(Л
tsD
О)
СО
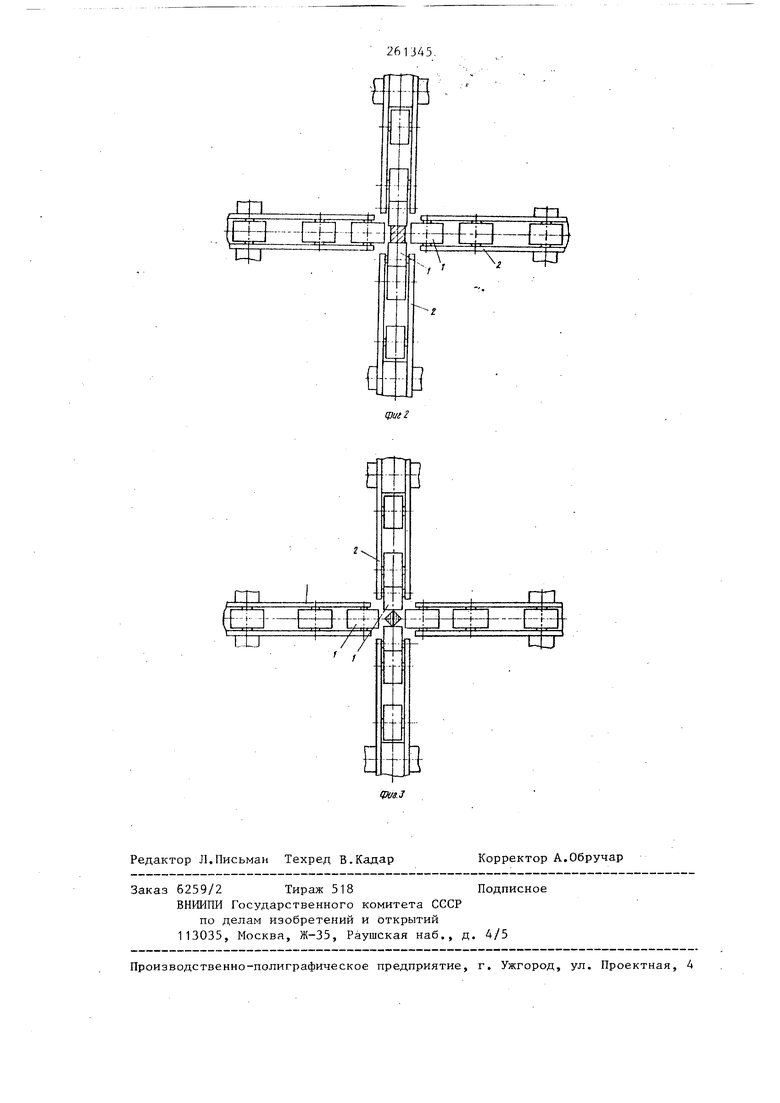
4 ел :,. - 2 Известен совмещенный процесс непрерывной разливки и прокатки стальной заготовки квадратного сечения (без порезки) с прокаткой последней на сортовом планетарном стане. При этом заготовка с установки непрерывной разливки стали (УНРС) задается в планетарный стан таким образом, что грани заготовки располагаются параллельно, осям рабочих валков планетарной клети. Частые удары рабочих валков планетарной клети о грани заготовки при прокатке создают вибрационные нагрузки, передающиеся по заготовке, и под кристаллизатором происходит разрушение корочки и прорыв металла. Целью изобретения является снижение вибрационных нагрузок, разрушающих корочку заготовки под кристаллазатором, и повьЕиение надежности процесса. Это достигается тем, что заготовку задают в планетарный стан на ребро так, что диагонали заготовки параллельны осям соответствующих валков. На фиг. 1 показана схема передачи нагрузок на заготовку при прокатке ее в планетарной клетиJ- на фиг. 2 схема задачи в планетарную клеть заготовки четырехугольного сечения на гранью на фиг. 3 - схема задачи в планетарную клеть заготовки четырехугольного сечения на ребро. Планетарный стан представляет собой ковочно-прокатный механизм. Рабочие валки 1 планетарной клети, заключенные в сепараторы 2, на большой скорости с ударом входят в кон|такт с задаваемой заготовкой, раскатывая поданный объем металла. При этом в контакте с заготовкой одновременно находится только пара рабочих валков соответствующих сепараторов , В начальный момент входа рабочи валков в контакт с заготовкой на последнюю действует ударное выталки вающее усилие, которое передается п заготовке под кристаллизатор. При наличии, например, в каждом сепараторе (см. фиг. 2 и 3) по десяти рабочих валков и скорости вращения сепаратора 200 об/мин с заготовкой контактирует 4000 пар рабочих валков в минуту, что приводит к возникновению вибрационньпс нагрузок. При подаче заготовки, например, четырехугольного сечения в планетарный стан на грань таким образом, что грани заготовки располагаются параллельно осям |Соответствуюш;их рабочих валков (см. фиг. 2), рабочие валки входят в контакт по всей ширине сечения заготовки, т.е. при максимальной ширине площади контакта. В этом случае наиболее сильньш удар и, соответственно, максимальное усилие отдачи, возникает в начальный момент контакта рабочего валка с заготовкой. Предлагаемый способ предусматривает подачу заготовки на ребро так, что диагонали поперечного сечения заготовки располагаются в плоскости, перпендикулярной осям соответствующих рабочих валков (см. фиг. 3). В данном случае начальный момент контакта рабочих валков с заготовкой происходит по ребру в. точке. По мере перемещения рабочих валков по конусу деформации ширина площади контакта постепенно увеличивается до своего максимума, а затем снова плавно уменьшается до ширины готового квадрата. При прокатке заготовки на ребро максимальная ширина контактной площади на 30% меньше по сравнению с ее шириной при прокатке аналогичной заготовки на грань. Вследствие постепенного входа рабочих валков в очаг деформации заготовки при прокатке ее на ребро удар смягчается, что в значительной степени уменьшает амплитуду колебаний заготовки от усилия отдачи и позволяет длительно и надежно вести процесс совмещения непрерывной разливки и прокатки заготовки.
-1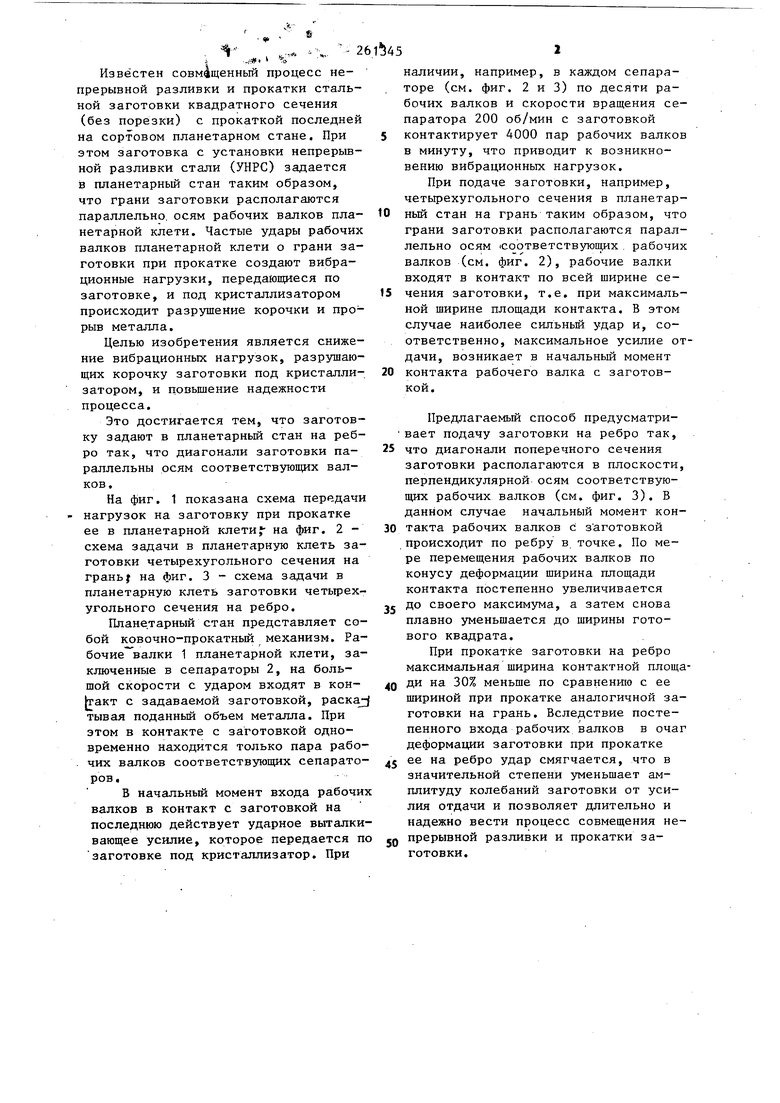
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1997 |
|
RU2128559C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ДЛИННОМЕРНОГО ПРОКАТА ПУТЕМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2008 |
|
RU2484921C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Способ совмещения процессов не-пРЕРыВНОгО лиТья и пРОКАТКи | 1979 |
|
SU839666A1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2004 |
|
RU2281820C2 |
СПОСОБ СОВМЕЩЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ С ПРОКАТКОЙ НА СОРТОВОМ'ПЛАНЕТАРНОМ СТАНЕ, включающий подачу в стан непрерывно отливаемой, например, квадратной заготовки без порезки, отличающийся тем, что, с целью снижения вибрационных, нагрузок и повьшения надежности процесса, заготовку задают в планетарный стан на ребро так, что диагонали заготовки параллельны осям соответствующих валков.
ЕВ
