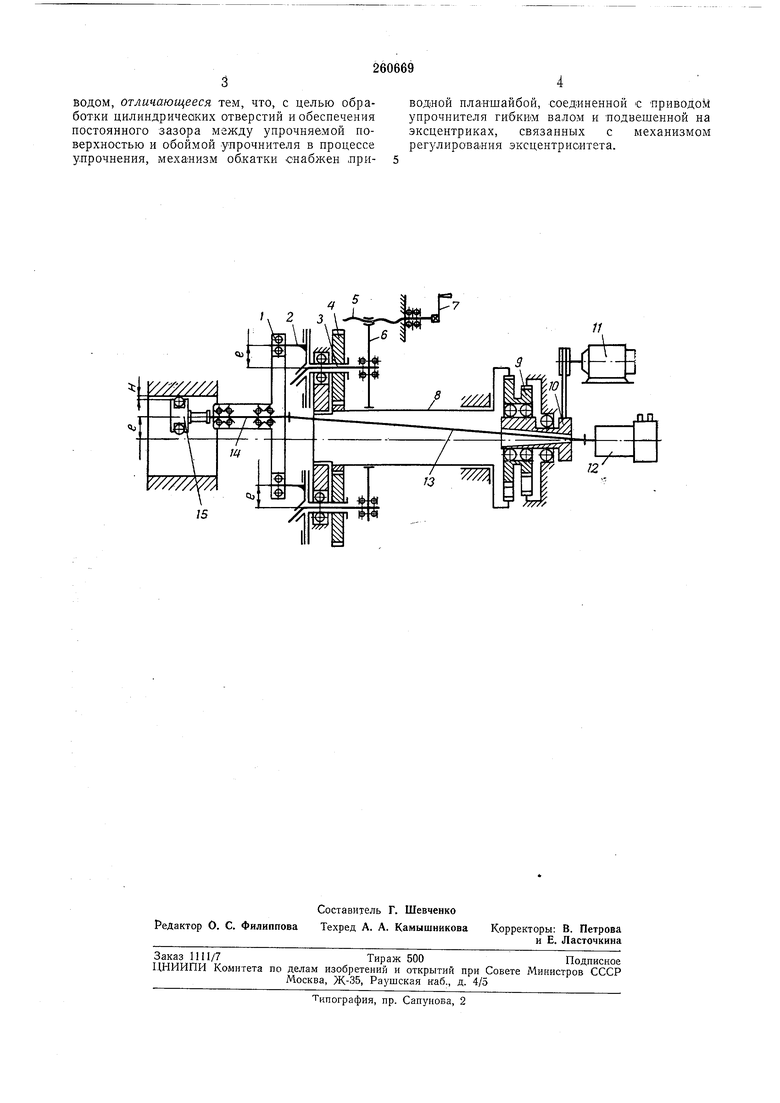
На чертеже изображена кинематическая схема устройства.
Оно состоит из плаишайбы /, подвешенной на эксцентриках 2, которые расположены на водилах 3, соединенных шлицами с зубчатыми колесами 4, ходовой пары винт-гайка 5, жестко связанной с траверсой 6 и рукояткой 7, вала-шестерни 5, связывающего кинематическую схему - планетарный блок 9, шкив-зксцентрик 10 и электродвигатель 11 с механизмОМ обкатки планшайбы, высокоскоростного электрошпинделя 12, связанного гибким валом 13 со шпинделем 14 упрочнителя 15.
Устройство работает следующим образом.
Движение обкатки .шпинделя берется от электродвигателя 11 через ременную передачу шкива 10, планетарный блок 9, вал-шестерню 8, зубчатые колеса 4, водило 3, эксцентрики 2
и передается планшайбе 1. Подвешенная на двух регулируемых эксцентриках планшайба совершает планетарное движение .обкатки без вращения. Требуемый зазор Н между упрочняемой поверхностью и обоймой упрочнителя 15 регулируется водилом 3, траверсой 6, ходовым винтом 5 при помощи рукоятки 7 путем создания большего или меньшего эксцентриситета е. При упрочнении цилиндрических поверхностей с точными размерами настройка зазора ведется оператором по лимбу.
Для упрочнения цилиндрических поверхностей с большими допусками на размер диаметра, а также -конических и фасонных поверхностей с больщими допусками на размер диаметра, а также конических и фасонных поверхностей настройку осуществляют следящим устройством. Вращение иа упрочнитель 15 от электрощпинделя 12 передается через гибкий .валик 13 и ш.пиндель 14. Охлаждение электрош.пинделя - водяное.
Устройство обеспечивает гарантированный зазор между упрочняемой поверхностью и
обоймой упрочнителя в процессе обработки и позволяет применять высокоскоростные двигатели с водяным охлаждением.
водом, отличающееся тем, что, с целью обработки цилиндричеаких отверстий и обеспечения постоянного зазора между упрочняемой поверхностью и обоймой упрочнителя в процессе упрочнения, механизм об.катки снабжен лриводной планшайбой, соединенной с -приводом упрочнителя гибким валом и подвешенной на эксцентриках, связанных с механизмом регулирования эксцентриоитета.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационного шлифования | 1988 |
|
SU1576295A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1990 |
|
RU2027559C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| ПЛАНЕТАРНАЯ МЕЛЬНИЦА | 2002 |
|
RU2235597C2 |
| ВИБРАЦИОННЫЙ ГАЙКОВЕРТ | 1998 |
|
RU2182533C2 |
| Расточная головка | 1986 |
|
SU1393545A1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |