В настоящее время на установках непрерывной разливки стали слитки разрезаются па мерные или кратные длины газокислородными резаками.
Этот способ требует сооружения кислородной станции, сложных сантехнических устройств и нри этом безвозвратно расходуется металл, сжигаемый в процессе резки. Попытки применить вместо газокислородного способа резки электрические, импульсно-взрывные или гидравлические ножницы на многоручьевых УПРС наталкивались на трудности создания малогабаритных ножниц с необходимым усилиел резания, а большие ножницы нельзя нормально разместить и удовлетворительно эксплуатировать.
Предлагаемые гидравлические ножницы в виде шарпирно закрепленной одним концом и уравновешенной с другого конца рамы, несущей встречно движущиеся ножи, отличаются тем, что их привод выполнен в виде нескольких последовательно расположенных автономных гидроцилиндров. Это позволяет создавать необходимые усилия резания при небольших габаритах пожниц.
Цилиндры могут быть установлены в несколько параллельпых рядов.
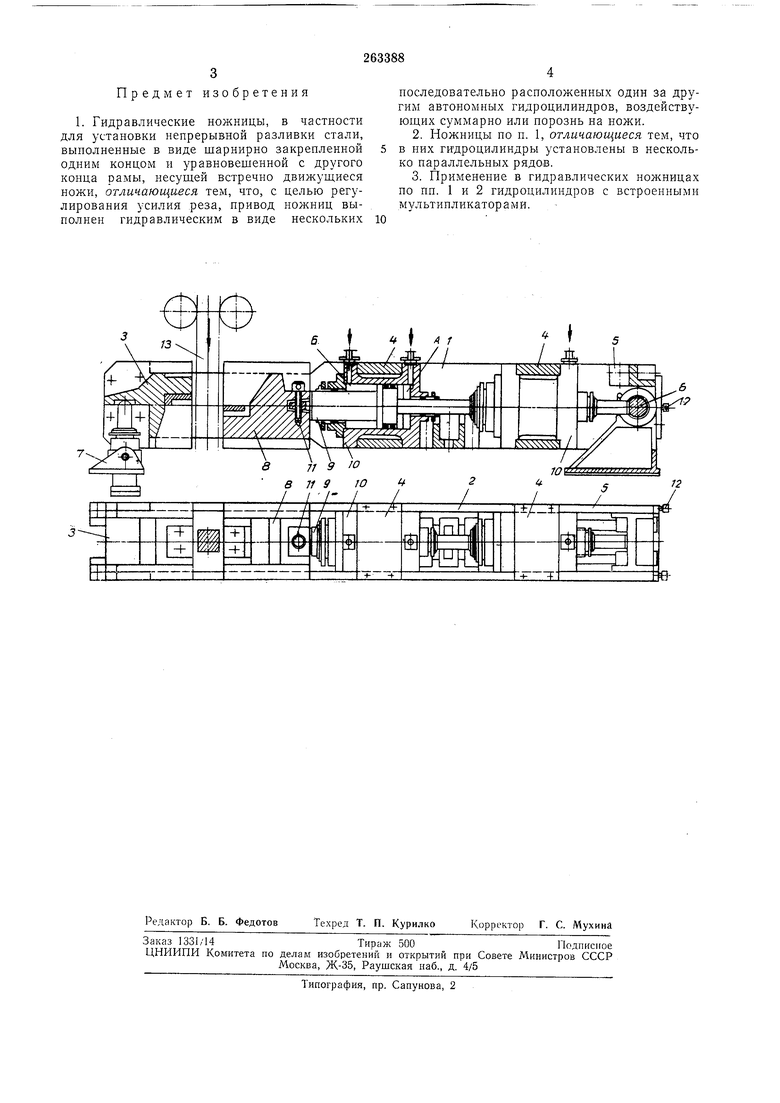
траверс 5, которые шарнирно установлены на оноре качания 6 и уравновешены со стороны ножей гидравлическим устройством 7, режущего ножа 8, который нередвигается но боковым щекам 2, поршней и штоков 9 гндрощ линдров W, устройства // сцепления штока 9 с режущим ножом 8 для возврата его в исходное положепие, устройства 12 для установки положеиия опорного ножа 3.
При подаче рабочей жидкости в кольцевую полость Л гидроцилиндров 10 штоки 9 перемещают головку опорного ножа 3 и режущий нож 8 навстречу друг другу до соприкосновения ножей с горячим слитком /. Резание
слитка происходит иутем сдвигания обрезаемой части режущим ножом 8 при неподвижном опорном ноже 3. За время резания ножницы отклоняются слитком в направлении егс движения.
По окончании резания рабочая жидкость из полости Л гидроцилиндра переключается па сброс, а жидкость, находящаяся в полости Б под давлением, разводит ножи в исходное положение. Как только режущий нож 8 выйдет за пределы сечения слитка 13, уравновешивающее устройство 7 возвращает ножницы в исходное положенпе.
Предмет изобретения
1. Гидравлические ножницы, в частности для установки непрерывной разливки стали, вьшолненные в виде шарнирно закрепленной одним концом и уравновешенной с другого конца рамы, несушей встречно движущиеся ножи, отличающиеся тем, что, с целью регулирования усилия реза, привод ножниц выполнен гидравлическим в виде нескольких
последовательно расположенных один за другим автономных гидроцилиндров, воздействующих суммарно или порознь на ножи.
2.Ножницы по п. 1, отличающиеся тем, что в них гидроцилиндры установлены в несколько параллельных рядов.
3.Применение в гидравлических ножницах по пп. 1 и 2 гидроцилиндров с встроенными мультипликаторами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЯТНИКОВЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1968 |
|
SU219999A1 |
| Гидравлические маятниковые ножницы | 1981 |
|
SU1006106A1 |
| РЕЗКИ МЕТАЛЛА | 1971 |
|
SU299303A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| ВАРАБАМНЫЕ НОЖНИЦЫ | 1969 |
|
SU249155A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СЛИТКА | 1995 |
|
RU2103107C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТОГО ДЕФОРМИРОВАННОГО СЛИТКА | 1995 |
|
RU2106929C1 |
| Гидравлические маятниковые ножницы | 1982 |
|
SU1069962A1 |
| КРИВОШИПНО-РЫЧАЖНЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1972 |
|
SU343789A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1969 |
|
SU238056A1 |