Изобретение относится к объемной центробежной обработке деталей гранулированными рабочими средами и может быть использовано при шлифовании, полировании и упрочнении деталей, преимущественно со сложной формой рабочих поверхностей, например лопаток турбин двигателей, санитарно-технической и светотехнической арматуры, мебельной и автомобильной фурнитуры на различных предприятиях промышленного производства изделий.
Известны способы центробежно-планетарной обработки поверхностей деталей, в которых рабочую загрузку, состоящую из гранулированной обрабатывающей среды, деталей, подлежащих обработке, и технологической жидкости помещают в контейнеры и сообщают им планетарное вращение [1, 2, 3, 4], а также устройства для их осуществления [5, 6, 7].
В известных способах и устройствах рабочую загрузку уплотняют центробежными силами, которые возникают при переносном вращении цилиндрических контейнеров вокруг центральной оси и их относительном вращении вокруг собственных осей. Под воздействием центробежных сил, возникающих при планетарном движении контейнеров, на поверхности пересыпающейся уплотненной загрузки образуется скользящий слой из компонентов загрузки, перемещающийся с высокой скоростью в направлении противоположном вращению контейнеров вокруг собственных осей. В результате гранулы рабочей среды внутри скользящего слоя активно взаимодействуют с поверхностями деталей, что приводит к их интенсивной обработке. Контактное давление гранулированных рабочих тел на обрабатываемые поверхности деталей регулируют, изменяя как величину центробежных сил, возникающих при планетарном движении контейнеров, так и характер движения компонентов загрузки в объеме контейнера.
Недостатками известных способов и устройств являются нестабильность обработки деталей, загруженных в контейнеры, неравномерность съема металла с различных участков сложного профиля деталей, что приводит к снижению показателей качества обработанных поверхностей, увеличивает трудоемкость отделочно-упрочняющих операций, так как необходимо выявлять и устранять дефекты нередко с использованием значительного объема ручного труда, а также конструктивная сложность реализации, как кинематики привода, так и самих устройств вследствие значительной неуравновешенности загрузки в различных контейнерах, которая приводит к снижению долговечности подшипниковых опор при эксплуатации, а кроме того необходимы значительные затраты вспомогательного времени на загрузку и выгрузку контейнеров.
Основной причиной неоднородности обработки поверхностей деталей является образование застойной зоны внутри пересыпающихся компонентов рабочей загрузки. Детали, попавшие в эту зону, остаются практически необработанными при плоской траектории движения рабочих тел и деталей в поперечном сечении контейнера. Для уменьшения размеров или периодического разрушения застойной зоны и повышения стабильности обработки деталей используют различные технические приемы.
Например, в способе по авт. свид. №1705040 [1] относительное вращение контейнеров вокруг собственных осей циклически реверсируют и дополнительно рабочей загрузке сообщают радиальные импульсы, что создает условия для периодического разрушения зоны застоя и интенсификации обработки.
В способе по авт. свид. №1627382 [2] контейнерам с рабочей загрузкой, совершающим планетарное движение, сообщают переносное вращение вокруг оси, перпендикулярной плоскости планетарного вращения, а в способе по патенту №2401730 [3] контейнеры совершают вращение вокруг собственных осей с переменной угловой скоростью при неизменной скорости вращения водила, что также приводит к циклическому разрушению застойной зоны.
В устройстве по авт. свид. №1652044 [5] «Центробежно-планетарная установка для абразивной обработки деталей» оси контейнеров располагают под углом к оси водила, что позволяет преобразовать плоскую траекторию движения компонентов рабочей загрузки в винтовую с циклическим смещением застойной зоны вдоль оси контейнера и ее частичным разрушением.
В устройстве для центробежной обработки по патенту №2041048 [6] оси контейнеров устанавливают с эксцентриситетом по отношению к оси водила (ротора) и ходового колеса, а в результате оси контейнеров совершают движение по гипоциклоиде, что приводит к интенсификации перемещения компонентов рабочей загрузки относительно друг друга и периодическому разрушению зоны застоя.
В устройстве для отделочной обработки по патенту №2356720 [7] оси контейнеров располагают не только с эксцентриситетом, но и под углом к оси водила, при этом траектория движения любой точки стенки контейнера описывается гипоциклоидой, что сопровождается увеличением контактного взаимодействия компонентов загрузки в зоне обработки, повышением интенсивности процесса и выравниванием условий обработки поверхностей деталей в объеме контейнера.
Наиболее близким заявляемому изобретению является «Способ центробежно-планетарной обработки деталей и устройство для его осуществления» по авт. свид. №992172 [4].
В прототипе заявляемого способа обрабатываемые детали и рабочую среду загружают в цилиндрические контейнеры, которым сообщают планетарное движение и дополнительно подвергают рабочую загрузку с контейнерами угловым качательным перемещениям, что приводит к циклическим смещениям уплотненной массы компонентов загрузки вдоль оси контейнера и позволяет выровнять условия обработки поверхностей деталей в объеме контейнера и повысить производительность процесса до 25% за счет увеличения как скорости, так и пути относительных перемещений деталей и рабочих тел.
Существенным недостатком известного способа является отсутствие связи технологических факторов процесса центробежной обработки с угловым смещением уплотненной массы рабочей загрузки, что может привести к циклическому осевому смещению всей массы компонентов загрузки к торцевым стенкам цилиндрических контейнеров и нарушению условий формирования скользящего слоя, возникающего при планетарном движении рабочей загрузки под действием центробежных сил, в котором происходит наиболее эффективная обработка поверхностей деталей. В то же время при недостаточной величине осевого импульса, возникающего при угловых качаниях рабочей загрузки, сохраняется зона застоя внутри массы уплотненных компонентов загрузки, что приводит к нестабильным показателям качества поверхностей деталей, одновременно обрабатываемых в контейнере, так как некоторые детали, оказавшиеся в зоне застоя, останутся необработанными.
К недостаткам устройства для осуществления способа центробежно-планетарной обработки деталей, приведенного в прототипе, относится ограничение массы рабочей загрузки и скорости угловых качательных движений ротора, несущего планшайбу с контейнерами, так как электромеханический привод качательных перемещений посредством червячного редуктора не позволяет эффективно демпфировать торможение большой массы планшайбы с загруженными контейнерами при высокой угловой скорости их перемещения. В момент реверсирования угловых качаний ротора, несущего планшайбу, в крайних положениях размаха колебаний возникают большие инерционные силы. Значительные динамические нагрузки на червячное зацепление при реверсировании движения ротора будут носить ударный характер, что приведет к снижению эксплуатационной надежности устройства вследствие быстрого выхода из строя червячной пары редуктора. Поэтому возможности интенсификации процесса центробежно-планетарной, особенно отделочно-упрочняющей обработки, когда в качестве рабочих тел используются металлические шары и резко возрастает масса рабочей загрузки, будут существенно ограничены.
Техническим результатом заявляемого изобретения является обеспечение
стабильных показателей качества поверхностей деталей и интенсификация процесса отделочно-упрочняющей обработки.
Технический результат достигается тем, что допустимую величину угла β смещения поверхности уплотненной рабочей загрузки к торцевой стенке цилиндрического контейнера ограничивают диапазоном 40-60° и определяют по выражению:

где νм - максимальная скорость угловых качательных перемещений рабочей загрузки с контейнерами, рад/с;
ωп и ωк - угловые скорости вращения планшайбы и смонтированных в планшайбе контейнеров, рад/с, соответственно;
rν - расстояние от произвольной частицы рабочей загрузки до оси угловых качаний планшайбы с контейнером при заданных направлениях угловых скоростей ωп, ωк и скорости ν угловых качательных движений, м;
L - расстояние между осями контейнера и планшайбы, м;
D - внутренний диаметр контейнера, м;
g - ускорение свободного падения, м/с2.
Устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей снабжено механизмом гидравлического привода угловых качательных перемещений корпуса, несущего планшайбу и контейнеры, траверсой, смонтированной в опорах рамы с возможностью поворота в вертикальной плоскости от нуля до 180°, в полости которой установлен упомянутый корпус, а вал которой кинематически связан посредством зубчатого колеса и зубчатой рейки с механизмом гидравлического привода угловых качательных перемещений планшайбы, и золотниковым механизмом, связанным с гидроцилиндром механизма гидравлического привода угловых качательных перемещений и выполненным с двумя фиксированными положениями золотника, обеспечивающими перевод планшайбы с контейнерами в верхнее положение для заполнения контейнеров рабочей загрузкой и в нижнее положение для их разгрузки контейнеров путем высыпания содержимого контейнеров на сепарирующее устройство после завершения цикла обработки, при этом зубчатая рейка выполнена на штоке гидроцилиндра механизма гидравлического привода угловых качательных перемещений планшайбы, а указанный угол поворота траверсы с планшайбой ограничен величиной рабочего хода поршня гидроцилиндра с возможностью его фиксации посредством указателя угла поворота, закрепленного на оси траверсы.
Предлагаемые способ и устройство позволяют интенсифицировать обработку поверхностей деталей и обеспечить стабильные показатели качества на различных участках сложного профиля за счет усложнения траектории движения рабочей загрузки, которая за счет осевого импульса от качательных перемещений становится винтовой, что способствует выравниванию контактного давления рабочих тел на торцевых участках профиля обрабатываемых поверхностей деталей, а предложенное расчетное соотношение позволяет увеличить осевой импульс до максимально допустимой величины, что существенно повышает производительность центробежной обработки в зависимости от скоростей планетарного вращения контейнеров, загруженных обрабатываемыми деталями, гранулированной рабочей средой и технологической жидкостью, с учетом конструктивных параметров центробежного устройства. При этом создаются одинаковые условия для обработки всех деталей в контейнере вследствие устранения застойных зон как в пересыпающейся массе компонентов уплотненной центробежными силами рабочей загрузке, так и у торцевых стенок цилиндрических контейнеров, а дополнительное знакопеременное движение компонентов загрузки вдоль осей контейнеров увеличивает скорости относительного скольжения рабочих тел и поверхностей деталей, что способствует более интенсивному нивелированию параметров шероховатости, упрочнению поверхностных слоев металла и сокращению длительности цикла обработки.
Установленная связь допустимой величины угла β смещения поверхности, уплотненной рабочей загрузки к торцевым стенкам контейнеров с технологическими факторами и конструктивными параметрами центробежного устройства гарантируют сохранение скользящего слоя на поверхности пересыпающейся загрузки по длине контейнера, а, следовательно, равномерную и всестороннюю обработку поверхностей всех деталей, загруженных в контейнеры.
Конструкция устройства для осуществления способа обеспечивает угловые качательные перемещения траверсы с корпусом и планшайбой, несущей контейнеры с рабочей загрузкой, при независимом регулировании частоты и амплитуды угловых колебаний (угловых качательных перемещений), что позволяет расширить диапазон рациональных технологических режимов для обработки деталей различной жесткости и массы, а также использовать рабочие гранулированные тела с разной плотностью (от абразивных гранул на полимерной или керамической связках до металлических шаров).
Применение гидропривода в качестве источника угловых качательных перемещений рабочей загрузки в контейнерах с планетарным вращением позволило повысить эксплуатационную надежность устройства, уменьшить вибрации и динамические нагрузки на подшипниковые опоры и элементы привода угловых колебаний (качательных перемещений) планшайбы с контейнерами.
Преобразование поступательного перемещения штока гидродвигателя во вращательное движение траверсы посредством кинематической пары в виде зубчатой рейки и зубчатого колеса, закрепленного на валу траверсы, обеспечило в заявляемом устройстве компактность привода угловых колебательных перемещений планшайбы с контейнерами, а золотниковый механизм, связанный с гидроцилиндром механизма гидравлического привода угловых качательных перемещений и выполненный с двумя фиксированными положениями золотника, обеспечивает перевод планшайбы с контейнерами в верхнее положение для заполнения контейнеров рабочей загрузкой и в нижнее положение для их разгрузки путем высыпания обработанных деталей и рабочих тел на сепарирующее устройство после завершения цикла обработки. При этом отпадает необходимость в съемных контейнерах и сокращается вспомогательное время на обслуживание устройства.
Технических решений с такими отличительными признаками в патентных и научно-технических источниках информации не обнаружено, поэтому считаем, что заявляемые способ и устройство обладают существенными отличиями.
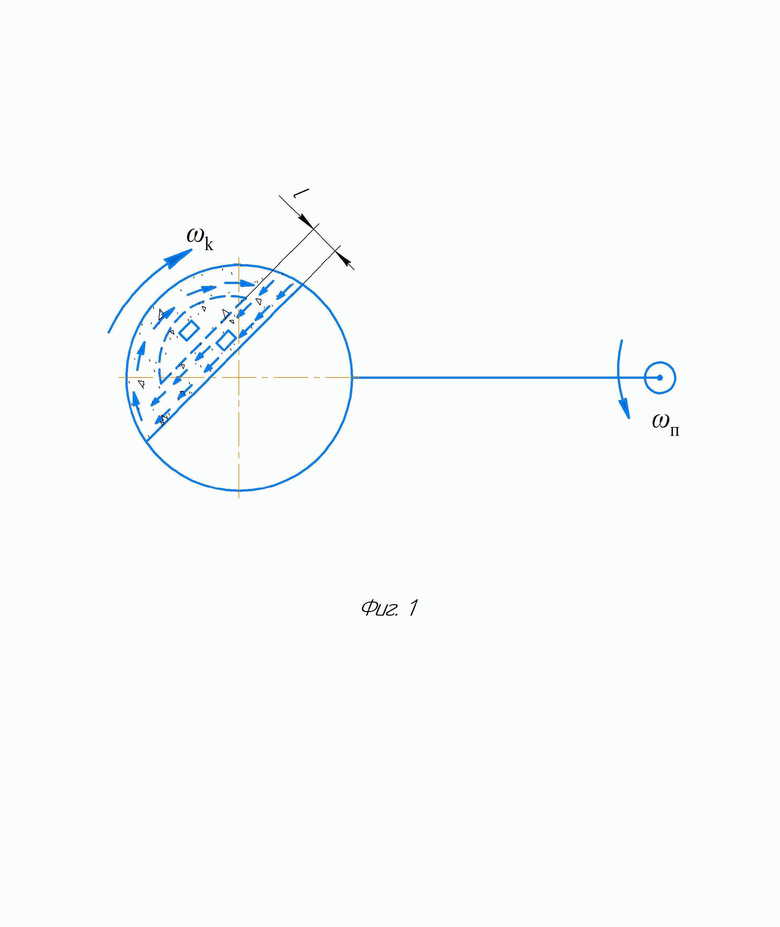
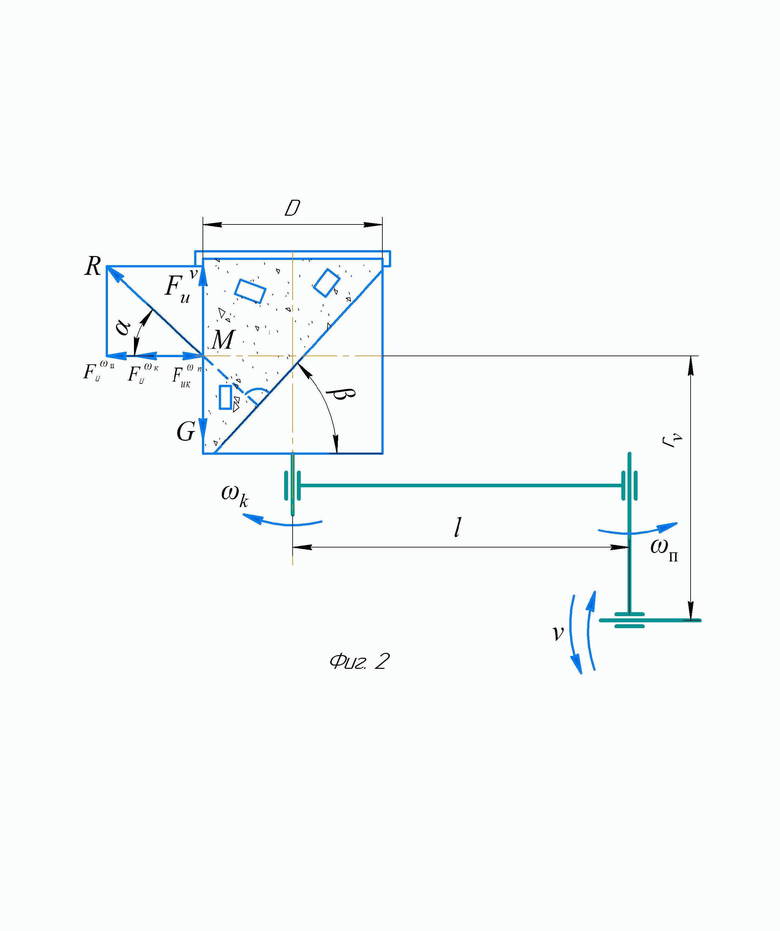
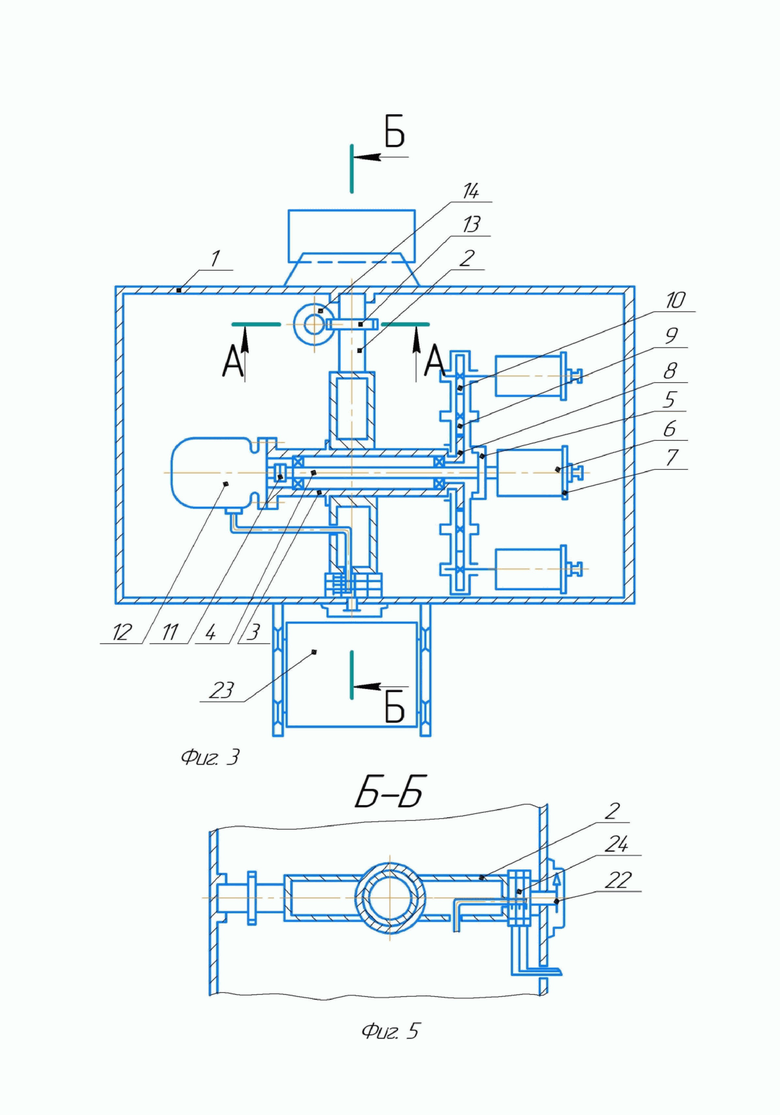
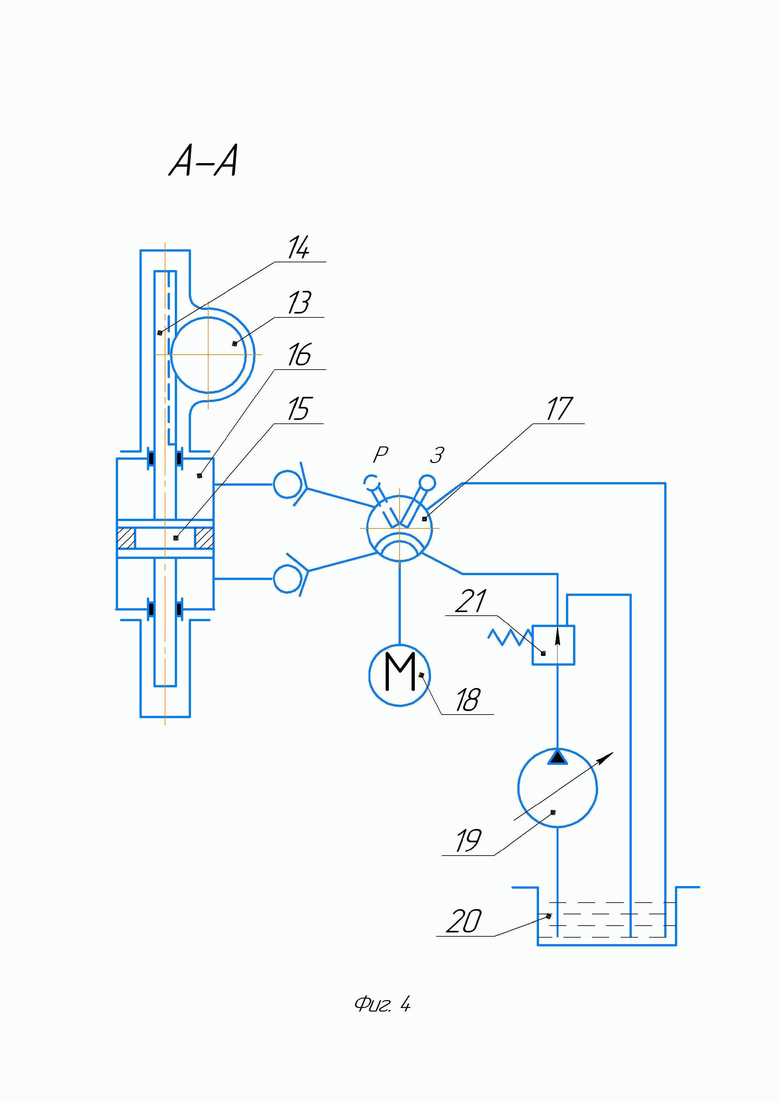
Схема центробежно-планетарной обработки с плоской траекторией движения компонентов рабочей загрузки приведена на фиг. 1, на фиг. 2 показана принципиальная схема способа центробежной обработки в контейнерах с планетарным вращением, которым сообщают угловые качательные перемещения со схемой сил, действующих на компоненты рабочей загрузки, на фиг. 3 представлена конструктивная схема устройства для реализации способа с поперечным разрезом А-А по гидроприводу угловых качательных перемещений траверсы на фиг. 4, а на фиг. 5 продольный разрез Б-Б по траверсе устройства.
Устройство для осуществления способа (фиг. 3) состоит из рамы 1, в опорах которой смонтирована траверса 2, несущая корпус 3. В корпусе устройства установлен с возможностью вращения вал 4, несущий планшайбу 5, в полости которой размещен механизм привода планетарного вращения контейнеров и смонтированы гнезда опор валов контейнеров, закрытых с торцов быстросъемными крышками 7. Механизм привода вращения контейнеров состоит из неподвижного центрального зубчатого колеса 8, закрепленного на корпусе 3, промежуточных зубчатых колес 9 и зубчатых колес 10, жестко соединенных с валами контейнеров 6. Вал 4, несущий планшайбу, смонтирован на опорах в полости корпуса 3 и при помощи муфты 11 связан с валом приводного двигателя 12, установленного на фланце корпуса 3. На валу траверсы 2 закреплено зубчатое колесо 13, находящееся в зацеплении с зубчатой рейкой 14, которая выполнена на штоке поршня 15 (фиг. 4) механизма привода угловых качательных перемещений (колебаний) планшайбы с контейнерами. Гидроцилиндр 16 жестко соединен с рамой 1 устройства. Для управления подачей масла из гидросистемы в полости гидроцилиндра 16 служит золотниковый механизм с золотником 17, установленным с возможностью вращения от автономного приводного двигателя 18. Для питания гидросистемы маслом под давлением предназначены насос 19 и бак 20. Редукционный клапан 21 служит для поддержания стабильного рабочего давления масла в гидросистеме.
Золотниковый механизм связан с гидроцилиндром 16 угловых качательных перемещений и выполнен с двумя фиксированными положениями золотника 17, которые обеспечивают возможность поворота траверсы 2 с корпусом 3 и планшайбой 5 в вертикальной плоскости от нуля до 180°.
Перевод планшайбы 5 с контейнерами 6 в верхнее положение позволяет заполнить контейнеры обрабатываемыми деталями, гранулированной рабочей средой и технологической жидкостью, а в нижнем положении осуществить разгрузку контейнеров при снятых крышках 7 путем высыпания содержимого контейнеров на сепарирующее устройство после завершения цикла обработки.
Угол поворота траверсы с планшайбой для сообщения качательных перемещений рабочей загрузке в объеме контейнера ограничен величиной рабочего хода поршня 15 гидроцилиндра 16 с возможностью его фиксации посредством указателя 22 угла поворота (фиг. 5), закрепленного на оси траверсы 2.
Для отделения рабочих тел от обработанных деталей используется серийное сепарирующее устройство, снабженное наклонным лотком и разделительной решеткой, связанной с вибратором (на фиг. 3 не показаны). Обработанные детали остаются на разделительной решетке, а рабочие тела и технологическая жидкость попадают в приемную тару 23, установленную под решеткой сепарирующего устройства. Приемная тара выполнена выдвижной, что позволяет повторно использовать рабочую среду при обработке.
Для повышения безопасности эксплуатации устройства подвод электрической энергии к электродвигателю 12, установленному с возможностью угловых качаний, осуществляется при помощи вращающегося контактного механизма 24 (см. фиг. 3 и 5), что позволяет исключить истирание оплетки кабеля при угловых колебаниях двигателя с траверсой 2 устройства в процессе эксплуатации.
Способ обработки осуществляют следующим образом. Обрабатываемые детали и рабочую среду загружают в цилиндрические контейнеры 6. Для этого включают встроенный электродвигатель насоса 19 (см. фиг. 4), механизма гидропривода угловых колебаний, а золотник 17 переводят в положение «З» (заполнение или загрузка). При этом поршень 15 гидроцилиндра 16 перемещается в крайнее нижнее положение, а зубчатая рейка 14 поворачивает зубчатое колесо 13, закрепленное на валу траверсы 2 (см. фиг. 3) и обеспечивает поворот траверсы. Корпус 3 устройства с планшайбой 5 и установленными на ней контейнерами 6 переходит в верхнее положение, удобное для загрузки. Снимают быстросъемные крышки 7 и производят дозированную загрузку контейнеров рабочей средой и деталями, подлежащими обработке, например, с помощью робота-манипулятора (на фиг. 3 не показан). Устанавливают и фиксируют торцевые крышки 7 контейнеров. Герметизация контейнеров достигается торцевыми уплотнениями, выполненными в пазах крышек. Переводят золотник 17 в исходное положение и включают приводной двигатель 12 планетарного движения контейнеров с рабочей загрузкой и двигатель 18 вращения золотника 17, который задает частоту угловых колебаний траверсы. При планетарном вращении контейнеров на поверхности уплотненной загрузки формируется скользящий слой из обрабатываемых деталей и рабочих тел, который с высокой скоростью движется в направлении противоположном вращению контейнеров вокруг собственных осей (фиг. 1). Эффективная обработка поверхностей деталей происходит только в скользящем слое, глубина l которого невелика и зависит от скорости вращения контейнеров ωк и планшайбы ωп, размеров деталей и рабочих тел, а также объема контейнеров. Основным недостатком центробежно-планетарной обработки с плоской траекторией движения компонентов загрузки является образование зоны застоя (на фиг. 1 показана пунктиром), которая приводит к нестабильным характеристикам качества поверхностей одновременно обрабатываемых в контейнере деталей. В заявляемом способе контейнерам с планетарным вращением сообщают угловые колебания в плоскости, перпендикулярной оси переносного вращения контейнеров со скоростью ωп (фиг. 2). Скорость ν угловых колебаний регулируют двигателем 18 привода вращающегося золотника (см. фиг. 4), а амплитуду или размах угловых колебаний задают величиной рабочего хода поршня 15 гидроцилиндра 16 механизма привода угловых колебаний.
При сообщении контейнерам угловых колебаний рабочая загрузка будет совершать сложное движение по винтовой траектории, что способствует интенсивному перемешиванию деталей и рабочих тел с разрушением застойной зоны, в это повышает производительность обработки и качество обработанных поверхностей.
Важно не допустить смещения всей массы уплотненной загрузки к торцевой стенке (крышке) контейнера под действием осевого импульса от угловых колебаний, так как при этом прекратится пересыпание компонентов загрузки с образованием скользящего слоя и резко снизится качество поверхностей деталей. Допустимая величина угла β смещения поверхности уплотненной загрузки к торцевым стенкам контейнеров составляет 40…60° (см. фиг. 2).
Чтобы найти взаимосвязь угловых скоростей вращения ωк, ωп, ν и конструктивных параметров устройства с углом β смещения поверхности рабочей загрузки к торцевой стенке контейнера, определим силы, действующие в точке М на произвольную частицу рабочей загрузки массой m (кг):
1) центробежная сила инерции  от переносного вращения контейнера с планшайбой с угловой скоростью ωп (рад/с)
от переносного вращения контейнера с планшайбой с угловой скоростью ωп (рад/с)  , Н (L - расстояние между осями контейнера и планшайбы, м; D - внутренний диаметр контейнера, м);
, Н (L - расстояние между осями контейнера и планшайбы, м; D - внутренний диаметр контейнера, м);
2) центробежная сила инерции  от вращения контейнера в относительном движении вокруг собственной оси с угловой скоростью ωк (рад/с)
от вращения контейнера в относительном движении вокруг собственной оси с угловой скоростью ωк (рад/с)  ,Н;
,Н;
3) кориолисова сила инерции
 , Н
, Н
( - относительная скорость движения, м/с);
- относительная скорость движения, м/с);
4) центробежная сила инерции от скорости ν угловых качательных движений (колебаний)  , Н (νМ - максимальная скорость угловых качательных перемещений контейнера с планшайбой, рад/с; rν - расстояние от произвольной частицы рабочей загрузки в точке М до оси угловых качаний планшайбы с контейнером при заданных направлениях угловых скоростей ωп, ωк и скорости ν угловых качательных движений, м);
, Н (νМ - максимальная скорость угловых качательных перемещений контейнера с планшайбой, рад/с; rν - расстояние от произвольной частицы рабочей загрузки в точке М до оси угловых качаний планшайбы с контейнером при заданных направлениях угловых скоростей ωп, ωк и скорости ν угловых качательных движений, м);
5) сила тяжести G=mg, Н (g - ускорение свободного падения, м/с2).
Для определения равнодействующей силы R построим многоугольник сил в проекции на плоскость, проходящую через ось контейнера и ось планшайбы. Из многоугольника сил найдем угол α наклона равнодействующей силы R к торцевой крышке цилиндрического контейнера

Отсюда

Поскольку равнодействующая сила R направлена по нормали к поверхности уплотненной загрузки, то угол β смещения поверхности рабочей загрузки к торцевой стенке контейнера составит:
Или

Используя полученное соотношение, по величине угла β можно количественно оценивать интенсивность дополнительного осевого движения рабочей загрузки от угловых качательных перемещений контейнера с планшайбой с максимальной угловой скоростью νМ при различной степени уплотнения загрузки, обусловленной планетарным вращением контейнера со скоростями ωк и ωп для заданных конструктивных параметров L, D, rν устройства.
По окончании цикла обработки, который устанавливают при помощи реле времени, автоматически отключают приводы 12 планетарного вращения контейнеров и 18 вращения золотника.
Переводят золотник 17 в положение «3» (заполнение), снимают торцевые крышки 7 и устанавливают золотник в положение «Р» (разгрузка), при котором планшайба с контейнерами переводится в нижнее положение и рабочая загрузка высыпается на разделительную решетку устройства, снабженного вибратором, для сепарации деталей и рабочих тел. Обработанные детали остаются на решетке, а рабочие тела и жидкостная среда попадают в выдвижную приемную тару 23, установленную под решеткой для повторного использования.
Обработанные детали после промывки направляют на контроль и консервацию.
Поворачивают золотник в положение З (заполнение), загружают в контейнеры (после их перевода в верхнее положение) новую партию обрабатываемых деталей, гранулированную среду, заливают технологическую жидкость и цикл обработки повторяют.
Пример. Обработке подвергались лопатки турбины турбокомпрессора дизеля из жаропрочного сплава Ж6К после механической обработки. Отделочно-упрочняющая обработка проводилась на центробежно-планетарном станке с объемом контейнера 6,2 литра в два перехода. На первом переходе использовался формованный наполнитель в виде трехгранных призм ПТ10×10 на керамической связке, а на втором переходе смесь металлических полированных шаров из стали ШХ15 диаметром 2-6 мм. Степень заполнения контейнеров составляла 60…80%. В качестве технологической жидкости использовалась техническая вода с добавками 3…5% (по массе) кальцинированной соды, 3…5% тринатрийфосфата и 1…1,5% технического мыла.
Конструктивные параметры станка:
L=0,2 м; D=0,2 м; rν=0,6 м. Обработка проводилась на максимальных режимах обработки:
ωп=20 рад/с; ωк=35 рад/с; νМ=12 рад/с.
Угол β смещения поверхности рабочей загрузки к торцевой стенке контейнера для этих параметров составил:

При увеличении максимальной угловой скорости νМ качательных перемещений до величины νМ=14 рад/с величина угла β смещения уплотненной загрузки составила:

Таким образом, при скорости νМ=12…14 рад/с отмечалась наибольшая эффективность обработки, а шероховатость пера лопатки турбины после второго перехода составила Ra=0,25…0,3 мкм, что соответствует техническим требованиям. Величина исходной шероховатости после литья по выплавляемым моделям и ручной абразивной зачистки облоя соответствовала Ra=12,5…6,3 мкм.
Длительность обработки трехгранными абразивными призмами на первом переходе составила tM1=15 мин, а на втором переходе металлическими шарами tM2=10 мин (tM1 и tM2 - машинное технологическое время по переходам.
По сравнению с прототипом машинное время обработки сократилось в 2,5 раза. При уменьшении νМ до величины νМ=6 рад/с, при котором угол β=83° происходит резкое снижение показателей качества поверхности. Шероховатость пера лопатки составила лишь Ra=2,5…1,25 мкм после второго перехода, что объясняется смещением загрузки к торцевой стенке контейнера, а при этом прекращается относительное движение поверхностей деталей и рабочих тел в большей части контейнера, которое сопровождается существенным снижением съема металла на первом переходе абразивной обработки формованными гранулами.
Таким образом, при проектировании технологии центробежной обработки необходимо назначать режимы с учетом представленного расчетного соотношения.
Источники информации, принятые во внимание
1. А.с. №1705040 (СССР) МПК В24В 31/08. Способ центробежной абразивной обработки деталей и устройство для его осуществления / А.Н. Мартынов, Е.З. Зверовщиков, В.З. Зверовщиков, А.Е. Зверовщиков, М.Д. Афонин, Ю.В. Денисов, Ф.Г. Багринцев // Опубл. 15.01.1992 в БИ №2.
2. А.с. №1627382 (СССР) МПК В24В 31/104. Способ обработки деталей и устройство для его осуществления / А.Н. Мартынов, В.З. Зверовщиков, А.Е. Зверовщиков, А.Т. Манько // Опубл. 15.02.1991 в БИ №6.
3. Патент РФ №2401730 МПК В24В 31/104. Способ центробежной абразивной обработки деталей / Зверовщиков В.З., Зверовщиков А.Е., Нестеров С.А., Зотов Е.В., Юртаева Е.В. // Опубл. 20.10.2010 в БИ №29.
4. А.с. №992172 (СССР) МПК В24В 31/08. Способ абразивной центробежно-планетарной обработки деталей и устройство для его осуществления / Бондаренко И.Е., Фишбейн С.И., Подтеребков Р.А., Фишбейн Е.И // Опубл. 30.01.1983 в БИ №4.
5. А.с. №1652044 (СССР) МПК В24В 31/104. Центробежно-планетарная установка для абразивной обработки деталей / Первушин Е.С., Дьячков В.А., Кузьмин М.Ф., Муртазин Х.М. // Опубл. 30.05.1991.
6. Патент РФ №2041048 (СССР) МПК В24В 31/02. Устройство для центробежной обработки / Левин И.Н., Аникин А.В. // Опубл. 9.08.1995.
7. Патент РФ №2356720 (СССР) МПК В24В 31/104. Устройство для отделочной обработки / Сергиев А.П., Матвеев И.О., Сергиев С.С., Спицын Д.А. // Опубл. 27.05.2009 в БИ №15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Способ и устройство для отделочно-упрочняющей обработки внутренних поверхностей деталей | 2016 |
|
RU2639398C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ измельчения материалов в центробежной планетарной мельнице | 2020 |
|
RU2760394C1 |
| Устройство для автоматизированного закрепления крышки и герметизации контейнера центробежно-планетарной установки | 2016 |
|
RU2627083C1 |
| СПОСОБ ЗАЧИСТКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2466017C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МЕЛКОРАЗМЕРНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2572684C1 |
| Способ центробежной абразивной обработки деталей и устройство для его осуществления | 1989 |
|
SU1705040A1 |
Изобретение относится к объемной центробежной обработке деталей гранулированными рабочими средами и может быть использовано при шлифовании, полировании и упрочнении деталей, преимущественно со сложной формой рабочих поверхностей. Обрабатываемые детали, гранулированные рабочие тела и технологическую жидкость помещают в контейнеры, которым сообщают планетарное движение и угловые качательные перемещения. Уплотняют рабочую загрузку центробежными силами, возникающими при планетарном движении контейнеров и угловых колебаниях. Допустимую величину угла смещения поверхности уплотненной загрузки к торцевым стенкам контейнеров под действием угловых колебаний выбирают в указанном диапазоне и определяют по расчетному соотношению с учетом центробежных сил, действующих на загрузку при планетарном вращении контейнеров, и осевого импульса, вызванного угловыми качательными перемещениями рабочей загрузки с контейнерами. Приведена конструкция устройства для осуществления заявленного способа. Повышается производительность обработки и качество обработанных поверхностей деталей. 2 н.п. ф-лы, 5 ил.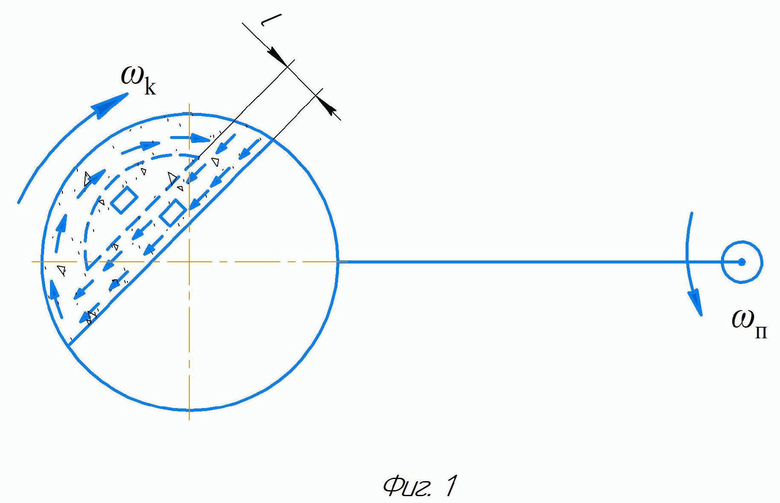
1. Способ отделочно-упрочняющей центробежной обработки поверхностей деталей, включающий помещение в контейнеры рабочей загрузки, состоящей из гранулированной рабочей среды, технологической жидкости и обрабатываемых деталей, сообщения им планетарного движения и угловых качательных перемещений и уплотнение рабочей загрузки центробежными силами, отличающийся тем, что обеспечивают смещение поверхности уплотненной рабочей загрузки к торцевым стенкам контейнеров на допустимый угол β в диапазоне 40-60°, который определяют из условия:
 ,
,
где νм - максимальная скорость угловых качательных перемещений рабочей загрузки с контейнерами, рад/с;
ωп и ωк - угловые скорости вращения планшайбы и смонтированных в планшайбе контейнеров, рад/с, соответственно;
rν - расстояние от произвольной частицы рабочей загрузки до оси угловых качаний планшайбы с контейнером при заданных направлениях угловых скоростей ωп, ωк и скорости ν угловых качательных движений, м;
L - расстояние между осями контейнера и планшайбы, м;
D - внутренний диаметр контейнера, м;
g - ускорение свободного падения, м/с2.
2. Устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей, содержащее раму, корпус, несущий планшайбу и контейнеры, смонтированные в гнездах планшайбы с возможностью планетарного вращения и угловых качательных перемещений с планшайбой вокруг оси, перпендикулярной оси вращения планшайбы, отличающееся тем, что оно снабжено механизмом гидравлического привода угловых качательных перемещений планшайбы, траверсой, смонтированной в опорах рамы с возможностью поворота в вертикальной плоскости от нуля до 180°, в полости которой установлен упомянутый корпус, а вал которой кинематически связан посредством зубчатого колеса и зубчатой рейки с механизмом гидравлического привода угловых качательных перемещений планшайбы, и золотниковым механизмом, связанным с гидроцилиндром механизма гидравлического привода угловых качательных перемещений и выполненным с двумя фиксированными положениями золотника, обеспечивающими перевод планшайбы с контейнерами в верхнее положение для заполнения контейнеров рабочей загрузкой и в нижнее положение для их разгрузки путем высыпания содержимого контейнеров на сепарирующее устройство после завершения цикла обработки, при этом зубчатая рейка выполнена на штоке гидроцилиндра механизма гидравлического привода угловых качательных перемещений планшайбы, а указанный угол поворота траверсы с планшайбой ограничен величиной рабочего хода поршня гидроцилиндра с возможностью его фиксации посредством указателя угла поворота, закрепленного на оси траверсы.
| Способ абразивной центробежно-планетарной обработки деталей и устройство для его осуществления | 1978 |
|
SU992172A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| ЗВЕРОВЩИКОВ В.З | |||
| И ДР | |||
| Моделирование центробежной отделочно-упрочняющей обработки деталей в контейнерах с планетарным вращением для оптимизации технологических режимов | |||
| Технические науки | |||
| Машиностроение и машиноведение | |||
| Известия высших учебных заведений | |||
| Поволжский регион, N4 (24) 2012, | |||

