Известно устройство для контактной стыковой Сварки в непрерывных линиях длинномерных изделий, содержащее собственно сварочную машину И ИОЖНИЦЫ для |ПОД1ГОТОВ1КИ
свариваемых концов иод сварку.
Для .повышения производительности лредлагается сварочную машину и ножницы смонTiHipoeaTb на тележке, установленной на направляющих наклонной рамы « снабженной приводом. Привод .вьшолнен, например, в виде гидроцилиндра, ход поршня кото-рого ра.вен расстоянию от оси ножниц до оси машины.
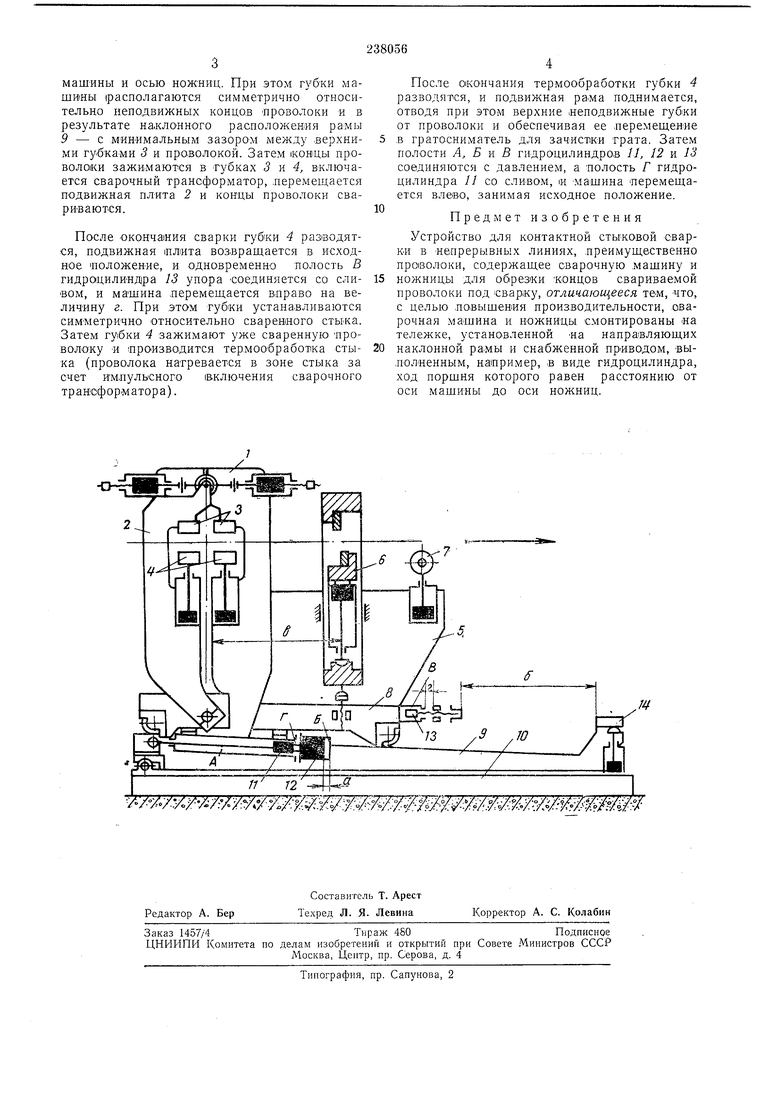
На чертеже схематически изображено предлагаемое устройство.
Сварочная машина «меет неподвижную 1 и подвижную 2 плиты, 1на которых закреплены -верхние неподвижные 5 « Нижние подвижные 4 губки. Пеподвижная плита за1к реплена на основании 5, одновременно являющемся гидравлическим бако-м, на котором по оси движения лроволоки (на чертеже показано стрелкой) закреплены ножни-цы 6 и отжимной ролик 7. Основан.ие смонтировано на тележке 8, которая «перемещается по напра.вляюпдим -наклонной рамы 9, закрепленной щарнирио на опорной раме 10. На тележке закреплен гидроцилиндр 11, шток которого связан с рамой 9. В упор к порщню гидроц-илиндра Л установлен гидрощилиндр 12,
диаметр поршня которого больше диаметра поршня гидроцилиндра 11. На тележке также закреплен гидроцилиндр 13 упора, а на раме 5 - жесткий упор 14.
В исходном положении машины .полости А, Б Н В гидроцплпндров //, 12 и 13 соединены с давлениями, полость Г гидроцплиндра // - со сливом. Задний конец проволоки останавл 1вается между ножниц и
зажимается в механизмах линии. Затем этот конец обрезается и поднимается отжимн1з1м роликом «а высоту, обеспечивающую свободный -проход под ним переднего конца проволоки. Одновременно с подъемом отжимного
ролика для создания первоначального зазора между концами проволоки полость Б гидроцилиндра 12 соединяется со сливом, и машина перемещается по «атеравляющим .влево на величину а.
Затем в ножницы .подается передний конец проволоки, который остана.вливается между ножаМИ, зажггмается в механизмах линии и обрезается. ОтжИмной ролик опускается, и задний конец Ироволоки устанавливается напротив переднего конца на расстоянии о. Затем полость /1 гидроцилиндра // соединяется со сливом, а иолость Г того же гидроцилиндра соединяется с давлением, и машина -перемещается вправо до упора М на
машины и осью ножниц. При этом губки машины |располагаются симметрично относительно неподвижных концов проволоки и в результате наклОНного расположения рамы 9 - с минимальным зазором между верхними губками 3 и проволокой. Затем концы проволоки зажимаются в губках 3 и 4, включается сварочный трансформатор, леремеп ается подвижная плита 2 и концы проволоки свариваются.
После окончаиия сварки губки 4 разводятся, подвижная (Плита возврапдается в исходное положение, и одновременно полость В гидроцилиндра 13 упора соединяется со сливом, и машина .перемеш,ается влраво на величину г. При этом губки устанавливаются симметрично отно1сительно сваренного . Затем губки 4 зажимают уже сваренную проволоку и производится термообработка стыка (проволока нагревается в зоне стыка за счет импульсного включения сварочного трансфорМатора).
После окончания термообработки губки 4 разводятся, и подвижная рама поднимается, отводя при этом верхние неподвижные губки от проволоки и обеспечивая ее перемеш,ен-ие в гратосниматель для зачистки грата. Затем полости А, Б н В гидроцилиндров 11, 12 и 13 соединяются с давлением, а -полость Г гидроцилиндра // со сливом, 1И Машина перемещается влево, занимая исходное положение.
Предмет изобретения
Устройство для контактной стыковой сварки в непрерывных линиях, преимуш;ественно проволоки, содержащее сварочную машину и
ножницы для обрезки концов свариваемой проволоки под сварку, отличающееся тем, что, с целью повышения производительности, сварочная машина и ножницы смонтированы «а тележке, установленной иа направляющих
наклонной рамы и снабженной приводом, Выполненным, например, в виде гидроцилиндра, ход поршня которого равен расстоянию от оси машины до оси ножниц.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU308837A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Машина для контактной стыковой сварки полос | 1976 |
|
SU625867A1 |
| Машина для стыковой электроконтактной сварки труб большого диаметра | 1973 |
|
SU500934A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
/Г J2 /.«/ ,/o./e ro; 7W-V /- / 7 -/-/:. ../././ . ./-| /;-/р//9/, /о/--/ /А7- 1-о-/---/-°/ /.-/. «/.V ° 7-i/-/ /. /:/ .Л°/- .-/г;.-Х
