Изобретение относится к устройствам, используемым в стоматологической практике при изготовлении металлических протезов, в частности к установкам для электролитического полирования каркасов протезов.
Известные установки указанного назначения, содержащие рабочие и промывочные ванны, корпус, внутри которого расположен выпрямитель с рабочим трансформатором, реле, нагреватель рабочих ванн и термоэлектрический контактор, имеют ряд недостатков. Так, эти установки не позволяют регулировать длительность полирования, условия труда оператора па них весьма тяжелы вследствие отсутствия автоматизации процесса, а производительность установок низка, так как полирование можно вести только в одной рабочей ванне, а не во всех одновременно. Кроме того, подготовительные этапы работы занимают довольно длительное время.
В предлагаемой установке все эти недостатки устранены. Это достигается благодаря тому, что в ней установлены реле времени, управляющее рабочим трансформатором; цепь управления в виде параллельных цепей последовательно включенных обмотки реле и термоэлектрического контактора, и цепь исполнения в виде параллельных цепей последовательно включенных обмотки нагревателя рабочих ванн и нормально закрытого контакта
реле, образующие в совокупности блок автоматического поддержания заданной температуры электролита.
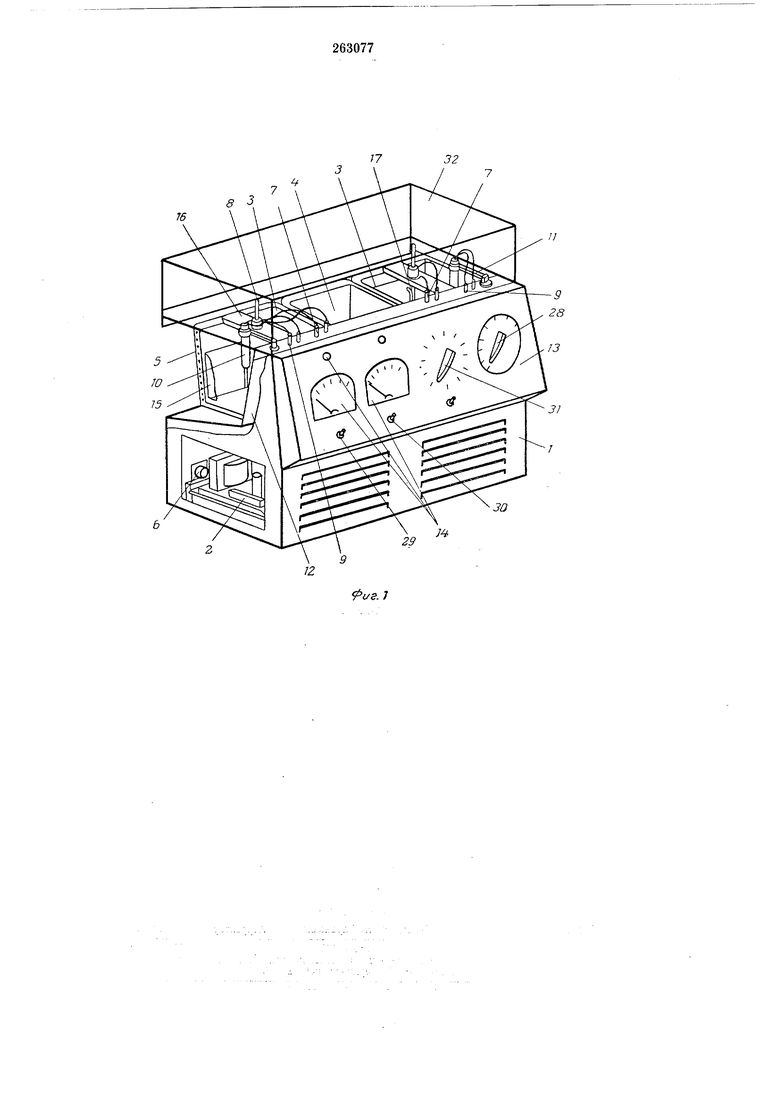
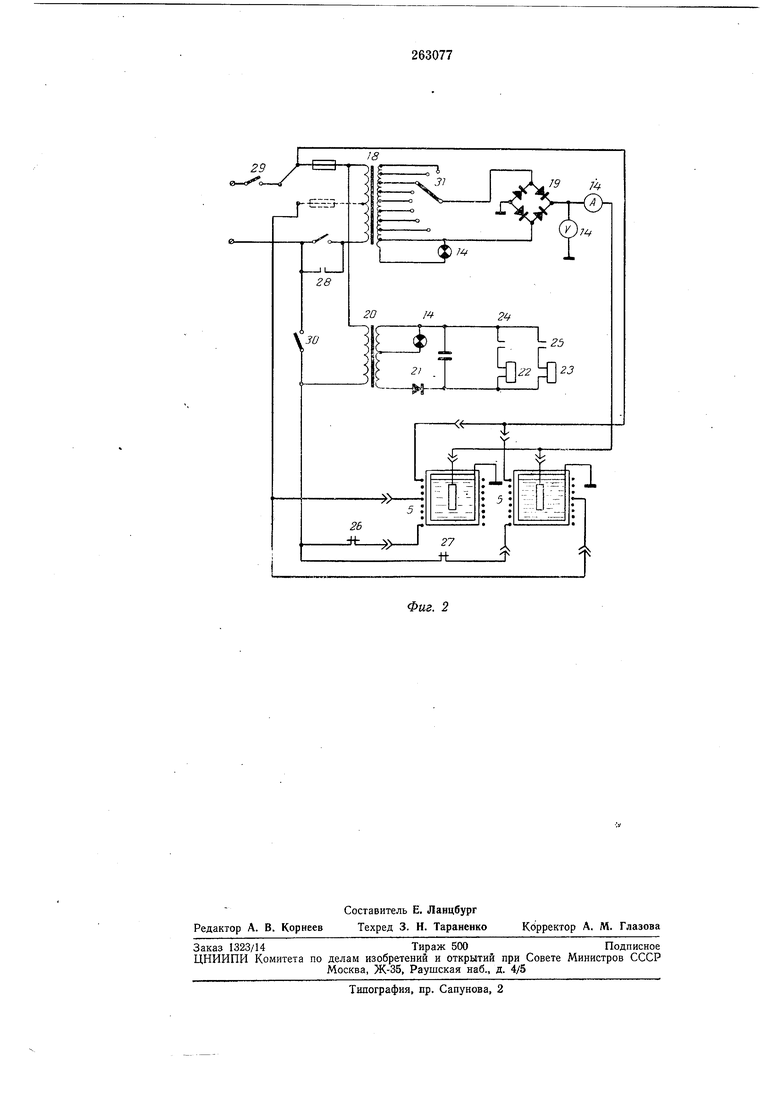
На фиг. 1 изображена предлагаемая установка в общем виде; на фиг. 2 - принципиальная электрическая схема установки.
Установка содержит корпус /, в котором расположена плита 2 со всеми элементами электрической схемы. На верхней панели
корпуса 1 находятся три ванны: две электролитические 3 и одна промывочная 4. Электролитические ванны 3 оборудованы нагревательными элементами 5, которые рассчитаны на нанряжение 127 и 220 в и соединяются с
сетью через разъемы 6, расположенные на задней стенке установки. Помимо ванн 3 и 4 на верхней панели имеются гнезда 7 для подключения рабочих электродов 8, гнезда 9 для подключения термоконтакторов 10 и кронштейн 11 с термокЬ|Нтакторами 10. Под ваннами 5 и 4 находится крыщка 12, открывающая доступ к электрической схеме.
На лицевой панели 13 расположены элементы 14 управления и контроля за работой
установки. В электролитические ванны вмонтированы катод 15 и анододерлсатель 16. Обрабатываемое изделие, закрепляется посредством зажима 17.
держания заданной температуры электролита, рабочий трансформатор 18 и выпрямительный мост 19. Устройство для автоматического поддержания заданной температуры электролита состоит из понижающего трансформатора 20, выпрямительного элемента 21, двух параллельных цепей управления, каледая из которых состоит из последовательного соединения обмотки реле 22, 23 и термоконтактора 24, 25, а также двух параллельных цепей исполнения, состоящих из нагревательного элемента 5, электролитической ванны 3 и последовательно с ним включенного нормализованного контакта 26, 27 реле 22, 23.
Временное программное устройство, расположенное в корпусе / аппарата, содержит реле времени 28, контакт которого составляет последовательную цепь с первичной обмоткой рабочего трансформатора 18.
Установка работает следующим образом. В электролитические ванны 3 заливают электролит, установку подключают к сети и тумблеры 29, 30 устанавливают в положение «сеть и «нагрев. Примерно через 5 мин электролит разогревается до необходимой температуры, срабатывает термоконтактор 10 и включает реле 28, которое, в свою очередь, срабатывая, размыкает нормально закрытый контакт 26, 27 и нагревательный элемент обесточивается. Впоследствии эта температура поддерживается автоматически.
В случае работы только одной электролитической ванны 3 или 4 плиту 2 необходимо отключить, т. е. снять на заданной стенке разъем 6.
Обрабатываемое изделие закрепляют в зажиме 17 и опускают в элекролитическую ванну 3, затем включают реле времени 28 и устанавливают нужный режим полирования с помощью переключателя 31. По окончании рабочего процесса реле времени 28 срабатывает, отключая ток, после чего отполированное изделие переносят в промывочную ванну 4 с водой, сняв предварительно защитный колпак 32.
Предмет изобретения
Установка для электролитического полирования металлических каркасов зубных протезов, содержащая рабочие и промывочные ванны, корпус, внутри которого расположен выпрямитель с рабочим трансформатором, реле, нагреватель рабочих ванн и термоэлектрический контактор, отличающаяся тем, что, с целью регулирования длительности полирования, улучшения условий труда оператора путем автоматизации процесса, увеличения производительности путем осуществления одновременного полирования во всех рабочих ваннах и сокращения подготовительного времени, в ней установлены реле времени, управляющее рабочим трансформатором, цепь управления в виде параллельных цепей последовательно включенных обмотки реле и термоэлектрического контактора, и цепь исполнения в виде параллельных цепей последовательно включенных обмотки нагревателя рабочих ванн и нормально закрытого контакта реле, образующие в совокупности блок автоматического поддержания заданной температуры электролита.
8 3
31
-;
ЗО
J
29
J9 /
| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор температуры | 1980 |
|
SU864262A1 |
| УСТРОЙСТВО для УЛУЧШЕНИЯ ОТВОДА ТЕПЛА ОТ ОТДЕЛЬНЫХ УЗЛОВ СТАНКА | 1969 |
|
SU248435A1 |
| Регулятор температуры | 1976 |
|
SU580550A1 |
| УСТРОЙСТВО для ПОЛУГОРЯЧЕГО ДЕФОРМИРОВАНИЯ СТАЛЬНЫХ ЗАГОТОВОК | 1972 |
|
SU349458A1 |
| ЭЛЕКТРОПРИВОД НАМАТЫВАЮЩЕГО УСТРОЙСТВА | 1973 |
|
SU386471A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СОПРОТИВЛЕНИЯ изоляции | 1973 |
|
SU372936A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU206202A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ ПОСТОЯННОГО ТОКА | 1973 |
|
SU382213A1 |
| УСТРОЙСТВО МАКСИМАЛЬНОЙ ТОКОВОЙ ЗАЩИТЫ | 1970 |
|
SU288104A1 |
| УСТРОЙСТВО ДЛЯ ПУСКА АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 1973 |
|
SU368703A1 |
L L
25
Фиг. 2
