Изобретение относится к облйсти 1Металлур гической промышленяости и может быть использовано в линиях УПРМ при двухэтапном методе раз.делки проката, выдаваемого из кристаллизатора как непрерывно, так и периодически.
Известны ножиицы типа блюминговых с качающимся ножевым агрегатом, предназначенные для резки движущегося металла. Эти ножницы имеют большой вес и габариты. Известны также барабанные ножницы для отрезки проката, применяемые лишь для резки проката .в неподвижном состоянии.
Предлагаемые ножницы для уменьшения веса, габаритов и возможности их нестационарной установки снабжены клетью, в которой размещены барабаны, несущие ножи и перемещаемые в «апра-влении реза при взаимодействии зак/репленных на них кулачков с соответствующимикулачками там же расположенных ,и кинематически связанных с барабанами приводных валов, получающих вращение через зубчатые передачи от привода, выполненного в в,иде гидроцилиндров, штоки которых соедИНены с рейками, механизмом прижима и жестко связанными с ним, взаимодействующими с секторами приводных валов рейками, размещенными на клети и обеспечивающими возможность ее .перемещения вдоль оси разрезаемого проката относительно механизма прЙжиМа При рабочем ходе ножей и совместного перемещения с последним при холостом ходе.
Для сохранения необходимого расстояния клетью и рамой механизма прижима на рейках, связывающих эти узлы, установлены пружины.
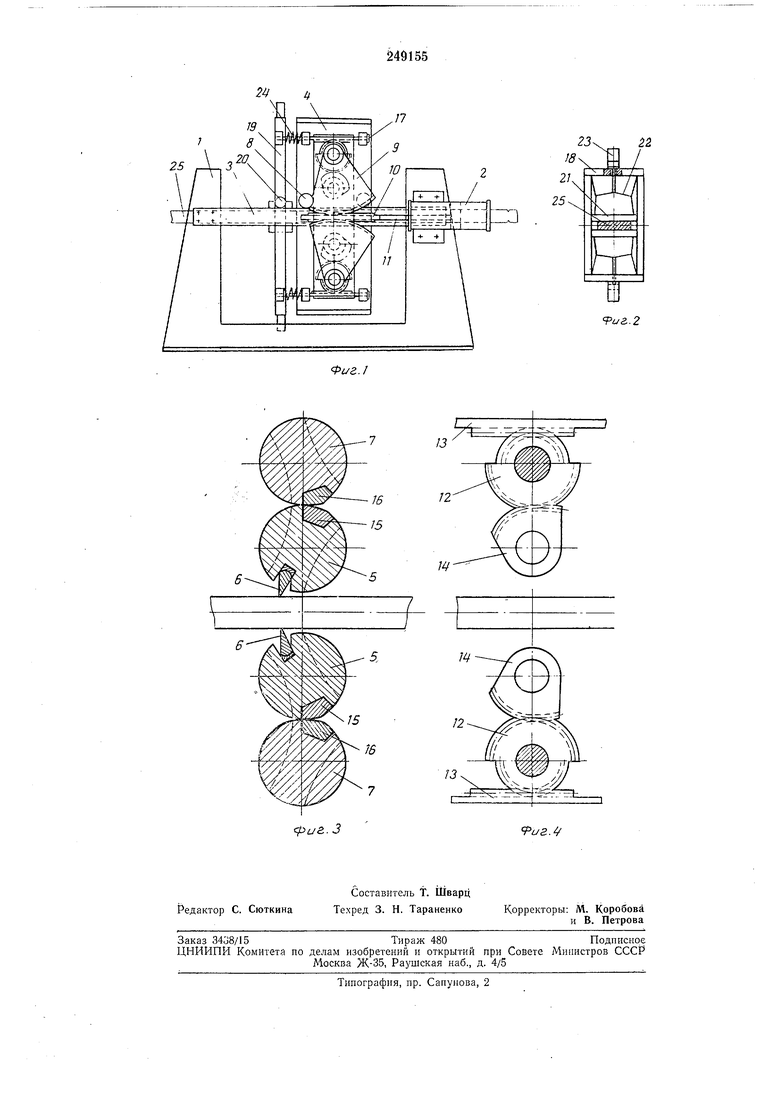
На фиг. 1 изображены описываемые ножницы, общий вид; на фиг. 2--механизм прижима; на фиг. 3 -барабаны ножниц; на фиг. 4- схема вращения внутренних секторов и рейки перемещения клети относительно механизма прижима.
Ножницы Имеют жесткую станину 1, на одной из стоек которой с двух сторон крепятся гидроцилиндры 2. Между стойками станины установлены две опорные балки 3. Рабочая клеть 4 ножниц с двумя барабанами 5, несущлми щарнирно закрепленные ножи 6, и нриводнымя валами 7 с помощью опорных катков 8 установлена на балках 3. На шейки приводных валов 7 с каждой стороны насажены зубчатые секторы 9, находящиеся в зацеплеНИИ с двумя толкающими рейками 10. Последние соединены со щтоками 11 гидроцилиндров 2. Закрепленные на приводном валу секторы 12 находятся в зацеплении с рейкам1И 13 и секторами 14, размещенными на барабавзаимодействующие с кулачками 16 на приводных валах 7. Рейки 13, установленные свободно на клети 4, с одной стороны имеют улор 17, а вторым концом жестко кре(пятся к раме 18 механизма 5 прижима 19, который с помощью «aTiKoe 20 установлен на опорных балках 3 станины /. Механизм прижима 19 содержит прижимные колодки 21, через систему рычагов 22 связанные с гидроцилиндрами 23. Необходимое расстояние мелсду рабочей клетью 4 и механизмом нрижима 19 в исходном состоянии выдерживается с помощью пружин 24, размещенных на рейках 13. Секторы 12, оидящие на приводном валу, выпол- 15 йены таким образом, что при перемещении барабанов с ножами 6 в направлении реза зацепление не нарушается. Рабочая клеть 4 с механизмом прижима 19 в исходном положении размещается между 20 стойками станины 1. Колодки 21 механизма прижима 19 и барабаны 5 с ножами 6 отведены от проката 25 и занимают Крайнее положение. Механизм прижима 19 находится с помощыо пружин 24 на максим альном расстоя- 25 нии от рабочей клети. После вклю;нения гидроцилиндров 23 прижима КОЛОДК1И 21 прижимаются к прокату 25. Если нрокат движется, то с момента прижатия .колодок механизм прижима 19 и клеть 4 пере- 30 мещаются -со скоростью, равной скорости движения проката 25. После сцапления механизма прижима 19 с прокатом 25 начинает действовать гидроцилиндр 2, через рейки 10, приводящий в движе- 35 ние приводные валы 7 и барабаны 5. Рабочая клеть 4 начинает перемещаться вдоль оси нроката относительно механизма прижима 19, при этом происходит врезание ножей 6 в прокат25 при взаимодействии кулачков 15 и 16. В про- 40 цессе резания ножи 6 все время находятся 10 в вертикальном положении. При полном сжатии пружин 24 происходит максимальное врезание ножей 6. Затем рабочие механизмы ножниц возвращают1ся в исходное положение. Предлагаемые барабанные ножницы производят частичное разделение -слятка при Heinpeрьгвной ИЛИ Периодической выдаче его из кристаллизатора. Они И1меют небольшие габариты, не требуют фундамента и могут быть легко встроены в наиболее благоприятном месте линии УНРС, например леред тянущей клетью. Предмет изобретения 1. Барабанные «ожницы, несущие ножи и содержащие размещенный на станине привод и приводные валы, отличающиеся тем, что, с целью уменьшения веса и габаритов ножниц и ВО31МОЖ1НОСТИ (ИХ нестационарной устано вки. они снабжены клетью, в которой размещены барабаны, несущие ножи и перемещаемые в напрашлении реза при взаимодействии закрепленных на них кулачков с соответствующими кулачками там же расположенных и кинематически связанных с барабанами приводных валов, получающих вращение через зубчатые передачи от привода, выполненного в виде гидроцилиндров, штоки которых соединены с рейками, механизмом прижима и жестко связанными с ним, взаимодействующими с секторами приводных валов рейками, размещеняыми на клети и обеснечнвающнм-и возможность ее церемещения вдоль оои разрезаемого проката относительно механизма прижима при рабочем ходе ножей и совместного перемещения с иоследним при холостом ходе, 2. Ножницы по п. 1, отличающиеся тем, что, с целью сохранения необходимого расстояния между клетью и рамой механизма прижима, на рейках, связывающих эти узлы, установлены пруж|ины.
25
2J.
2
/52
,, 25
U
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1971 |
|
SU429904A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ РУЛОНОВ НА БАРАБАНЕМОТАЛКИ | 1969 |
|
SU239106A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU305967A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1991 |
|
RU2006349C1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| Барабанные летучие ножницы | 1976 |
|
SU656755A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА!1Л'Е^Г[Н9^ТГХНГ!Е"КАБИБЛИОТ^ГКА | 1972 |
|
SU323203A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1970 |
|
SU264121A1 |
| Ножницы для резки профильного проката | 1987 |
|
SU1466872A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА | 1996 |
|
RU2100150C1 |